Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Материалы для свободной ручной ковкиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Для кузнечных работ применяются металлы и сплавы, обладающие ковкостью и пластичностью. Из черных металлов этими качествами обладают некоторые марки стали (сталь — это сплав железа с углеродом и другими элементами). По своему строению этот сплав представляет тело, состоящее из кристаллических зерен, связанных между собой силой межкристаллического сцепления. Сталь характеризуется по своему химическому составу, т. е. по содержанию тех элементов, которые в нее входят. Обязательными компонентами стали являются: железо и углерод, а также кремний, марганец, сера, фосфор. Главным элементом стали является углерод, содержание которого (обычно от 0,1 до 1,7%) и обусловливает характер стали. При содержании углерода до 0,1% сталь очень мягкая, легко куется, хорошо сваривается кузнечным способом, не принимая закалки. В.практике такую сталь называют железом. При содержании углерода от 0,1 до 0,3% и других примесей до 1% сталь называется поделочной. Такая сталь отвечает всем требованиям, которые возникают при художественной ковке. При содержании углерода от 0,08 до 0,85% получают сталь средней твердости (конструкционная). Она хорошо куется при надлежащем нагреве, хорошо закаливается, плохо сваривается. При содержании углерода от 0,6 до 1,35% сталь называется высокоуглеродистой или инструментальной. Эта сталь куется значительно труднее, требует очень умелого проведения нагрева перед ковкой и самой ковки при определенных температурах. При содержании углерода до 2% сплав называется чугуном. Чугун твердый, хрупкий сплав, не поддающийся ковке. Для изготовления кованых художественных изделий применяются стали обыкновенные углеродистые (ГОСТ 380-71). Такие стали маркируются буквами Ст и цифрами от 0 до 6. Лучшими из них являются марки СтО, Ст1, Ст2. Из углеродистых качественных конструкционных сталей (ГОСТ 1050 — 74) можно применять марки 10 (углерода 0,07-0,14%) и 15 (углерода 0,12-0,19%). Но эти стали дорогостоящие. Для изготовления слесарных и кузнечных инструментов применяются стали инструментальные углеродистые (ГОСТ 1435 — 74). Их выпускают и с содержанием углерода от 0,6 до 1,4%. Буква У — означает углерод, цифра после буквы — процентное содержание углерода с точностью до десятой доли.
В табл. 10 приведены марки стали и применение этих сталей при изготовлении инструмента.
Таблица 10
Для изготовления инструментов можно применять и некоторые марки легированных сталей (ГОСТ 5950 — 73), в состав которых кроме железа и углерода входят различные легирующие элементы: кремний, хром, вольфрам, ванадий, молибден, никель. Примеси хрома делают сталь нержавеющей, кислотоупорной. Хром увеличивает твердость, понижает вязкость. Хромистая сталь требует медленного нагрева, куется трудно (если содержание хрома превышает 1%). Сталь, содержащая 12 — 18% ванадия, называется быстрорежущей. Она хорошо куется и меньше трескается. Молибден придает стали мелкозернистость и увеличивает самозакаливаемость. Существуют и более сложные марки стали: хромо-никелевые, хромоникелемолибденванадиевые и т. п. Способы определения марки стали. Кузнец должен уметь выбирать сталь, которая по своим качествам будет соответствовать задуманному изделию. Завод-поставщик обязан каждую прокатанную заготовку маркировать клеймом и окрашивать краской, согласно установленному цвету для каждой марки стали. В табл. 11 приведены установленные цвета для сталей, часто употребляемых при художественной ковке.
Габлица 11
При расходовании стали отрубается в первую очередь неокрашенный конец, клейменый конец расходуется в последнюю очередь. Из пучков, используя металл, сохраняют бирку, которая привязана к пучку. Поскольку художнику-кузнецу часто приходится использовать металл, который уже был в изделиях, или заготовки с утраченными клеймами, необходимо научиться пользоваться приемами определения марки стали в условиях своей мастерской. Существует несколько способов определения марки стали.
