Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструирование зубчатых и червячных колесСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
2.4.6.1 Конструкция цилиндрических зубчатых колес Конструкция зубчатых колес представлена на рис. 2.2. Зубчатые колеса состоят из обода, диска и ступицы.
Диаметр окружности выступов
Толщину обода S для всех типов колес можно принять:
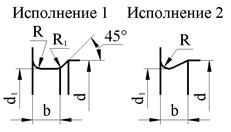
На торцах зубчатого венца (зубьях и углах обода) выполняют фаски (рис. 2.3):
которые округляют до стандартного значения по тому же ряду, что и На всех прямозубых зубчатых колесах фаску выполняют под углом 45° (рис. 2.3 а). На косозубых и шевронных колесах при твердости менее 350 HB фаску выполняют под углом 45° (рис. 2.3 а), при более высокой твердости – под углом 15…20° (рис. 2.3 б).
Диаметр ступицы наружный
Длина ступицы
Окончательно Зубчатые колеса для редукторов чаще всего имеют симметрично расположенную ступицу. Острые кромки на торцах ступицы притупляют фасками Таблица 2.5 Рекомендуемое значение фасок
Такие же по величине фаски можно применить и для притупления внутренней кромки обода.
Зубчатые колеса небольшого диаметра (до 150 мм) имеют простую форму. Заготовку получают из проката (рис. 2.4 а и рис. 2.5 а) или свободной ковкой (рис. 2.4 б и рис. 2.5 б). Применяются как при серийном, так при единичном производстве.
Такую конструкцию можно применять, если толщина обода в месте, ослабленном шпоночным пазом, будет не менее 2,5 m, в противном случае зубчатое колесо надо изготавливать заодно с валом (см. п. 2.4.6.2, «Конструкция вал-шестерней»). Чтобы уменьшить объем точной обработки резанием на дисках колес выполняют выточки (для колес
Кованные колеса (рис. 2.6) – колеса большего диаметра (до 500 мм) в единичном и мелкосерийном производстве получают из проката свободной ковкой с последующей токарной обработкой.
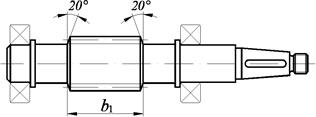
Толщина диска Радиусы закруглений Штампованные колеса – при серийном производстве заготовки колес диаметром до 500 мм получают из круглого проката ковкой в штампах. При годовом объеме выпуска до 100 шт. экономически оправдана ковка в простейших односторонних подкладных штампах (рис. 2.7). Для свободной выемки заготовок из штампа принимают значения штамповочных уклонов
Толщина диска При годовом объеме выпуска более 100 шт. применяют двусторонние штампы (рис. 2.8).
Для уменьшения влияния объемной термообработки на точность геометрической формы зубчатые колеса могут быть сделаны массивными (рис. 2.9):
Цельнолитые колеса – применяются в серийном производстве, как наименее трудоемкие, для изготовления колес диаметром свыше 500 мм. По своей несущей способности они уступают колесам с кованным или прокатанным ободом. До диаметра 900 мм их преимущественно выполняют однодисковыми (рис. 2.10 а), а при больших диаметрах и ширине – подкрепляется ребрами (рис. 2.10 б) или выполняются двухдисковыми (рис. 2.10 в).
Спицы могут иметь крестовидное, тавровое, двутавровое, овальное или другой формы сечения. Размеры сечения спиц у ступицы определяются из условного их расчета на изгиб. Поскольку жесткость обода невелика, распределение нагрузки между спицами очень неравномерное. Если окружное усилие на колесе
где T – вращающий момент на колесе; d – делительный диаметр колеса;
Тогда условие прочности спиц:
где Для свободной выемки заготовок из формы принимают значения литьевых уклонов
Во избежание биения и вибрации во время работы для зубчатых колес проводят балансировку, высверливая на торце обода отверстия, если их частота вращения превышает 1000 об/мин.
