Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Поковки стальные штампованныеСодержание книги
Поиск на нашем сайте
Допуски, припуски и кузнечные напуски ГОСТ 7505-89 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ Москва - 1900 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Срок действия с 01.07.90 До 01.07.2000 Настоящий стандарт распространяется на стальные штампованные поковки массой не более 250 кг и (или) с линейным габаритным размером не более 2500 мм, изготовленные горячей объемной штамповкой. Стандарт устанавливает наибольшие величины допуска размеров, отклонений формы, припусков, кузнечных напусков и наименьшие радиусы закругления наружных углов. На поковки с массой более 250 кг или с линейными размерами более 2500 мм; на поковки из жаропрочных, жаростойких и коррозионно-стойких сталей и сплавов, а также на дополнительные специальные элементы поковок (пробы для механических испытаний, захваты для подвешивания поковок при термической обработке и для других технологических целей) указанные величины устанавливаются по согласованию между изготовителем и потребителем. Допускается изготовление поковок по чертежам, разработанным до введения настоящего стандарта, до 01.07.92. ТЕРМИНЫ И ПОЯСНЕНИЯ В разделе установлены термины и пояснения, принятые длянастоящего стандарта. 1.1. Поковка стальная штампованная (в дальнейшем - поковка) - изделие, изготовленное горячей объемной штамповкой в соответствии с техническими требованиями ГОСТ 8479. 1.2. Форма поковки - пространственная фигура, определенная номинальными линейными и угловыми размерами. 1.3. Масса поковки - весовой параметр поковки, определяемый исходя из ее формы и плотности стали. 1.4. Номинальный линейный размер поковки - геометрический параметр, измеряемый в единицах длины и определяемый исходя из номинального линейного размера детали, установленного припуска (черт. 1) и кузнечного напуска.
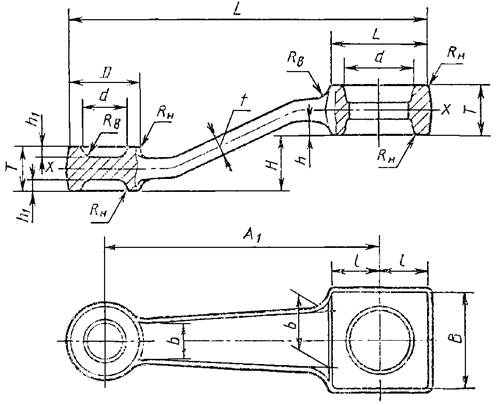
1 - деталь; 2 - размер детали; 3 - номинальный размер поковки; 4 - наименьший предельный размер поковки; 5 - наибольший предельный размер поковки; 6 - величина припуска; 7 - допуск (поле допуска); 8 - положительная величина допускаемого отклонения; 9 - отрицательная величина допускаемого отклонения Черт. 1 1.5. Номинальный угловой размер поковки - геометрический параметр, измеряемый в угловых единицах и определяемый исходя из номинального углового размера детали. 1.6. Действительный размер поковки - фактический размер, полученный измерением с допустимой погрешностью. 1.7. Предельные размеры поковки - два предельно допускаемых размера, между которыми должен находиться или быть одним из них действительный или номинальный размер. 1.8. Допускаемое отклонение размера поковки - алгебраическая величина между предельным и соответствующим номинальным размерами. 1.9. Допуск (поле допуска) размера поковки - абсолютная величина разности между наибольшим и наименьшим предельными размерами. 1.10. Геометрические параметры поковки (черт. 2 и 3). 1.10.1. Длина (L, l), ширина (В, b), диаметр (D, d), высота и глубина (Н, h) - размеры элементов поковки, получаемых в одной части штампов. 1.10.2. Толщина (Т, t) - высотный размер геометрического элемента поковки, получаемого в обеих частях штампа. 1.10.3. Межосевое расстояние: А 1 - размер отрезка прямой, соединяющей два центра и не пересекающей наружный контур поковки (см. черт. 2); А 2 - то же, пересекающей наружный контур поковки (см.черт. 3). 1.10.4. Радиус закругления внутреннего угла (R в) - радиус закругления в сечении вогнутого участка поверхности поковки (см. черт. 2).
Черт. 2
Черт. 3
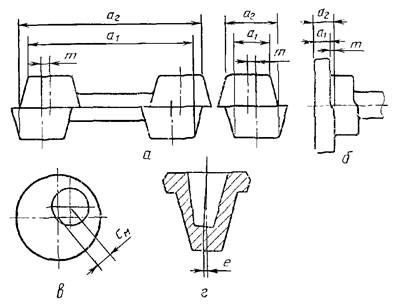
Черт. 4
Черт. 5 1.10.5. Радиус закругления наружного угла (R н) - радиус закругления в сечении выпуклого участка поверхности поковки (см. черт. 2). 1.11. Допуск формы поковки - допустимая величина отклонения формы поковки. 1.12. Отклонения формы поковки 1.12.1. Смещение по поверхности разъема штампа (m) - отклонение формы поковки в виде наибольшего линейного переноса по плоскости одной части поковки относительно другой, вычисляемое по формулам: для штампов с одной поверхностью разъема (черт. 4 а) для штампов с двумя и более поверхностями разъема (черт. 4 б ) m = a 2 - a 1, где т - величина смещения; а 1 - наименьший размер поковки в направлении линейного переноса; а 2 - наибольший размер поковки в направлении линейного переноса. 1.12.2. Отклонение от концентричности (с м) - расстояние от центра глухого или пробитого отверстия до заданных координат центра этого отверстия по чертежу поковки (черт. 4 в). 1.12.3. Отклонение от соосности (е) - угловое отклонение оси отверстия от оси поковки (черт. 4 г), измеряемое в единицах длины. 1.12.4. Остаточный облой (г) - выступ, оставшийся на поковке после обрезки облоя или пробивки отверстия (черт. 5 а). 1.12.5. Срезанная кромка (ф) - кромка поковки, образовавшаяся при обрезке облоя или пробивке отверстия (черт. 5б). 1.12.6. Заусенец (к) - выступ, образовавшийся на поверхности поковки в непредусматриваемых для размещения облоя местах сочленения частей штампа (зазорах), а также при обрезке облоя и пробивке отверстия и измеряемый по высоте (черт. 6: а - при безоблойной штамповке, б - при штамповке в штампах с разъемными матрицами, в - при обрезке облоя и пробивке отверстия).