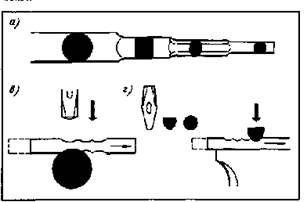
Определение марки по искре. При соприкасании образца с вращающимся наждачным кругом происходит искрение. Для разных марок стали свойственна искра различного характера. Желательно иметь в мастерской набор образцов различных марок стали с клеймами, который может служить эталоном при определении неизвестной марки. Это дает возможность рассортировать сталь с точностью до 0,2% содержание углерода и определить, содержит ли испытуемый образец вольфрам и хром. При испытании необходимо подкладывать черный фон под пучок искры. Во время испытания необходимо так расположить образец к вращающемуся диску, чтобы поток искр был длиной около 300 мм перпендикулярно линии зрения. Для сохранения потока искр одной и той же длины нужно равномерно давить на круг, так как неравномерное давление образца на круг может дать неправильный результат. Наблюдая за искрой, следует обращать внимание на длину искры, количество и характер звездочек, окраску. При малом содержании углерода (около 0,12%) оторвавшаяся от куска металла искра оставляет след прямой линии, имеющий два утолщения (рис. 60, а) (светлое и темно-красное). Пучок длинный и светлый. В стали средней твердости с содержанием 0,5% углерода пучок короче (б), также светлый, но от первого утолщения начинают отделяться звездочки. Высокоуглеродистая инструментальная сталь (1,0% углерода) дает короткий и широкий ручеек (в) красноватых искр, от первого утолщения отделяется сноп искр. В марганцовых сталях (г) первые утолщения заканчиваются звездочками, вид пучка зависит от содержания углерода. Хромистая сталь (д) дает длинный пучок искр, иногда красноватый с разрывом и с характерно отделяющимися звездочками. Вольфрамовая сталь (е) имеет прерывистую темно-красную искру со светлым утолщением на конце. Хромовольфрамовая быстрорежущая сталь средней твердости (ж) имеет двойную искру: темно-красную тонкую и короткую и красную толстую и длинную. Быстрорежущая сталь (з) имеет такие же искры, как и в (ж), но с разрывом.
Определение стали по искре
При определении марок стали на наждачном круге необходимо защищать глаза очками. Существуют и другие способы определения стали. Известно, что не- всякая сталь закаливается. Поэтому необходимо нагреть кусок стали докрасна и быстро охладить в воде. Малоуглеродистая сталь не закалится и легко пилится напильником. Еще один способ: с помощью зубила выстругивают стружку. Чем длиннее стружка выходит в виде спирали, тем сталь мягче. У твердой стали стружка ломается. Определение стали и железа можно производить с помощью крепкой соляной кислоты. Зачищенное место смазывают кислотой: на стали должно появиться черно-серое пятно, на железе — зеленоватое. Для более точного определения образцы отправляют в лабораторию на химический анализ.
НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
Горны, их разновидность. Нагревают поковки в различных нагревательных устройствах. Простейшим из них, применяемым с давних пор, является кузнечный горн, горн бывает различных конструкций (переносные и стационарные), открытого и закрытого типа. Для художественной ковки наиболее приемлемы горны открытого типа. Они просты в обслуживании и позволяют нагревать поковки любой длины.
На рис. 61 — 63 показаны горны, которые могут быть использованы при художественных работах. Наиболее распространенным горном, которым издавна пользовались русские кузнецы, является горн, изображенный на рис. 61.
