Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обозначение разъемов модели, формы иСодержание книги
Поиск на нашем сайте
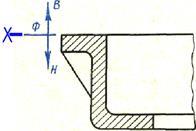
Положения отливки при заливке Обозначения разъемов модели и формы [5] (линии, стрелки и буквы) выполняются синим цветом. 1. Разъем модели и формы показывают отрезком или ломаной штрихпунктирной линией заканчивающейся знаком Х- -X. над которой указывается буквенное обозначение разъема — МФ. Направление разъема показывают сплошной основной линией, ограниченной стрелками и перпендикулярной к линии разъема (рис. 2.21) При совпадении разъемов модели и формы проводится горизонтальная синяя линия (рис. 2.21), над которой указывается буквенное обозначение разъемов — МФ (разъем модели и формы).
Рис. 2.21. Пример обозначения выбора положения отливке в форме и плоскости разъема.
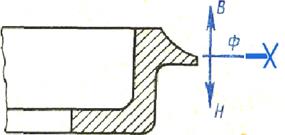
2. При применении неразъемных моделей указывают только разъем формы (рис. 2.22).
Рис. 2.22. Пример обозначения выбора положения отливке в форме и плоскости разъема в случае неразъемной модели.
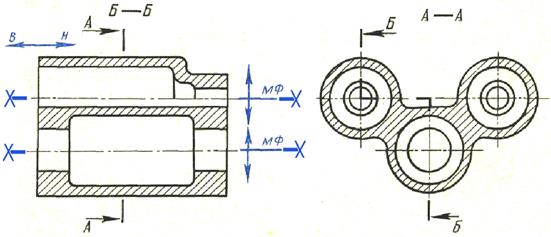
3. Разъем формы и модели сложных отливок показывают на минимально необходимом числе изображений, достаточном для определения разъема. 4. При нескольких разъемах модели и формы каждый разъем показывают отдельно (рис. 2.23).
Рис. 2.23. Пример обозначения выбора положения отливке в форме и плоскостей разъема в случае нескольких разъемов модели.
Положение отливки при заливке показывается у места обозначения разъемов формы и модели вертикальной синей линией, ограниченной стрелками. У стрелки, показывающей верх отливки при заливке, ставится буква В, а низ — буква Н (см. рис. 2.21 – 2.22). Если отливка формуется в горизонтальном, а заливается в вертикальном положении, то у вертикальной линии разъемов формы и модели буквы В и Н около стрелок не ставятся, а параллельно оси отливки проводится дополнительная синяя линия, ограниченная стрелками с буквенными обозначениями положения при заливке: верх — В, низ — Н (рис. 2.23). Цифры, надписи, стрелки и рамки выполняются черными чернилами или черной Тушью; выносные и размерные линии —черным карандашом.
Определении участков поверхности отливки, Выполняемых стержнями При определении участков поверхности отливки, выполняемых стержнями, нужно руководствоваться следующими правилами: [6]: 1. Количество стержней должно быть минимальным. Стержни следует заменять болванами, если при этом не увеличится припуск на обработку, а также заменять несколько отдельных стержней одним общим. В единичном производстве с целью замены стержней болванами надо применять парные модельные плиты по типу машинной формовки.
Рис. 2.24. Пример замены стержней болванами.
2. Обеспечивать минимальные затраты на изготовление стержневых ящиков. 3. Обеспечивать удобную установку и фиксацию стержней и контроль всех размеров полостей в форме. 4. Учитывать конфигурацию и габаритные размеры отливки, определяющие расход смесей на изготовление стержней. Повышенная прочность смесей в сухом состояния позволяет изготовлять пустотелые стержни вместо сплошных. При этом улучшается их газопроницаемость, сокращаются продолжительность сушки и расход смеси. Высокую чистоту, поверхности обеспечивают пустотелые оболочковые, стержни из смесей на основе кварцевых или цирконовых песков и пульвербакелита в качестве связующего материала. 5. Если отливка имеет две полости, соединенные каналом эти полости надо оформлять двумя стержнями. При использовании одного сложного стержня обычно происходит его поломка в месте тонкой перемычки. 6. Газоотводные каналы стержней должны иметь выходы в верхних знаках или образовывать общую вентиляционную систему с другими стержнями, знаки которых соприкасаются с формой. Газоотводные каналы должны быть размещены так, чтобы исключалось попадание в них жидкого металла. 7. Ящик и соответственно поверхность стержня со стороны набивки должны быть максимально большими для удобства работы. 8. Разъем ящика и опорная поверхность стержня при сушке должны быть, по возможности, плоскими (особенно при единичном производстве, что обеспечивает удобство его установки на сушильную плиту); В массовом производстве выполнение этого условия не обязательно, так как применяют специальные сушильные плиты. Создание сложных не плоскостных разъемов при отсутствии сушильных плит допускается в случае использования химически твердеющих смесей. 9. Стержень должен быть достаточно прочен в сыром состоянии, при этом опорные поверхности стержней должны быть достаточными, чтобы исключить деформацию стержня под действием силы тяжести. 10. Следует стремиться, чтобы стержень был более простым по конфигурации и соответственно стержневой ящик имел минимальное количество отъемных частей и вкладышей. В особенности следует избегать вкладышей, применяемых «в осадку». 11. Желательно избегать тонких высоких выступов на массивных стержнях. Такие выступающие части лучше изготовлять отдельно и вклеивать в массивную часть, так как поломка тонкого выступа влечет за собой забраковку всего стержня. 12. Стержень должен иметь небольшую высоту для предотвращения его осадки во время транспортировки и сушки; 13. При делении стержня на несколько частей необходимо, чтобы плоскость сечения проходила в местах, определенных чертежными размерами, а каждый из стержней должен оформлять участок поверхности отливки с вполне определенной геометрической формой без образования на отливке ломаной поверхности на стыках стержней. Если невозможно использовать нижние знаки в качестве опорных элементов, следует предусмотреть боковые знаки, которые обеспечили бы установку стержня в сушило на боковые опоры или же позволили использовать арматуру, выступающую из знаковых частей. Необходимо избегать кантовки стержня; после извлечения из ящика он должен укладываться на сушильную плиту в таком положении, в каком его ставят в форму. В этом положений стержень удобно красить и транспортировать Стержни устанавливают в форму при ее сборке в определенной последовательности согласно номеру стержня. При изготовлении тонкостенных сложных отливок (например блока цилиндров автомобиля) для обеспечения точной сборки, а также для ее ускорения стержни предварительно собирают в блоки с помощью шаблонов и кондукторов и в собранном виде устанавливают в форму. В зависимости от положения стержня в форме стержневые знаки подразделяют на горизонтальные и вертикальные. Основное назначение знаков - обеспечить надежность и точность фиксирования стержня в форме. Точность и надежность фиксирования стержня зависят от двух конструктивных параметров знака: формы и размеров. От формы нижнего знака зависит возможность установки стержня в полуформу в определенном положении, а от величины знака и соответствия его размеров размерам знакового гнезда формы - точность и надежность фиксирования стержня в определенном положении.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-14; просмотров: 841; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.11 (0.01 с.) |