Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Набор рабочего инструмента слесаряСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
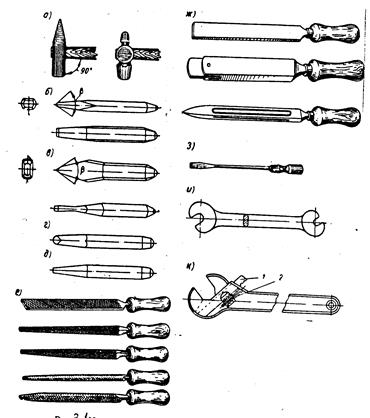
При выполнении слесарных работ пользуются инструментами и приспособлениями. Одной группой инструментов слесарь пользуется весьма часто. Этот инструмент он получает из инструментальной кладовой в постоянное пользование. Другая группа инструментов, приспособлений и приборов, применяемых сравнительно редко, может находиться в общем пользовании на слесарном участке; эти инструменты берутся слесарем из кладовой на время выполнения им полученного задания. Рабочий инструмент слесаря подразделяется на ручной и механизированный. Ручной инструмент. Типовой набор ручного инструмента (рис.3.1) делится на: 1) режущий инструмент – зубила, крейцмейселя, набор напильников, ножовки, спиральные сверла, цилиндрические и конические развертки, круглые плашки, метчики, абразивный инструмент (бруски и пасты) и др.; 2) вспомогательный инструмент – слесарный и рихтовальный молотки, керн, чертилка, разметочный циркуль, плашкодержатель, вороток и т.п.; 3) слесарно-сборочный инструмент – отвертки, гаечные ключи, бородок, плоскогубцы, ручные тиски и др.; 4) измерительный и поверочный инструмент – масштабная линейка, рулетка, кронциркуль, нутромер, штангенциркуль, микрометр, угольники и малки, угломеры, поверочные линейки и т.п. Слесарь постоянно должен иметь на своем рабочем месте: молотки с круглым и квадратным бойками, зубила, крейцмейсели, ножницы, кусачки, бородки, напильники, шаберы, отвертки, гаечные ключи, ножовки, ручные тиски и др. Слесарные молотки являются наиболее распространенным ударным инструментом. Они служат для нанесения ударов при рубке, пробивании отверстий, клепке, правке и др. В слесарном деле применяют молотки двух типов – с круглыми и квадратными бойками (рис.3.1,а). Молотки с круглым бойком используют в тех случаях, когда требуется значительная сила или меткость удара. Молотки с квадратным бойком выбирают для более легких работ. Молотки изготовляют из сталей марок 50, 40Х или из стали У7, их рабочие части – боек и носок – подвергают закалке на длину не менее 15 мм с последующей зачисткой и полировкой.
Слесарные молотки испытывают тремя ударами по незакаленной стали марки У10, после чего на рабочих частях не должно быть вмятин, трещин и выкрошенных мест. Вес молотков в зависимости от характера выполняемых работ бывает: 50, 100, 200 и 300г для выполнения инструментальных работ; 400, 500 и 600 г для слесарных работ и 800, 1000г для ремонтных работ. Материалом для изготовления ручных молотков служат кизил, рябина, клен, граб, береза – породы деревьев, отличающиеся прочностью и упругостью. В сечении ручка должна быть овальной, а ее свободный конец выполняют в полтора раза толще, чем у отверстия молотка. Длина ручки зависит от веса молотка. В среднем она должна быть 250-350 мм; для молотков весом 50-200 г длина ручек 200-270 мм, а для тяжелых – 350-400 мм. Конец ручки, на который насаживается молоток, расклинивается деревянным клином, смазанным столярным клеем, или металлическим клином с насечкой (ершом). Зубило применяется для разрубания на части металла различного профиля, удаления припуска с поверхности заготовки, срубания приливов и литников на литых заготовках, заклепок при ремонте заклепочных соединений и т.п. Зубило состоит из трех частей – рабочей, средней и ударной (рис.3.1,б). Рабочая часть зубила имеет форму клина, углы заточки которого изменяются в зависимости от обрабатываемого материала. Средней части слесарного зубила придается овальное или многогранное сечение без острых ребер на боковых гранях, чтобы не поранить руки; головке (ударной части) зубила придается форма усеченного конуса. Материалом для изготовления слесарных зубил служит углеродистая инструментальная сталь марок У7А и У8А. Рабочая часть зубила закаливается на длине 15-30 мм, а ударная – 10-20 мм. Крейцмейсель - инструмент, подобный зубилу, но с более узкой режущей кромкой, применяется для вырубания узких канавок и пазов (рис. 3.1,в). Для вырубания канавок во вкладышах подшипников и других подобных работ применяют нестандартизированные канавочные крейцмейсели (рис. 3.1, г) с остроконечными и полукруглыми кромками. Изготовляют крейцмейсели из углеродистой инструментальной стали марок У7А и У8А и закаливают, как зубило. Бородок применяется для пробивания отверстий в тонкой листовой стали для «натяжки» просверленных отверстий под заклепки, т.е. для установки одного отверстия против другого в соединяемых деталях, для выбивания забракованных заклепок, штифтов и т.