Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изображение припусков на механическую обработку отливки,Содержание книги
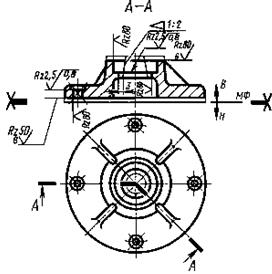
Поиск на нашем сайте Напусков, технологических и гарантийных припусков Припуски на механическую обработку изображают сплошной тонкой линией. Допускается выполнять линию припуск: красным цветом. Величину припуска на механическую обработку указывают цифрой перед знаком шероховатости поверхности детали или величиной уклона и линейными размерами (Рис. 7.2).
Рис. 7.2. Изображение припусков В разрезах припуски и напуски штрихуются красными линиями; Допускается при несложных отливках припуски на механическую обработку не изображать, а указывать только величину припуска цифрой (черт. 8).
Рис. 7.3. Обозначение припусков цифрами Технологический припуск указывают цифрой со знаком плюс (+) или минус (—) и буквой Т (технологический припуск) и проставляют на продолжении размерной линии или на полке линии-выноски, если нельзя разместить надпись и цифру на продолжении размерной линии (черт. 7).
Рис. 7.4. Обозначение технологических припусков
Отверстия, впадины и т. п., не выполняемые при отливке детали, зачеркивают сплошной тонкой линией (черт. 6—8), которую допускается выполнять красным цветом.
Рис. 7.5. Обозначение отверстий, впадин, уклонов
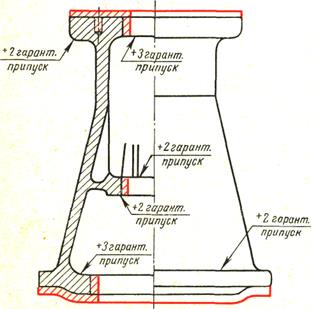
Все неотливаемые впадины, небольшие отверстия и т. п. на разрезах чертежа детали штрихуются заодно с телом общего припуска на механическую обработку, а не попадающие в разрезы — зачеркиваются красными линиями (рис. 7). Припуски на механическую обработку поверхностей с уступами и впадинами разной величины обозначаются не у знаков обработки, а размерными линиями, ограниченными стрелками, для каждой величины припуска; конусные припуски обозначаются с одной стороны размерными линиями и величиной конусности (уклона) обрабатываемой поверхности (рис. 7.5). Поверхности отливки, на которые задаются гарантийные припуски, обозначаются стрелками с выносными линиями, заканчивающимися „полкой". Над полкой делается над пись „гарант, припуск" (гарантийный припуск) с указанием величины со знаком плюс (+) (рис. 8, 9) или со знаком минус (—). Полку с величиной гарантийного припуска желатель но помещать рядом с размером, получение которого при механической обработке зависит от гарантийного припуска. Если надпись с указанием величины гарантийного припуска проставить рядом с этим размером не представляется возможным, допускается делать обозначение поверхности и указание величины гарантийного припуска, как показано на рис. 9. + 3 гарант, припуск
Рис. 7.6. Обозначение гарантированных припусков ДОПУСКИ МАССЫ ОТЛИВОК Методика определения номинальной массы устанавливается в отраслевой научно-технической документации. Допуски массы отливок должны соответствовать величинам, указанным в табл. 8.1 (ГОСТ Р 53464-2009 таблица 4). Установлено симметричное расположение поля допуска массы относительно номинальной массы. В технических требованиях чертежа отливки или детали с нанесенными размерами отливки должны быть указаны в нижеприведенном порядке значения номинальных масс детали, припусков на обработку, технологических напусков и массы отливки Номинальную массу отливки следует приравнивать массе отливки с номинальными размерами. Пример обозначения номинальных масс. разных для детали,—20.35 кг, для припусков на обработку—3,15 кг, для технологических напусков— 1.35 кг. для отливки—24.85 кг: Масса 20.35—3.15—1.35—24.66 ГОСТ Р 53464-2009 Для необрабатываемых отливок или при отсутствии технологических напусков соответствующие величины обозначают "0". Таблица 8.1
Примечание. Допуски массы отливок приведены в % от номинальной массы отливок. Например: Масса 20.35—0—1.35—-20.70 ГОСТ 26645— 85 или Масса 20.35— 0— 0— 20.35 ГОСТ Р 53464-2009 В технических требованиях чертежа литой детали указывают только массу детали.
РАДИУСЫ ЛИТЫХ ИЗДЕЛИЙ и формовочные уклоны 9.1. ЛИТЕЙНЫЕ РАДИУСЫ, РАДИУСЫ ПЕРЕХОДОВ И
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-14; просмотров: 2577; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.008 с.) |