Черт. 6 1.12.7. След от выталкивателя штампа - местное отклонение положения поверхности поковки под действием выталкивателя штампа. 1.12.8. Изогнутость (Р и) - отклонение осевой линии поковки от номинального положения в направлении наибольшей длины или ширины поковки (черт. 7а). 1.12.9. Отклонение от плоскостности - отклонение от плоскости, оцениваемое наибольшим расстоянием от точек действительной поверхности до прилегающей плоскости (см. черт. 7а). 1.12.10. Допуск плоскостности (Р а) - наибольшее допускаемое значение отклонения от плоскостности (см. черт. 7а), 1.12.11. Отклонение от прямолинейности - отклонение от прямолинейности в плоскости, оцениваемое величиной наибольшего расстояния от точек действительного профиля до прилегающей прямой (черт. 7 б).
Черт. 7 1.12.12. Допуск прямолинейности (Рб) - наибольшее допускаемое значение отклонения от прямолинейности. 1.12.13. Радиальное биение - разность наибольшего и наименьшего расстояний от профиля сечения поковки до его оси. 1.12.14. Допуск радиального биения - наибольшее допускаемое значение радиального биения. 1.13. Припуск - слой металла на обрабатываемых частях поверхности поковки, удаляемый при ее механической обработке. 1.14. Кузнечный напуск - дополнительный объем металла (слой) на обрабатываемых или необрабатываемых частях поверхности поковки, необходимый для осуществления формоизменяющих операций. 1.15. Масса поковки расчетная - установленная величина, используемая при назначении припусков и допусков. 1.16. Исходный индекс - условный показатель, учитывающий в обобщенном виде сумму конструктивных характеристик (класс точности, группу стали, степень сложности, конфигурацию поверхности разъема) и массу поковки. ОБЩИЕ ТРЕБОВАНИЯ 2.1 Линейные размеры на чертеже поковки должны быть проставлены от указанных исходных баз механической обработки, согласованных между изготовителем и потребителем (черт. 8).
Черт. 8 2.2. Допуски, установленные настоящим стандартом, распространяются на все номинальные размеры поковки. 2.3. Припуски, установленные настоящим стандартом, распространяются на обрабатываемые поверхности поковки. 2.4. Допуски, припуски и кузнечные напуски устанавливаются в зависимости от конструктивных характеристик поковки, приведенных в табл. 1, и определяются исходя из шероховатости обработанной поверхности детали, изготовляемой из поковки, а также в зависимости от величины размеров и массы поковки. Для 1-го класса точности Т1 допуски устанавливаются на те функциональные поверхности, которые не подвергаются окончательной обработке. Таблица 1
2.5. Расчетная масса поковки определяется как масса подвергаемых деформации поковки (поковок) или ее частей. В массу поковки не входят масса облоя и перемычки пробитого отверстия. При высадке поковок на горизонтально-ковочных машинах или местной штамповке на молотах и прессах масса поковки включает массу части стержня, зажатого штампами. 2.6. Расчетная масса поковки определяется исходя из ее номинальных размеров. Ориентировочную величину расчетной массы поковки (М п.р) допускается вычислять по формуле М п.р = М д· K р, где М п.р - расчетная масса поковки, кг; М д - масса детали, кг; K р - расчетный коэффициент, устанавливаемый в соответствии с приложением 3 (табл. 20). 2.7. Класс точности поковки устанавливается в зависимости от технологического процесса и оборудования для ее изготовления (см. приложение 1, табл. 19), а также исходя из предъявляемых требований к точности размеров поковки. Допускаются различные классы точности для разных размеров одной и той же поковки. При этом класс точности определяется по преобладающему числу размеров одного класса точности, предусмотренному чертежом поковки, и согласовывается между изготовителем и потребителем. 2.8. Класс точности, группа стали, степень сложности должны быть указаны на чертеже поковки. 2.9. Правила выполнения чертежа поковки - по ГОСТ 3.1126. 2.10. Допускаемые отклонения формы и расположения поверхностей должны быть проставлены на чертеже поковки в соответствии с требованиями ГОСТ 2.308. Допускаемые отклонения радиуса закругления и штамповочного уклона могут быть указаны в чертеже поковки по требованию заказчика. 2.11. Технические требования к поковке устанавливаются по ГОСТ 8479.
|
|||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-20; просмотров: 351; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.109.144 (0.006 с.) |