

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Определение группы сложности отливок
Для определения классов размерной точности отливок, которые могут изготавливаться различными технологическими процессами литья и масштаб производство которых задается техническим заданием, необходимо выбрать (рассчитать) группу сложности отливки. Так меньшие значения из определяемых диапазона значений относятся к простым отливкам и условиям массового автоматизированного производства. Большие значения из определяемых диапазона значений относятся к сложным отливкам в условиях единичного и мелкосерийного производства. Средние—к отливкам средней сложности и условиям механизированного серийного производства.
Все отливки делятся на 6 групп сложности от простой 1 группы до 6 самой сложной [8].
При этом учитываются следующие показатели:
- Конфигурация поверхностей и формы отливки. Формы отливок различают на следующие виды: простые, плоские, цилиндрические, коробчатые, комбинированной формы. Наружные поверхности могут быть простыми или сложными, которые образуются сопряжением прямолинейных и криволинейных поверхностей с переходами, тонкими ребрами, выступами, углублениями. Внутренние полости могут либо совсем отсутствовать, либо иметь особо сложную конфигурацию с криволинейными поверхностями, с наличием ленточных и кольцевых каналов, расположенных в два и более яруса, с затрудненным выходом внутренних полостей наружу.
– Техническая характеристика отливки: масса, максимальный габаритный размер, толщина основных стенок.
- Отливки подразделяются по характеристикам выступов, ребер, углублений, отверстий, висячих болванов.
- Количество отъемных частей модели
- Количество стержней в форме
- Характер механической обработки литой детали и наличие требований по шероховатости
механически обработанных поверхностей
- Группа по назначению Особые технические требования
| Группы сложности
| | 1 группа
| 2 группа
| 3 группа
| 
| 
| 
| | Крышка смотровая
| стакан
| Корпус редуктора
| 
| 
| 
| | Приемный стол
| стойка
| корпус
| | 4 группа
| 5 группа
| 6 группа
| 
| 
| 
| | Корпус редуктора
| станина
| Блок-картер
| 
| 
| 
| | корпус
| Корпус гидронасоса
| Гидравлическая коробка
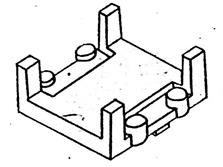
| Рис. 3.1. Примеры отливок по группам сложности.
Данные требования приведены в таблице 3.1.
В случае, когда табличные признаки для нескольких групп сложности совпадают, то этот признак принимается по более высокой группе.
При равенстве количество признаков (пять) по двум группам сложности отливку относят к той группе, при определении которой использован признак «конфигурация поверхностей» (пункт 1 таблицы 3.1).
В иллюстрациях приведены отливки-представители для каждой группы сложности. Группа сложности указана по конфигурации поверхностей.
В таблице 3.2. приводятся примеры определения группы сложности отливок, изготавливаемых в песчаные формы.
Таблица 3.1.
Определение группы сложности отливки
|
| признаки сложности отливки
| | Группа сложности
| Конфигурация поверхностей
| Масса, кг
| |
| Плоские небольшой высотой. Наружные поверхности прямолинейные с небольшими бобышками. Внутренние поверхности отсутствуют и имеют место отверстия
| До 500
| |
| Открытые цилиндрической формы. Наружные поверхности прямолинейные или цилиндры с небольшими бобышками, выступами и углублениями. Внутренние поверхности в основном с прямолинейными поверхностями со свободным выходом внутренних полостей наружу
| 501 - 1000
| |
| Открытой коробчатой, сферической, цилиндрической формы. Наружные поверхности прямолинейные и криволинейные с ребрами, бобышками, выступами и углублениями. Внутренние полости в основном с прямолинейными поверхностями, со свободным выходом внутренних полостей наружу.
| 1001—4000
| |
| Открытой коробчатой, сферической, цилиндрической формы. Наружные поверхности прямолинейные и криволинейные с ребрами, бобышками, выступами и углублениями. Внутренние полости в основном с прямолинейными поверхностями, со свободным выходом внутренних полостей наружу.