Горн с боковым дутьем
62. Горн с нижним дутьем: 1 — воздушная камера; 2 — чугунное сопло; 3 — ящик для воды; 4 — отверстие для удаления шлака
Сам горн может быть земляным с деревянными стенками (срубом) или кирпичными, как показано на рисунке. Его под представляет углубление, к которому сбоку подводится дутье: в стенку горна вставляется фурма или так называемое сопло, которое изготовляется из чугуна или меди. В деревенских кузницах часто соплом служит старая чугунная втулка для колес. Для долговечности такого горна рекомендуется замазывать края фурмы глиной с песком. Это не дает шлаку свариваться с металлом и кирпичом, что позволяет быстро ремонтировать горн. На рис. 62 показан современный кузнечный горн с нижним дутьем. Ниже пода горна находится воздушная камера У, в которую сбоку подводится воздух. Камера сообщается с горном с помощью легко заменяемого чугунного сопла 2, снабженного одним или несколькими отверстиями для воздуха. Дно камеры имеет клапан 4 для прочистки (удаления падающих в камеру кусочков угля, золы и т. д.). Рядом с горном помещается ящик с водой 3. Недостаток первого горна заключается в том, что каменная стенка мешает нагреву более сложных заготовок, второй горн, изображенный на рис. 62, позволяет нагревать заготовки любой сложности и относительно большой величины, так как очаг горна располагается в центре пода. Этот горн сложнее в изготовлении, он имеет чугунные сопла, которые заменяются.
63. Усовершенствованный горн с нижним дутьем: 1 — подовая доска; 2 — обожженные кирпичи; 3 — передвигающаяся чугунная рама
Оригинальную конструкцию представляет горн, изображенный на рис. 63. Этот горн усовершенствован, дутье подводится снизу и через щели подовой (чугунной) доски 1 поступает в массу угля. Воздух охватывает большую площадь этой доски, поэтому она хорошо охлаждается и предохраняется от прогара. Она лежит в плоскости пода горна, в котором нет углублений. Уголь придерживается с боков с помощью хорошо обожженных кирпичей 2, лежащих в рамке из четырех чугунных плит 3, которые можно сдвигать и раздвигать. Следовательно, в зависимости от размеров обрабатываемого предмета можно уменьшать или увеличивать площадь огня, что очень важно при художественной ковке. Недостаток этого горна заключается в том, что заготовка находится на близком расстоянии от подовой доски, воздух, насыщенный кислородом, поступает из щелей и, не успевая перегореть, касается заготовки. Это вызывает образование большой окалины. При пользовании этим горном нужно внимательно следить, чтобы между подовой доской и заготовкой было достаточно угля, который способствует выгоранию кислорода и предохраняет заготовку от окисления.
Дутье в кузнечных горнах обычно обеспечивается центробежным вентилятором. При правильном нагреве увеличивается его вязкость и пластичность металла. Например, малоуглеродистые стали при 15°С имеют сопротивление 60 кг/мм2, при 850°С — 9 кт/мм2, при 1200°С — 4,5 кг/мм2. От нагрева происходят внутренние изменения в структуре металла. Продолжительность пребывания металла в нагретом состоянии способствует росту кристаллов, что влияет на механические свойства его. Поэтому правильно нагретый металл можно легко ковать, небольшими усилиями вызывая значительную пластическую деформацию. Режим нагрева разных марок стали неодинаков. В табл. 12 приведены температуры начала и конца ковки углеродистых сталей, применяемых для художественной ковки и изготовления инструмента. Необходимо научиться определять температуру нагретого металла на глаз по цвету изделия. Этот метод не совершенен, но в практике художественной ковки необходим, так как позволяет избежать наиболее грубых ошибок при нагреве (перегрев, пережог), и для приблизительных оценок температур нагрева поковок вполне пригоден.
Таблица 12
Начинать и заканчивать ковку следует при строго определенных температурах, свойственных каждой марке стали; весь период от начальной температуры ковки до конечной называется температурным интервалом или периодом ковки. В табл. 13 приведены цвета каления для стали (при слабом дневном освещении) и соответствующие им температуры.
Табли ца 13
Перегрев стали. Как уже было сказано, для каждого сорта стали устанавливается своя температура нагрева. Если превысить эту температуру и долго продержать металл в горне, то кристаллы сильно разрастутся. В итоге сталь получится крупнозернистой и перегретой (рис. 64). Исправить этот дефект может в какой-то мере повторная ковка или отжиг, но в результате нагрева с поверхности металла часть углерода выгорает и сталь становится химически неоднородной. Пережог стали. При сильном нагреве под действием кислорода происходит интенсивное выгорание углерода металла, выплавляется межкристаллическое вещество, и связь между кристаллами разрушается. Обычно это сопровождается летящими искрами, что свидетельствует о горении металла. В пережженном металле при первых же ударах по нему возникают трещины.