2.4.6.2 Конструкция вал-шестерней Вал-шестерни применяются в тех случаях, если диаметр вала близок по размерам диаметру шестерни (преимущественно в редукторах при
Конструкция вал-шестерни должна обеспечивать нарезание зубьев со свободным выходом инструмента (рис. 2.11 а). При больших передаточных числах допускается изготовление вал-шестерни с врезанием зубьев в тело вала (рис. 2.11 б, в). Выход фрезы определяют графически по ее наружному диаметру. Применения врезных вал-шестерен желательно избегать, так как в этом случае затруднено фрезерование и шлифование зубьев. При этом диаметр окружности впадин шестерни По возможности следует предусматривать вход инструмента со стороны заплечика вала (рис. 2.11 г).
2.4.6.3 Конструкция червяков Червяки выполняют заодно с валом. Насаживаемые червяки применяются крайне редко. Основные размеры червяка (диаметры Одним из основных требований, предъявляемых к конструкции вала-червяка, является обеспечение высокой жесткости. С этой целью расстояние между опорами стараются принимать как можно меньше.
Диаметр вала-червяка в ненарезанной части выбирают таким, чтобы обеспечить, по возможности, свободный выход инструмента при обработке витков и необходимую величину упорного заплечика для подшипника (рис. 2.12 а). Если диаметр червяка недостаточно большой для обеспечения нужной высоты заплечика, то необходимо предусмотреть буртик (рис. 2.12 б). При малом диаметре червяк приходится выполнять по рис. 2.12 в. В этом случае заплечики выполняют как по рис. 2.12 а, так и по рис. 2.12 б. 2.4.6.4 Конструкция червячных колес Основные размеры венца червячного колеса (диаметры Радиус выемки поверхности вершин зубьев колеса
где m – модуль передачи.
На торцах червячного колеса выполняют фаски
Червячные колеса небольшого диаметра (до 100-120 мм) выполняют цельными. Толщину обода в этом случае можно принять:
Размеры диска и ступицы принимают как у сборных колес.
Более крупные колеса изготавливают сборными для экономии дорогостоящих бронз. Диск колеса выполняют из более дешевых чугунов или сталей, зубчатый венец – из бронзы. Нарезание зубьев червячного колеса выполняют после сборки.
Конструкция диска зависит от объема выпуска. При мелкосерийном производстве заготовки дисков получают из проката или поковок с последующей токарной обработкой (рис. 2.14 а). При серийном производстве (годовой объем выпуска свыше 100 шт.) предпочтительнее изготовление штампованных или литых дисков (рис. 2.14 б). Для облегчения выемки заготовки из штампа или литейной формы необходимо на ободе и ступице предусмотреть уклоны
Толщина червячного венца S: Толщина обода Отсюда наружный диаметр диска: Внутренний диаметр обода: Толщина диска Диаметр ступицы наружный
Длина ступицы
Окончательно Редукторные червячные колеса чаще всего имеют симметрично расположенную ступицу. Червячные колеса весом более 20 кг должны иметь 4…6 отверстий на диске для строповки. Диаметр отверстий Острые кромки на торцах ступицы притупляют фасками Таблица 2.6 Рекомендуемые размеры фасок f
Такие же по величине фаски можно применить и для притупления внутренней кромки обода.
Соединение венца с диском должно обеспечивать передачу большого крутящего момента и сравнительно небольшой осевой силы. Конструкция венца и способ соединения с диском зависит от объема выпуска.
При единичном и мелкосерийном производстве и небольших размерах колес ( Толщина обода: При постоянном направлении вращения червячного колеса на наружной поверхности диска предусматривают буртик (рис. 2.15 а), который воспринимает осевую силу. Размеры буртика можно принять:
При относительно небольших натягах (или принятии натяга без расчета), для гарантии непроворачиваемости, в стык червячного венца и диска устанавливают винты (рис. 2.15 б) в качестве цилиндрической шпонки (обычно по 3…4 штуки по окружности).
При больших размерах колес ( Толщина обода:
В данной конструкции необходимо предусмотреть надежное стопорение гайки от самоотвинчивания, для этого пружинные шайбы применять не рекомендуется.
