
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Формовочные (литейные) уклоныСодержание книги
Поиск на нашем сайте
Формовочные (литейные) уклоны предусматриваются на моделях, в стержневых ящиках, в металлических формах для обеспечения извлечения соответственно модели из формы, стержня из стержневого ящика и отливки из металлической формы. В последнее десятилетие появились новые процессы формовки, которые обеспечивают изготовление качественной формы при значительно меньших уклонах (в частности, импульсная формовка сетевого давления). При вакуумной формовке возможно изготовление форм с нулевыми или даже отрицательными уклонами. Назначение уклонов одинаковое — обеспечить извлечение модели, стержня, отливки. Однако в случае изготовления моделей и стержней уклоны обеспечивают извлечение при формовке, поэтому они называются формовочными. В случае металлических форм уклоны обеспечивают извлечение отливки, поэтому называются просто уклонами, или литейными уклонами. При назначении формовочных уклонов используется ГОСТ 3212 — 92 «Комплекты модельные. Уклоны формовочные. Стержневые знаки. Допуски размеров» [ 2 ], (табл. А.1.3.). Уклоны на чертеже отливки, как правило, не показывают. В технических требованиях к отливке на чертеже указывают: «Формовочные уклоны по ГОСТ 3212-92». При необходимости отдельные поверхности на чертеже обозначают буквами (например А) и в технических условиях записывают, как выполняются по этим поверхностям уклоны Согласно ГОСТ 3212-92 существуют три типа уклонов (рис. 9.2, а, б, в). Тип 1 назначается на обрабатываемые поверхности детали сверх припуска на обработку за счет увеличения размеров. Допускается выполнение уклонов за счет уменьшения припуска, но не более 30% его значения (на рис. 9.2, а). Тип 2 назначается на необрабатываемые поверхности отливки, не сопрягаемые по контуру с другими деталями, за счет частичного увеличения (знак «+») и уменьшения (знак «-») размеров отливки (рис. 9.2, б). Тип 3 назначается на необрабатываемые поверхности отливки, сопрягаемые по контуру с другими деталями, за счет уменьшения (рис. 9.2, в) или увеличения (рис. 9.2, г) размеров отливки в зависимости от поверхностей сопряжения.
Рис. 9.2. Типы литейных уклонов: а — для обрабатываемых поверхностей; б — для необрабатываемых поверхностей, не сопрягаемых с другими поверхностями за счет одновременного увеличения и уменьшения размеров; в — для необрабатываемых поверхностей, но сопрягаемых с другими поверхностями; Формовочные уклоны: а - на обрабатываемых поверхностях отливки сверх припуска на механическую обработку за счет увеличения размеров отливки; на необрабатываемых поверхностях отливки; б- за счет одновременного увеличения и уменьшения размеров; в - за счет уменьшения размеров; г - за счет увеличения размеров
Величина формовочного уклона зависит от высоты формообразующей поверхности (рис. 9.3): чем меньше высота hi, тем больше уклон (угол αi) и от материала из которого выполнен модельный комплект. Наименьшие уклоны назначаются для оболочковой формы. Средние значения уклонов для металлического или пластмассового модельного комплекта. Наибольшие – для деревянного. Для сырой формовки это связано с тем, что поверхностные слои формы более подвержены подрыву, чем глубинные.
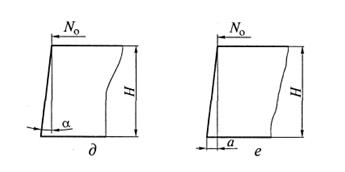
Рис. 9.3. Литейные уклоны - взаимосвязь литейных уклонов с высотой формообразующего элемента Формовочные уклоны α на чертежах задаются следующими способами: либо в градусах, либо в мм. (см. на рис. 9.4, д, е, ж).
Рис. 9.4. Примеры выполнения формовочных уклонов г, д — обозначение литейного уклона его углом в градусах; е — то же, абсолютная величина размера уклона а, мм; ж — то же, отношение абсолютной величины размера к высоте формообразующей поверхности;
На чертеже отливки в ТУ литейные уклоны указываются обязательной строкой, например, типа: «Неуказанные литейные уклоны — не более 2°».
Рис. 9.5. Взаимосвязь литейных уклонов формы и стержня А - литейный уклон для стержня необходим; Б — литейный уклон для стержня отсутствует.
Если в стержневом ящике требуется выполнение уклона на вертикальную стенку отливки, то согласно ГОСТу величина его должна соответствовать уклону модели на эту стенку (угол α на рис. 9.5, з) для соблюдения равномерной толщины стенки отливки, и, наоборот, если уклон не требуется, то допускается вариант, показанный на рис. 9.5, и. Правильно выбранные тип и величина уклона обеспечивают наиболее рациональные значения толщины стенки отливки и ее массы. На величину литейного уклона влияют следующие факторы: • материал и чистота поверхности модели (стержневого ящика); • вид поверхности: внутренняя или внешняя; • наличие антифрикционных смазок; • технологические свойства формовочных смесей. Значения формовочных уклонов формообразующих поверхностей модельного комплекта для песчано-глинистых смесей указаны в табл. 9.3. Т а б л и ц a 9.3. Значения формовочных уклонов формообразующих поверхностей модельного комплекта для песчано-глинистых смесей
Значения формовочных уклонов формообразующих поверхностей модельных комплектов, предназначенных для форм, твердеющих в контакте с оснасткой (жидкотвердеюшие самотвердеющие смеси — ЖСС. холоднотвердеющие смеси — ХТС, жидкостекольные пластичные самотвердеющие смеси — ПСС). и оболочковых форм указаны в табл. 9.4. таблица 9.4 Значения формовочных уклонов формообразующих поверхностей модельных комплектов, предназначенных для форм, твердеющих в контакте с оснасткой
Примечание. Значения (формовочного уклона в линейных размерах даны для максимального размера h. Значения формовочного уклона в углублениях моделей и на участках форм между моделями для ПКС и твердеющих в оснастке при d>h следует увеличивать в два раза по сравнению созначениями, указанными в табл. А.1.3 и 9.4. При d<h углубления выполнять стержнем без уклонов или с уклонами по табл. А.1.3 и 9.4. Примечание, d — диаметр, ширина углубления модели или расстояние между ними. На торцах модели типа ступенчатого цилиндра в случае совпадения осей модели и формы(см. приложение 1. черт. 1ч) при изготовлении форм импульсной формовкой, а также, когда технологией предусмотрено снятие полуформы с модели допускается значения формовочных уклонов увеличить в 1.5 раза по сравнению с величинами, указанными в табл. 9.3 и 9.4. Значения формовочных уклонов для литья по выплавляемым моделям указаны в табл.9.5. Таблица 9.5.
Формовочные уклоны для литья по выплавляемым моделям
Примечание: При изготовлении моделей и ручных пресс-формах значения формовочных уклонов могут быть увеличены в 1.5 раза. Примеры выполнения формовочных уклонов даны на рис. 9.4.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-14; просмотров: 3534; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.75.147 (0.007 с.) |







 комплекта
комплекта