Работа горна. Перед началом работы подготавливают горновое гнездо. Очищают от шлака и золы, продувают фурму. Настилают небольшой слой сухого угля, оставляя фурму открытой, затем зажигают дровяные стружки или тряпки, пропитанные керосином или маслом, засыпают второй слой угля и включают слабое дутье. Когда уголь разгорится, добавляют уголь, насыпав его горкой и смочив водой. Можно горновой лопаткой бока горки уплотнить. Благодаря сжиганию угля вокруг образуется так называемый «котел» или корка спекшегося угля, которая удерживает теплоту. Это позволяет быстрее нагреть заготовку.
64. Схема рекристаллизации стали: 1 — рост кристаллов после ковки; 2 — состояние кристаллов в процессе ковки; 3 - кристаллы до ковки
Прежде чем положить заготовку в горн, нужно проследить, чтобы между соплом (или горновым отверстием) и поковкой был слой угля, способствующий перегоранию кислорода. Свободный кислород при высоких температурах в горне очень интенсивно окисляет нагреваемый металл, сжигая его и образуя окалину. При избытке воздуха нагревание идет очень быстро. Пламя получается короткое, яркое, не коптящее. Такое пламя называется окислительным. При недостатке воздуха пламя будет тусклое, коптящее. Это значит, что продукты сгорания газа перенасыщены углеродом, который не сгорает из-за недостатка кислорода. Такое пламя называется восстановительным, в нем оксиды металлов будут восстанавливаться до чистого металла. Этот процесс плох тем, что расходуется много топлива и времени для нагрева. Средним между окислительным пламенем и восстановительным является такое пламя, в котором продукты горения газа не содержат свободных частиц углерода и кислорода. Такое пламя называется нейтральным, при нем и следует вести нагрев. ИНСТРУМЕНТЫ
Все кузнечные инструменты делятся на опорные, ударные, вспомогательные и измерительные. К опорным относятся наковальня и шпераки. Основной опорой, на которой производят ковку, является наковальня. Наковальни разделяются на безрогие, однорогие, двурогие. Масса наковальни колеблется от 150 до 350 кг. Наибольшее распространение получили двурогие наковальни массой до 200 кг. На рис. 65 показана двурогая наковальня: 7 — лицо, или наличник наковальни является местом, где производят ковку; 2 — конусообразный рог служит для загибания поковок сложных радиусных кривых; 3 — квадратный хвост служит для загибания поковок под углом 90°; 4 — квадратное отверстие используют для установки нижников; 5 — круглое отверстие используют для изготовления клепок гвоздей с помощью гвоздильни; б — лапы служат для крепления наковальни к стулу.
65. Двурогая наковальня: 1 — лицо наковальни; 2 — рог; 3 — квадратный хвост; 4 — квадратное отверстие; 5 — круглое отверстие; 6 — лапы
Поскольку наковальня является инструментом, на рабочую часть которой действуют большие нагрузки, то при выборе наковальни нужно быть особенно внимательным. При легком ударе молотком хорошая наковальня издает чистый звук. Лицо наковальни должно быть закалено, что проверяют напильником, который оставляет едва заметный след. Наковальня устанавливается строго горизонтально и крепится к деревянному, желательно крепкой породы, стулу на высоте (от пола) согнутого большого пальца опущенной руки кузнеца.