| 4001— 8000
| |
| Закрытой коробчатой цилиндрической, сферической или комбинированной формы. Наружные поверхности прямолинейные и криволинейные с примыкающими патрубками, фланцами и ребрами. Внутренние полости сложной конфигурации с пересекающимися криволинейными и прямолинейными поверхностями, с наличием ленточных и кольцевых каналов со свободным и затрудненным выходом внутренних полостей
| 8001—25000
| |
| Закрытой коробчатой, цилиндрической или комбинированной формы. Наружные поверхности образуются сопряжением прямолинейных и криволинейных поверхностей с переходами, тонкими ребрами. выступами, углублениями. Внутренние полости особо сложной конфигурации с криволинейными поверхностями, с наличием ленточных и кольцевых каналов, расположенных в два и более яруса, с затрудненным выходом внутренних полостей наружу.
| более 25000
|
|
| Максимальный габаритный размер, мм
| Толщина основных стенок, мм
| Характеристика выступов, ребер, yглублений,
отверстий, висячих болванов
| |
| До 500
|
| Углубления и вы ступы, высотой не более 30 мм (до 5 шт.)
| |
| 501 - 1600
|
| Углубления, выступы, отверстия, высотой до 75 им (до 5 шт.)
| |
| 1601—3000
| 84+19
| Углубления, выступы, отверстия, ребра, высотой более 75 мм (до 5 шт.)
| |
| 3001— 4000
| 18+13
| Углубления, выступы, отверстия, ребра, висячие болваны, высотой более 75 мм (до 10 шт.)
| |
| 4001—6000
| 12+7
| Углубления, выступы, отверстия, ребра, висячие болваны, высотой более 75 мм (до15шт.)
| |
| более 6000
| менее 7
| Углубления, выступы, отверстия, ребра, висячие
болваны, высотой более 75 мм (свыше 15 шт.)
|
|
| Количество отъемных частей
| Количество стержней в форме
| Характер механической обработки литой детали и наличие требований по шероховатости механически обработанных поверхностей по ГОСТ 2789-73
| |
| Без отъем-ных частей
| До 2
| Без обработки или незначительная обработка с одной стороны, в основном сверление
| |
| 1-2
| 3-5
| Незначительная обработка с двух сторон: сверление, наружное точение, растачивание
| |
|
| 6-12
| Обработка с трех-четырех сторон, включающая фрезерование внутренних поверхностей, шлифование, развертывание, нарезание резьбы
| |
|
| 13-20
| Обработка с четырех-пяти сторон, включающая шлифование, притирку, полирование
| |
|
| 21-30
| Обработка с пяти-шести сторон, включающая доводку, хонингование, полирование
| |
| Свыше 5
|
| Обработка со всех сторон, включающая доводку, суперфиниширование, хонингование
|
|
|
| Группа по назначению
| Особые технические требования
| |
| Rz= 1600¸10 вкл.,
Ra=100¸2,5 вкл
| Отливка общего
назначения
| Нeпредъявляются
| |
| Rz= от 10¸5 вкл.,
Ra=2б5¸1,25 вкл
| Отливки общего
назначения
| Нeпредъявляются
| |
| Rz=от5¸2,5 вкл.,
Ra=oт 1,25¸0,63 вкл.
| Отливки ответственного назначения
| Нeпредъявляются
| |
| Rz=oт 2,5¸0,63 вкл.
Ra=от 0,63¸0,16 вкл.
| Отливки ответственного назначения
| Предъявляются по химическому составу и механическим свойствам.
Плотность при рабочем давлении до 12x105 Па (12 кгс/см2) включительно
| |
| Rz=oт 0,63¸0,16 вкл
Ra=oт 0,16¸0,040 вкл.
| Отливки особо ответственного
Назначения
| Предъявляются по химическому составу, механическим и физическим
свойствам, металлографической структуре. Плотность при рабочем давлении до 30x105Па
(30 кгс/см2) включительно
| |
| Rz=oт 0,16¸0,025
Ra=от 0,04¸0,008
| Отливки особо ответственного
назначения
| Предъявляются по химическому составу, механическим и физическим свойствам, металлографической структуре, газонасыщенности.
