Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение стоимости отливокСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Цены отливок определяются по прейскуранту 25-01 [12], введенному в действие с 01.01.1991г с учетом коэффициента, учитывающего уровень изменения цен в условиях рыночной экономики. Оплата отливок дифференцирована по маркам сплавов, массе, сложности, серийности годового заказа, механическим свойствам, точностным и качественным характеристикам, регламентируемым нормативно-технической документацией. Оплата отливок производится по оптовым ценам, включающим: табличные оптовые цены, предусмотренные разделом 2 прейскуранта; оптовые цены, определяемые в соответствии с разделом 2 через коэффициенты расчета; доплаты и скидки к оптовым ценам при изменении потребительских свойств продукции. При определении оптовой цены учитывается расчетная масса отливки, устанавливаемая по ее чертежу исходя из размеров окончательно обработанной детали, с учетом точностных характеристик отливки (припуски на механическую обработку, допуски размеров и массы), регламентируемых по ГОСТ 26645-85, и литейных напусков. Оптовые цены установлены за 1т отливок конкретной массы, указанной в таблицах цен. Если масса отливки не совпадает с конкретными значениями массы, предусмотренными таблицей цен, то оптовая цена 1т определяется интерполяцией по формуле
где Цх –искомая оптовая цена для отливки с промежуточным значением массы Мх, руб.;М1 – ближайшее значение массы, предусмотренное таблицей цен, меньшее, чем Мх, кг; М2 – ближайшее значение массы, предусмотренное таблицей цен, большее, чем Мх, кг; Ц1 – оптовая цена для отливки массой М1, руб.; Ц2 – оптовая цена для отливки массой М2, руб. По конструктивно-технологической сложности отливки подразделяются на шесть групп. Группа сложности отливки устанавливается по классификатору групп сложности отливок (раздел 4 прейскуранта). Оптовые цены на отливки установлены с учетом указанных в табл.1.1 [7] прейскуранта базовых значений классов точности размеров и массы по ГОСТ 26645-85. За поставку отливок, изготовляемых с повышенными или пониженными против базовых значениями классов точности размеров и массы, применяются доплаты или скидки в размерах, предусмотренных табл.1.1а. Скидки устанавливаются в половинном размере от доплат. Оптовые цены на отливки установлены с учетом указанных в табл.1.2 базовых толщин стенок отливок. За поставку отливок с утоненными против базовых толщин стенок производится доплата в размере, указанном в табл.1.3. По отливкам, изготовляемым литьем под давлением, центробежным методом, по выплавляемым моделям, доплаты за тонкостенность не производятся. В зависимости от назначения и требований, предъявляемых к литым деталям, отливки разделяются на 3 группы:отливки общего назначения, ответственного назначения и особо ответственного назначения. Оптовые цены установлены на отливки общего назначения. За поставку отливок ответственного назначения предусматривается доплата в размере 3%, а за поставку отливок особо ответственного назначения – в размере 5% к оптовой цене за 1т отливок. За поставку отливок с повышенными требованиями по непроницаемости производятся доплаты к оптовым ценам в размерах, указанных в табл.1.6. Оплата отливок дифференцирована по десяти группам серийности в зависимости от массы отливок и их количества в годовом заказе. Классификация отливок по группам серийности приведена в табл.1.7. Оптовые цены на отливки установлены для пятой группы серийности. Оплата отливок, изготовляемых количеством по 1- 4 группам серийности, производится с применением скидок, предусмотренных табл.1.8. Оплата отливок, изготовляемых количеством по 6-10 группам серийности, производится с применением доплат, предусмотренных табл.1.8. В оптовых ценах на отливки из ковкого чугуна, высокопрочного чугуна с шаровидным графитом и антифрикционного чугуна учтена стоимость термической обработки. Термическая обработка остальных отливок и их очистка оплачивается сверх оптовой цены согласно табл.1.10. При поставке отливок грунтованными производится доплата в размерах, указанных в табл.1.12. Важно учесть, что каждая из доплат (скидок), установленных в процентах, исчисляется оптовой ценой, указанной в таблице цен прейскуранта или определенной по базовым ценам через коэффициент расчета. Отливка, масса которой совпадает с граничной, указанной для весовых групп в таблицах прейскуранта, относится к весовой группе большей массы. Так, отливка массой 0.63 кг относится к весовой группе 0.63-1.0 кг; отливка массой 1.0кг - к весовой группе 1.0-1.6кг.