Шпераки
Шпераки. Наковальня является опорным инструментом, на котором производят почти все виды кузнечных работ, а шпераки применяются в основном при сложных художественных работах. Формы их различны. Некоторые виды шпераков можно отнести к нижникам вспомогательных инструментов. Их можно вставлять в квадратное отверстие наковальни, некоторые закрепляют в кузнечные тиски. Шпераки, которые часто употребляют, крепят к деревянному стулу, врытому в землю. Перечислить все виды шпераков невозможно. Каждый мастер изготовляет инструмент и приспособления только тогда, когда это необходимо для изготовления того или иного изделия. На рис. 66 показаны различные виды шпераков. К ударным инструментам относятся кувалда, ручник (молоток) и фасонные молотки. Кувалда (большой молот массой 4 — 8 кг) — основной инструмент молотобойца, применяется для нанесения сильных ударов. По своему характеру удары делятся на локтевой, плечевой и размашистый. Локтевой удар применяется при вытяжке и других операциях, где необходимы частые, но не сильные удары. Плечевой, средний по силе, применяется при рубке, пробивании отверстий и т. д. Сила плечевого удара должна быть соразмерна с величиной заготовки и характером работы. Во время рубки металла удары должны быть направлены вертикально и точно, на отрубающий инструмент. Последний удар должен быть слабым. Максимально возможный удар размашистый, когда кувалда описывает в воздухе полный круг; применяется при рубке толстых заготовок и других работах. При работе с кувалдой особенно при размашистых ударах молотобоец должен стоять под углом 90° по отношению к кузнецу. К одному из самых главных ударных инструментов относится ручник — кузнечный молоток массой 0,5 — 2 кг. Его применение настолько обширно, что практически нет ни одной технологической операции, где бы ни применялся ручник. При изготовлении этого инструмента кузнец должен быть особенно внимателен к форме, массе и термической обработке. Фасонные молотки применяются в основном в художественных работах при загибке сложных заготовок, отгибке листьев на шпераках при выколотке на металлической форме (нижнике). При работе с проволокой необходимо иметь деревянные молотки. Фасонные молотки, так же как и шпераки, изготовляются мастером по необходимости, они очень разнообразны.
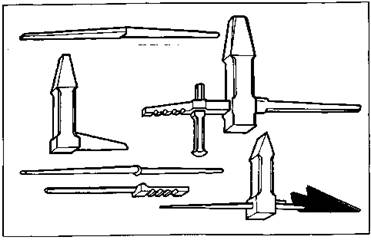
Вспомогательные инструменты Количество и разнообразие вспомогательных инструментов очень велико. Их можно разделить на две группы: 1) инструменты, с помощью которых видоизменяется заготовка (рубка, скручивание и т. д.), крепящиеся к деревянной ручке и имеющие свои подобия, называемые нижниками; их вставляют в квадратные отверстия наковальни; 2) удерживающие инструменты — это разные формы горновых клещей. К первой группе вспомогательных инструментов относятся (рис. 67): I — зубило кузнечное (секач) — применяется для рубки металла в холодном и горячем состоянии; по форме зубила разделяются на прямые, полукруглые, фасонные и односторонние. Зубила для рубки по холодному металлу затачиваются под углом 45°, для рубки по горячему — под углом 60°; 2 — бородок, так же как и зубило, крепится к деревянной ручке и имеет круглую или квадратную форму. Он служит для пробивания отверстий в горячем состоянии; 3 — нижник с упором, применяется с верхником; 4 — подбойки применяются для ускорения протяжки металла, выделки в поковке желобков, углублений и т. п. Применяется как с нижником, так и без него; рабочая часть имеет разный радиус кривизны. Для перехвата поковки, когда нужно от большего сечения перейти к меньшему, по всему периметру толщины заготовки применяются односторонние подбойки с вырезом разного размера, в этом случае применяют нижники; 5 — обжимки применяются для придания поковке