п. Слесарные бородки (рис.3.1,д) изготовляют из стали марок У7А и У8А. Рабочая часть бородка закаливается на всю длину конуса. Напильники представляют собой режущий инструмент в виде стальных закаленных брусков различного профиля с насечкой на их поверхности параллельных зубьев под определенным углом к оси инструмента. Материалом для изготовления напильников служит углеродистая инструментальная сталь марок У13 и У13А, а также хромистая шарикоподшипниковая сталь ШХ15. Напильники имеют различную форму поперечного сечения: плоскую, квадратную, трехгранную, круглую и др. В зависимости от характера выполняемой работы применяют напильники разной длины, а также с различным числом насечек, приходящихся на 1 пог.см рабочей части (драчевые, личные и бархатные). Имеются три типа ручных напильников: обыкновенные, надфили и рашпили. Обыкновенные напильники (рис.3.1,е) делают из углеродистой инструментальной стали марок У13 и У13А. Надфили – это те же напильники, но меньших размеров и с насечкой только на половину или три четверти своей длины. Гладкая часть надфиля служит рукояткой. Надфили изготовляют из стали марок У12 и У12А.Они применяются для обработки малых поверхностей и доводки деталей небольших размеров. Рашпили отличаются от напильников и надфилей конструкцией насечки. Они применяются для грубой обработки мягких металлов – цинка, свинца и т.п., а также для опиливания дерева, кости, рога. Шаберы (рис.3.1,ж) представляют собой стальные полосы или стержни определенной длины с тщательно заточенными рабочими гранями (концами). По конструкции шаберы разделяются на цельные и составные; по форме рабочей части - на плоские, трехгранные и фасонные, а по числу режущих граней - на односторонние, имеющие обычно деревянные рукоятки, и двусторонние – без рукояток. Кроме цельных шаберов в последнее время применяют и составные, состоящие из державки и вставных пластин. Режущими лезвиями таких шаберов могут служить пластинки инструментальной стали, твердого сплава и отходы быстрорежущей стали. Шаберы не стандартизированы. Они изготовляются из инструментальной углеродистой стали марок У10А и У12А с последующей закалкой. Отвертки (рис.3.1,з) применяются для завинчивания и отвинчивания винтов и шурупов, имеющих прорезь (шлиц) на головке. Они подразделяются на цельнометаллические с деревянными щечками, проволочные, коловоротные, специальные и механизированные. Отвертка состоит из трех частей: рабочей части (лопатки), стержня и ручки. Выбирают отвертку по ширине рабочей части, которая зависит от размера шлица головке шурупа и винта. Гаечные ключи являются необходимым инструментом при сборке и разборке болтовых соединений. Головки ключей стандартизированы и имеют определенный размер, который указывается на рукоятке ключа. Размеры зева (захвата) делают с таким расчетом, чтобы зазор между гранями гайки или головки болта и гранями зева был от 0,1 до 0,3 мм. Гаечные ключи разделяют на простые одноразмерные, универсальные (разводные) и ключи специального назначения. Простые одноразмерные ключи бывают: плоские односторонние и плоские двусторонние (рис. 3.1,и); накладные глухие; для круглых гаек; торцовые изогнутые и прямые. Торцовые ключи прямые и изогнутые применяют в тех случаях, когда гайку невозможно завинтить обычным ключом. Простыми одноразмерными ключами можно завинчивать гайки только одного размера и одной формы. Раздвижные (разводные) ключи (рис. 3.1, к) отличаются от простых ключей тем, что они могут применяться для отвинчивания или завинчивания гаек различных размеров. Они имеют размеры зева от 19 до 50 мм при различных длинах рукояток. Специальные ключи носят название по роду применения, например ключ под вентиль, ключ к гайке муфты и т.д., а также для работы в труднодоступных местах. Ручная ножовка обычно применяется для разрезания металла, а также для прорезания пазов, шлицов в головках винтов, обрезки заготовок по контуру и т.д. Ножовочные станки бывают цельными и раздвижными. Последние имеют то преимущество, что в них можно крепить ножовочные полотна различной длины. Использование рассмотренного выше ручного инструмента связано с трудоемкой и малопроизводительной работой, тем не менее до сих пор еще многие слесаря применяют только ручной инструмент, в то время как значительная доля слесарных работ может быть механизирована путем использования различных стационарных и переносных машин, а также электрических и пневматических инструментов. Применение таких инструментов позволяет значительно повысить производительность труда. Под механизацией слесарных работ следует понимать усовершенствование ручного труда путем применения высокопроизводительного оборудования, различных приспособлений и механизированного инструмента, значительно облегчающих труд, повышающих качество продукции и снижающих ее себестоимость. 3.2 Механизированный слесарный инструмент
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 2844; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.41 (0.01 с.) |