Оптовые цены на отливки. Учитывая большое разнообразие марок сплавов, в Прейскуранте выбраны базовые марки сплавов в соответствии с табл.2.1а, на каждую из которых приведены оптовые цены. Оптовые цены на отливки из других марок сплавов определяются умножением оптовой цены отливок, изготовляемых из базовой марки сплава, на коэффициент Кц расчета оптовых цен (табл.2.5), учитывающий конкретную марку сплава. Пример: о пределить оптовую цену 1т отливок из серого чугуна марки СЧ 25 массой 10 кг, 3-й группы сложности. В данном примере с табличным значением по прейскуранту не совпадают ни масса отливки, ни марка чугуна с базовой маркой. Сначала путем интерполяции определим оптовую цену 1т отливок из базовой марки чугуна СЧ 20 массой 10 кг, 3-й группы сложности: по табл.2.1 имеем М1=9 кг; Ц1=468 руб./т; М2=11.25 кг; Ц2=460 руб./т
Для отливок из серого чугуна марки СЧ 25 по табл.2.5 коэффициент Кц равен 1,01. Тогда оптовая цена 1 т отливок из серого чугуна СЧ 25 массой 10 кг, 3-й группы сложности составит
Цопт = Цх · Кц = 464.4 ·1.01 = 469.1 руб./т
От этой цены рассчитывают доплаты или скидки за потребительские свойства отливок, отличающиеся от указанных в Прейскуранте. Стоимость отливки в первом приближении может быть вычислена по массе отливки, требующейся на изготовление детали, за вычетом массы отходов (стружки):
где СОПТ – оптовая цена 1т отливок массой Мотл заданных потребительских свойств, руб./т; Цотх . – оптовая цена 1т отходов (стружки), руб./т.
где Ктр, Ктм, Кs, Кс – доплаты или скидки к оптовой цене отливки соответственно за точность размеров, массу, толщину стенок и серийность; Цто и Цо – стоимость термической обработки и очистки отливок, руб./т. ПРИМЕР ВЫПОЛНЕНИЯ РАБОТЫ
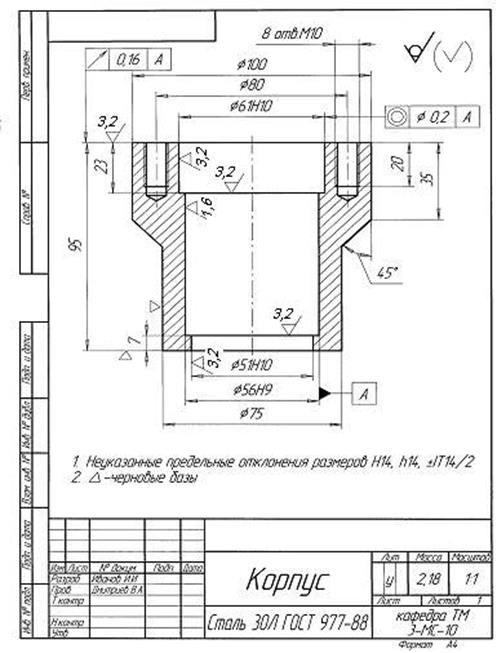
Описание методики иллюстрируется примером проектирования литой заготовки для детали "Корпус". В прил. 6 приведены варианты заданий для самостоятельного проектирования. Исходным документом для проектирования является рабочий чертеж детали (рис.20). Деталь представляет собой корпус. Материал – сталь 30Л ГОСТ 977-88, масса 2,18 кг. Термообработка – отжиг и нормализация с высоким отпуском. Производство мелкосерийное (Nгод = 1000 шт.), механизированное. Анализ чертежа детали на соответствие требованиям литейной технологии. Исходя из задания, необходимо изготовить стальную отливку средней сложности, группа сложности вторая [6]. В условиях мелкосерийного типа производства наиболее экономичным способом изготовления является литьё в разовые песчаные формы. Способ формовки – машинная формовка по разъёмной модели в двух опоках с уровнем уплотнения до твердости формы не ниже 70 единиц. Анализ технических требований и технологичности конструкции детали показывает, что она является симметричным телом вращения; наружные поверхности диаметром D=100 мм, D1=75 мм, переходный конус под углом 45º и нижний торец детали не подлежат механической обработке; наиболее точная поверхность диметром d = 56 мм (база А) выполнена по 9 квалитету точности, верхний торец корпуса связан с базой А допуском торцового биения, поверхность внутреннего В качестве черновых баз механической обработки целесообразно принять нижний торец корпуса и цилиндрическую поверхность диаметром D1=75 мм, реализуя, таким образом, явную установочную базу по торцу и двойную опорную скрытую базу по цилиндру. Назначение норм точности отливки. Пользуясь ГОСТ 26645-85 и методическими указаниями (см. табл.3), назначаем нормы и показатели точности отливки.Принимая во внимание среднюю сложность отливки, мелкосерийное механизированное производство, материал отливки - стальная термообрабатываемая с наибольшим габаритным размером, лежащим в интервале 100-250 мм, по прил.1табл.9 выбираем диапазон классов размерной точности 9-13, а с учетом примечания 1 окончательно принимаем класс размерной точности отливки 11 (КР 11). По прил.2 табл.10 стандарта определяем степень коробления отливки по её элементу с наибольшей степенью коробления (см. рис.3б). Таким элементом является внутренний цилиндр (d = 56 мм, L = 95 мм).