цилиндрической граненой или фасонной формы. Верхник обжимки крепится на деревянной ручке, нижник вставляется в квадратное отверстие наковальни. Формы обжимки могут быть самые разнообразные; 6 — гладилки служат для выглаживания поверхности изделия, по форме бывают квадратные и полукруглые; рабочая часть гладилки должна быть хорошо отшлифована; 7 — подсечка — нижник вставляется в квадратное отверстие наковальни; применяется при рубке мелких заготовок без секача, при рубке толстых заготовок применяется с верхником; 8 — нижник служит для загибки спирали; 9 — нижник с упором; 10 — конус; 11 — скоба — согнутый отрезок металла круглого профиля; применяется при гибке; 12 — вилка — применяется при гибке; вставляется в квадратное отверстие наковальни; 13 — гвоздильня — металлическая пластина размером 300 X 40 X 25 мм с отверстиями разной величины, которые имеют незначительный конус, т. е. в верхней части отверстие меньше на 2 — 4 мм; применяется для изготовления головок гвоздей, клепок болтов и т. д. Ко второй группе (удерживающим инструментам) относятся горновые клещи. На рис. 68 показано несколько разновидностей клещей. Каждому профилю и размеру обрабатываемой заготовки должен соответствовать нужный профиль и размер губок клещей: а) клещи с плоскими губками — для захвата полосового металла и квадрата; б) клещи с вогнутыми губками — для металла круглого сечения; в) клещи с А-образными губками — для квадратного сечения металла. Эти первые три разновидности клещей наиболее часто применяется при художественной ковке и поэтому их следует иметь разных размеров; г) клещи с плоскими губками и поперечиной — служат для захвата материала различной ширины; в) клещи для уголка;
68. Горновые клещи: а — для полосового металла; б — для круглого металла; в — для квадратного сечения; г — с поперечиной для широкой полосы; б — для уголка; е — для заклепок; ж — с подвижной губкой; е) клещи для заклепок;
ж) клещи с подвижной губкой, позволяющей захватывать заготовку различной толщины. Если нет клещей требуемого размера, то нужно отковать конец заготовки так, чтоб он подошел к клещам ближайшего размера. Можно подгонять губки клещей под заготовку. Но при частом повторении такой подгонки клещи приходят в негодность. В процессе работы над изделием появляется необходимость проверки только что выполненной операции (контроль, соотношение с другой, аналогичной деталью). В таких случаях применяются измерительные и контрольные инструменты, к которым относятся: двойной кронциркуль, служащий для проверки размеров во время ковки; кузнечный наугольник, служащий для выверки правильности углов. Кроме того, используются шаблоны и калибры — гребенки, представляющие собой стальную удлиненную пластинку с вырезами по сторонам, причем каждый вырез делается несколько шире указанного на нем размера (на 1%) с учетом теплового расширения стали. Перечислить все инструменты и приспособления, которые необходимы во время работы, невозможно, потому что мастер сам изготовляет инструмент в процессе работы над каким-то изделием. Тут и проявляются умение, знания, сноровка мастера экономно и быстро выполнить эту операцию. Изготовление инструмента. Для закрепления навыков слесарной и кузнечной обработки полезно изготовить ряд слесарных и кузнечных инструментов, которые будут необходимы учащимся для их дальнейшей работы в мастерской. Слесарное зубило куется вручную из прутковой стали У7 или У8. Заготовку диаметром 23 мм протягивают на полосу 16 X 25 мм. Длина заготовки должна быть 500 X 800 мм для ковки без клещей. Оттягивают на переднем краю наковальни рубящую часть и выглаживают гладилкой. Затем отрубают от заготовки изготовленную часть длиной 160 мм. Скругляют ударяемую часть. После отделки зубило закаливают.