При серийном производстве экономически выгоднее изготавливать колеса с венцами, получаемыми отливкой. Чугунный или стальной диск нагретый до 700…800ºС закладывают в металлическую форму, подогревают ее до 150…200ºС и заливают расплавленной бронзой. При остывании между диском и венцом возникает натяг, вызываемый усадкой затвердевающего жидкого металла венца. Толщину венца при отливке принимают Диски изготавливают точением, штамповкой или литьем в кокиль. Наружные поверхности литых дисков механически не обрабатывают. Их обезжиривают и очищают от оксидных пленок с помощью химической обработки. На ободе диска предусматривают 6…8 углублений, после отливки на венце образуются выступы, которые воспринимают как окружную, так и осевую силы. Вогнутую наружную поверхность диска (рис. 2.17 а, б) получают точением. Поперечные пазы получают радиальной подачей фрезы: дисковой (рис. 2.17 а) – перпендикулярно оси вращения колеса или цилиндрической (рис. 2.17 б) – параллельно оси вращения. Размеры пазов: Углубления на ободе диска можно высверливать (рис. 2.17 в). На рис. 2.17 г, д показаны диски с пазами, получаемые при литье в диска в кокиль.
2.4.6.5 Выбор посадок, предельных отклонений, допусков форм и расположения поверхностей, шероховатостей.
Допуски и предельные отклонения размеров колес и червяков Допуски на размер диаметра окружности выступов Допуск на длину ступицы Допуски на остальные размеры обычно принимают по 14 квалитету.
Шероховатость поверхностей колес и червяков Поверхности элементов зубчатых и червячных передач должны иметь шероховатость, указанные в таблице 2.7. Таблица 2.7 Шероховатость поверхностей элементов зубчатых и червячных колес
Проектирование валов 2.4.7.1 Построение эскизов валов
Разработку эскиза вала можно начинать с конца вала. Рекомендуется применять стандартные концы (табл. 4, 5 приложения): цилиндрические – по ГОСТ 12080-66 или конические – по ГОСТ 12081-72. Цилиндрические концы валов проще в изготовлении, но требуют дополнительной осевой фиксации насаженных деталей. Конические концы валов сложнее в изготовлении, но обеспечивают простую и плотную посадку деталей. Их рекомендуют для валов с высокой скоростью вращения. Рекомендуемые размеры фасок и радиусов галтелей даны в таблице 2.8. Если участок вала необходимо при изготовлении шлифовать, вместо обычного перехода предусматривают канавку для выхода шлифовального круга (рис. 2.19, табл. 2.9). Высоту заплечика t принимают конструктивно, в зависимости от характера нагрузки, действующей на насаженную деталь: от 1,25 r – для деталей не испытывающих осевых нагрузок, до (2,0…2,5) r – для деталей, воспринимающих сильные осевые нагрузки. Диаметры остальных участков вала определяют последовательно с учетом высоты заплечиков каждой ступени.
Таблица 2.8 Размеры заплечиков вала, мм
Таблица 2.9 Размеры канавки под выход шлифовального круга, мм
Если участок вала предназначен для посадки детали, то необходимо на начале участка предусмотреть фаску: под углом 45º – при посадке с зазором или переходной посадке; под углом 30º – при посадке с натягом.
Длины участков валов определяются с помощью прорисовки с учетом габаритов насаживаемых деталей, их взаимного расположения, величины необходимых зазоров между ними и т.д.
2.4.7.2 Посадка зубчатых и червячных колес на валах Передача крутящего момента от вала к колесу или наоборот, независимо от типа посадки, осуществляется при помощи шпоночных или шлицевых соединений. В серийных редукторах общего назначения обычно применяется одна из переходных посадок: H7 / k6 (напряженная), H7 / m6 (тугая). Эти посадки применяются в механизмах, работающих при небольших нагрузках и подвергающихся частым разборкам. Переходные посадки требуют дополнительного крепления колес от осевого перемещения (пружинными кольцами, установочными винтами, распорными втулками, гайками и т.д.). При редких разборках применяются посадки: H7 / n6 (глухая), H7 / p6 (легкопрессовая). Эти посадки также требуют дополнительного крепления колес от осевого перемещения. Посадка зубчатых колес на валы в тяжелонагруженных передачах, работающие при вибрационных и ударных нагрузках, осуществляется по одной из прессовых посадок: H7 / r6, H7 / s6. Применение этих посадок наряду с повышением надежности соединения предохраняет колеса от осевого перемещения.