Р и с.20. Корпус
Для отношения d/L=0,59 с учетом разовой формы и термообработки отливки попадаем в интервал 4-7, а в соответствии с примечанием 1 принимаем 6-ю степень коробления (СК 6). Степень коробления отливки в целом принимается по наибольшему значению степени коробления её элемента. По прил.3 табл.11 определяем диапазон степени точности поверхностей отливки 12-19 и с учетом примечания окончательно выбираем 15-ю степень точности поверхностей (СП 15). По прил.4 табл.12 определяем значение шероховатости поверхностей отливки для 15 степени точности её поверхностей Ra = 50 мкм, допуск неровностей по табл.3 составляет 1,2 мкм, поля допусков (±0,6 мкм). По прил.5 табл.13 определяем диапазон классов точности массы отливки 8-15 и с учетом примечания принимаем класс точности массы 11т (КМ 11т), допуск массы (%) назначается по табл.4 после определения припусков, размеров, объёма и массы отливки по рекомендациям методических указаний. Допуск смещения отливки по плоскости разъёма не назначаем, так как вся отливка располагается в нижней полуформе. По прил.6 табл.14 для 15 степени точности поверхностей отливки, расположенных при заливке снизу или вертикально, принимаем 8 ряд припусков (РП 8), а для поверхностей, расположенных при заливке сверху, принимаем 10 ряд припусков. Результаты анализа и найденные показатели точности изготовления отливки вносим в карту проектирования техпроцесса (табл.12).
Таблица 12
|
||||
|
|
Последнее изменение этой страницы: 2016-12-11; просмотров: 1385; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.183.77 (0.008 с.) |

 , руб./т,
, руб./т,
 , руб,
, руб, , руб./т,
, руб./т, отверстия (d+a)=61 мм связана с базой А допуском соосности, неуказанные предельные отклонения размеров выполнены по 14 квалитету. Минимальная толщина стенок 7…8 мм может быть получена выбранным способом литья. Восемь отверстий М10 не имеет смысла получать литьём, они являются напуском. Сталь имеет низкую жидкотекучесть и большую объёмную усадку (до 2%), склонна к образованию горячих трещин. Поэтому целесообразно всю отливку расположить в нижней полуформе вертикально, совместив плоскость разъёма формы с её верхним торцом; подводить металл к отливке следует сверху, способствуя её направленному затвердеванию и питанию. На массивных верхних частях отливки для питания расплавом необходимо предусмотреть прибыль. Стержнем в отливке будут получены две внутренние цилиндрические поверхности под последующее растачивание в размеры Ø56H9 и Ø51H10. Получить стержнем внутреннюю цилиндрическую поверхность глубиной 23 мм под последующее растачивание в размер Ø61H10 не представляется возможным, так как на этом участке уменьшается толщина стенки и затрудняется питание более массивной части отливки, расположенной ниже, что может вызвать образование усадочной раковины.
отверстия (d+a)=61 мм связана с базой А допуском соосности, неуказанные предельные отклонения размеров выполнены по 14 квалитету. Минимальная толщина стенок 7…8 мм может быть получена выбранным способом литья. Восемь отверстий М10 не имеет смысла получать литьём, они являются напуском. Сталь имеет низкую жидкотекучесть и большую объёмную усадку (до 2%), склонна к образованию горячих трещин. Поэтому целесообразно всю отливку расположить в нижней полуформе вертикально, совместив плоскость разъёма формы с её верхним торцом; подводить металл к отливке следует сверху, способствуя её направленному затвердеванию и питанию. На массивных верхних частях отливки для питания расплавом необходимо предусмотреть прибыль. Стержнем в отливке будут получены две внутренние цилиндрические поверхности под последующее растачивание в размеры Ø56H9 и Ø51H10. Получить стержнем внутреннюю цилиндрическую поверхность глубиной 23 мм под последующее растачивание в размер Ø61H10 не представляется возможным, так как на этом участке уменьшается толщина стенки и затрудняется питание более массивной части отливки, расположенной ниже, что может вызвать образование усадочной раковины.