69. Последовательные операции изготовления клещей Ручник (кузнечный молоток) изготовляется свободной ковкой с незначительным припуском на механическую обработку рабочей поверхности. Ручник куют из стали У7, У8 сечения 40X40 мм. Нагретую заготовку пробивают пробойником. В отверстие вставляют оправку и на оправке отверстие отделывают так, чтобы оно имело небольшой конус. Это позволяет надежно закрепить ручку в молотке с помощью деревянных и металлических клиньев. Обработанную часть отрубают от заготовки на длину хвоста молотка. На переднем краю наковальни вытягивают хвост. Поковку выглаживают и закаливают. Клещи (горновые) изготовляют из прутка малоуглеродистой стали сечением 30 X 30 мм. При изготовлении больших клещей работа производится с помощью молотобойца (рис. 69). Сначала куют губки клещей, расплющивая пруток на необходимую толщину. Повернув заготовку на 90°, расплющивают соседний участок прутка под будущий шарнир. Затем вытягивают конец для ручки. Все эти операции следует делать с одного нагрева. При необходимости ручки удлиняют, наварив пруток из малоуглеродистой стали. Затем изготовляют заклепку, пробивают отверстие и соединяют детали клещей. ТЕХНОЛОГИЯ КОВКИ
Технологическая обработка металла ковкой включает в себя разнообразие приемов, методов, которые продиктованы характером материала и теми задачами, стоящими перед художником-кузнецом. В процессе ковки мастер применяет разнообразные приемы, используя разные инструменты, чередуя их в различных комбинациях и последовательности. В основном все приемы можно свести к следующим основным операциям: осадка, вытяжка, рубка, разрубка, пробивка отверстий, гибка, закручивание, насекание рисунка, набивка рельефа. Осадка. Это операция, которая применяется для увеличения поперечного сечения какой-то части заготовки за счет ее длины (высоты). Осадка может быть полной и местной. При полной осадке деформируется весь металл. При местной осадке деформируется только часть металла. Соответственно этому и делается нагрев — полный или местный.
70. Приемы осадки: а — осадка в тисках; 6 — осадка на наковальне; в — осадка конца для образования головок; г — образование запаса металла для гибки под углом
Осадка применяется в следующих случаях. 1. Для получения отдельных утолщений на поковке (осадкой концов или середины) при ковке декоративных элементов, имеющих переменное сечение. Например, расти- тельные орнаментальные мотивы (утолщенные узлы на стебле, плоды, ягоды и т. д.). После осадки поковка дополнительно обрабатывается обжимками, подбойками. 2. Как предварительная операция перед загибанием под углом для восполнения недостающего металла для образования угла.При осадке поковку нагревают, ставят вертикально на наковальню и бьют ручником или кувалдой по верхнему концу. Длина поковки не должна превосходить диаметр больше чем в 2 — 2,5 раза, иначе произойдет изгибание. Если длина заготовки не позволяет наносить удары молотком, то осадка производится ударами самого предмета о наковальню. При осадке важно соблюдать следующие условия: концы заготовки должны быть срублены под углом 90°, заготовка должна быть прямой. Если требуется осадить заготовку на малом участке с большой разницей в сечении, нагретую заготовку опускают в холодную воду, исключая участок, подлежащий осадке. Эта операция должна производиться быстро, заготовку нельзя передерживать в воде, необходимо следить за нагретым концом. Такой прием применяется при изготовлении головок болтов или больших строительных гвоздей. Некоторые кузнецы осадку концов заготовки производят так: нагретый конец загибают под углом 90° и, перевернув, ударяют по загнутому торцу металла. Трудность этого приема заключается в том, чтобы при осадке не сделать складку загнутого конца. Хорошо этот прием использовать при горновой сварке. Осадку концов заготовок можно производить в тисках: нагретую заготовку закрепляют в тиски так, чтобы над губками возвышалась та часть металла, которую требуется осадить. Высота осаживаемой части должна быть в 2,5 раза больше сечения заготовки. Эту операцию необходимо производить быстро, потому что при зажатии в тиски нагретый металл быстро остывает от соприкосновения с губками. Быстро закрепив заготовку, ручником осаживают. При осаживании концов заготовок большого сечения обычно бывает, что сила губок тисков недостаточна и при ударе заготовка скользит в тисках. В этом