Плотность при рабочем давлении свыше30x105 Па (30 кгс/см2)
|
Таблица 3.2.
Примеры определения группы сложности отливок,
изготовляемых в песчаные формы для отливки шкив
|
| Основные признаки сложности отливки
| 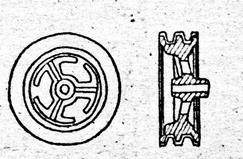 Шкив рис. 3-2
Шкив рис. 3-2
| | Признак сложности
| Группа сложности по таблице №1
| |
| Конфигурация
поверхностей
| Цилиндрической формы, наружные поверхности криволинейные и прямолинейные. Внутренние полости основном с прямо линейными поверхностями
|
| |
| Масса, кг
| 9.3
|
| |
| Максимальный габаритный размер, мм
|
|
| |
| Толщина основных стенок, мм
|
|
| |
| Характеристика ребер, выступов
| Высота выступающих элементов 22 мм. Количество их 7 штук
|
| |
| Количество отъемных частей модели
|
|
| |
| Количество стержней в форме
|
|
| |
| Характер механической обработки литой детали и наличие требований по шероховатости обработанных поверхностей, ГОСТ 2789—73
| Обработка с трех сторон, включает развертывание Rz=3,2
|
| |
| Группа по назначению
| Отливка ответственного назначения
|
| |
| Особые технические
требования
| Нe предъявляются
|
| |
| Принятая Группа сложности
| Количество признаков сложности, совпадающих с табличными:
Принимается 3-я группа сложности
| по 1 гр. — 2,
по З гр. — 5,
по 4 гр. — 2,
по 5 гр. — 1
|
Таблица 3.2.
Примеры определения группы сложности отливок,
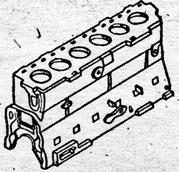
изготовляемых в песчаные формы для отливки Картер борт-редуктора
и Блок-картер,
|
| Основные признаки сложности отливки
|  Картер борт-редуктора
Картер борт-редуктора
|  Блок-картер,
Блок-картер,
| |
|
| Признак сложности
| Группа сложности по таблице № 1
| I Признак с ложи оста
| Групп-па сложности по таблице № 1
| |
| Конфигурация
поверхностей
| Открытой коробчатом и цилиндрической формы, наружные поверхности прямолинейные и криволинейные. Внутренние полости средней сложности
|
| Закрытой коробчатой формы. Внутренние полости сложной конфигурации с наличием ленточных каналов, расположенных в 2 яруса
|
| |
| Масса, кг.
|
|
|
|
| |
| Максимальный габаритный размер, мм
|
|
|
|
| |
| Толщина основных стенок, мм
|
|
|
|
| |
| Характеристика ребер, выступов
| Размер углублений до 22 мм. Количество выступов и углублений - три
|
| Размер выступов 380 мм.
Количество их — 14
|
| |
| Количество отъемных частей модели.
|
|
| свыше 5
|
| |
| Количество стержней в форме
|
|
| Стержней в форме — 69
|
| |
| Характер механической обработки литой детали и наличие требований по шероховатости обработанных поверхностей, ГОСТ 2789—73
| Обработка с четырех сторон, включает хонингование и притирку и Rz=0,25
| 4.
| Обработка с шести сторон включает доводку и хонингование
Rz=0,100
|
| |
| Группа по назначению
| Отливка ответственного назначения
|
| Отливка особо ответственного назначения
|
| |
| Особые технические
требования
| Предъявляются по химическому составу и механическим свойствам
|
| Не предъявляются
|
| |
| Принятая Группа сложности
| Количество признаков сложности, совпадающих с табличными
по 1 гр. - 2
по 2 гр. - 1
по 3 гр. - 1
по 4 гр. - 5,
по 5 гр. - 1
Принимается 4-я группа сложности
| Количество признаков сложности, совпадающих с табличными
по 3 гр. - 3,
по 4 гр. - I,
по 5 Гр. - 1
по 6 гр. - 5.
Принимается 6-я группа сложности.
|
|