2.4.7.3 Шероховатость поверхностей валов Поверхности валов должны иметь шероховатость, указанные в таблице 2.10. Таблица 2.10 Шероховатость поверхностей валов
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-19; просмотров: 642; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.162.107 (0.016 с.) |


 и ширина зубчатого венца
и ширина зубчатого венца  – определяются при проектировочном расчете.
– определяются при проектировочном расчете. .
. ,
, (см. табл. 2.3).
(см. табл. 2.3).
 (см. рис. 2.2):
(см. рис. 2.2): – для стальной ступицы при шпоночном соединении и посадке с натягом;
– для стальной ступицы при шпоночном соединении и посадке с натягом; – для стальной ступицы при шлицевом соединении;
– для стальной ступицы при шлицевом соединении; – для ступицы из чугуна.
– для ступицы из чугуна. :
: – меньшие значения при посадке на вал с натягом, большие – при переходной посадке;
– меньшие значения при посадке на вал с натягом, большие – при переходной посадке; – оптимальное значение;
– оптимальное значение; , размеры которых принимают по таблице 2.5.
, размеры которых принимают по таблице 2.5.



 . Для уменьшения массы в технически оправданных случаях можно принимать
. Для уменьшения массы в технически оправданных случаях можно принимать  , а в диске выполнить 4…6 отверстий большого диаметра.
, а в диске выполнить 4…6 отверстий большого диаметра. .
. и радиусов закруглений R ³ 6 мм.
и радиусов закруглений R ³ 6 мм.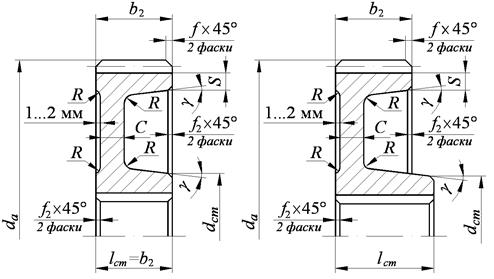

 .
.

 , то условно полагают, что нагрузка, приходящаяся на наиболее нагруженную спицу:
, то условно полагают, что нагрузка, приходящаяся на наиболее нагруженную спицу: ,
, – количество спиц.
– количество спиц.
 – осевой момент сопротивления сечения спицы.
– осевой момент сопротивления сечения спицы. 3,15),
3,15),
 не должен быть меньше расчетного диаметра вала
не должен быть меньше расчетного диаметра вала  ,
,  , длина
, длина  ) определены при проектировании. Ориентировочное расстояние между опорами l определяется на стадии эскизного проектирования редуктора.
) определены при проектировании. Ориентировочное расстояние между опорами l определяется на стадии эскизного проектирования редуктора.

 ,
,  ,
,  ,
,  , ширина венца
, ширина венца  (рис. 2.13) определяется по диаметру червяка:
(рис. 2.13) определяется по диаметру червяка: ,
,
 с округлением до стандартного значения (стандартный размерный ряд фасок дан в табл. 2.6).
с округлением до стандартного значения (стандартный размерный ряд фасок дан в табл. 2.6). .
. мм. Для кованных и точеных дисков радиусы закругления принимают
мм. Для кованных и точеных дисков радиусы закругления принимают  мм.
мм.
 :
:  .
. .
. .
. .
. принимается конструктивно.
принимается конструктивно. , размеры которых принимают по таблице 2.6.
, размеры которых принимают по таблице 2.6.
 300 мм) венцы насаживают на диск с натягом (рис. 2.15).
300 мм) венцы насаживают на диск с натягом (рис. 2.15). ;
;  . Колесо реверсивной передачи можно выполнить без буртика.
. Колесо реверсивной передачи можно выполнить без буртика.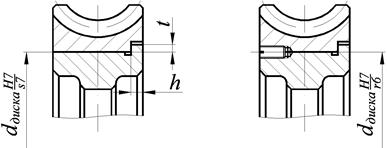
 300 мм) венец можно прикрепить к диску с помощью призонных болтов (под развертку) (рис. 2.16) или заклепок. В этом случае венец предварительно центрируют по диаметру D, сопряжение выполняют по переходной посадке.
300 мм) венец можно прикрепить к диску с помощью призонных болтов (под развертку) (рис. 2.16) или заклепок. В этом случае венец предварительно центрируют по диаметру D, сопряжение выполняют по переходной посадке.
 .
. ;
;  .
.