случае, если позволяет заготовка, в ней делаются плечики. При работе с поковками большой длины бывают случаи, когда надо производить осадку в середине заготовки. Все перечисленные приемы в этом случае неприемлемы (в частности, нельзя производить осадку ударами самого предмета о наковальню). В этом случае в зоне осадки заготовку выгибают в форме буквы Z и сверху по изгибу ударяют ручником; после осадки заготовку выправляют. Кроме перечисленных приемов существуют и другие с использованием приспособлений. Некоторые приемы осадок изображены на рис. 70. Вытяжка. Эта операция применяется для увеличения длины заготовки за счет уменьшения ее поперечного сечения. Нагретую заготовку кладут на наковальню и ударами молота вытягивают. Боек молотка имеет поверхность не гладкую, а выпуклую, и, когда происходит удар, металл как бы выдавливается во все стороны и по длине, и по ширине заготовки. Повернув заготовку на 90°, ударяют по выпуклости, которая получилась в результате первого удара. Так,
периодически поворачивая и передвигая заготовку, ее вытягивают. Таким образом, главное состоит в том, чтобы в процессе вытяжки в сечении всегда должен быть квадрат. Для ускорения вытяжки ковку можно вести на роге наковальни; в этом случае металл будет тянуться (течь) между двух выпуклостей, что способствует более быстрому увеличению длины заготовки. Другой вариант вытяжки — с раскаткой, или разгонкой. Форма раскатки чаще всего полукруглая. От расположения раскатки на поковке (вдоль или поперек) зависит направление вытяжки. Вытяжка на конце применяется при изготовлении гвоздей, светцов, пробоев, жиковин и других изделий. Нагретую заготовку начинают вытягивать, немного отступая от конца, и в процессе вытяжки подают на себя. Во время работы нужно следить, чтобы квадрат, который получился в процессе ковки, сходил на конец поковки. Это достигается силой и характером ударов. Заканчивать вытяжку нужно легкими ударами. На рис. 71, а — г показаны приемы вытяжки. Рубка — операция, посредством которой поковку разделяют на части. Для этого заготовку нагревают до темно-красного каления, кладут на наковальню и, наставив кузнечное зубило, прорубают на три четверти ее толщины; перевернув заготовку, вновь наставляют зубило и отрубают сильными ударами. При работе кузнечными зубилами по горячему необходимо при рубке толстых заготовок периодически охлаждать зубило, так как при долгом соприкосновении с нагретым металлом лезвие зубила отпускается. Перед тем как вновь наставить зубило на заготовку, необходимо легким постукиванием о стул наковальни сбить капли воды с зубила.
71. Вытяжка: а — последовательность вытяжки; б — вытяжка с кантовкой на 90°; в — вытяжка на роге наковальни; г — вытяжка с раскаткой
При работе на лице наковальни зубилами и другими режущими инструментами без подкладки нужно быть особенно внимательным и осторожным и следить, чтобы заготовка не прорубалась. Это может испортить лицо наковальни. Разрубка (прорубка) — операция, в результате которой заготовка только надрубается. Этот прием широко применяется в художественной ковке. Надрубленные участки отгибаются, вытягиваются, они претерпевают различные виды ковки, после чего превращаются в цветы, завитки или листья. Особенно широко этот прием применяется при изготовлении жиковин, светцов и т. п. (рис. 72).
72. Жиковина, изготовленная методом разрубки
При разрубке заготовку разрубают с одной стороны (лицевой). Первые удары делают легкими; ими только надрубают канавку. Нагрев должен быть слабым — это позволяет не торопиться и спокойно раскроить металл. После раскроя материал нагревают и сильными ударами разрубают. Зубило в процессе рубки только в момент удара ставят в направляющий желоб. Удары молотом должны быть редкие, но сильные. Молотобоец должен производить удар в тот момент, когда убедится в правильности установки зубила. Обрубка (обеечка) — отделение части металла по наружному контуру. Применяется при ковке декоративных изделий сложной формы: накладок, жиковин и т.д., т.е. там, где необходимо обрубить деталь по контуру. Вырубка — операция, аналогичная обрубке. Применяется для вырубки металла по внутреннему контуру. Операции обрубки и вырубки аналогичны просечке, с той только разницей, что просечка выполняется по более тонкому листу ручными зубилами и в холодном состоянии. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Поделиться: |