Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Декоративная решетка Венгрия (XVIII в.).Содержание книги
Поиск на нашем сайте
Решетка (элементы соединены хомутом)
Клепка
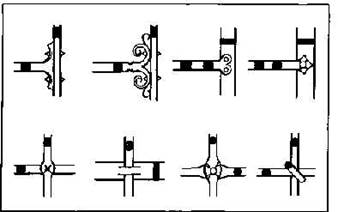
В практике художественной ковки одним из средств соединения кованых элементов является клепка. Например, при изготовлении металлических дверей при реставрационных работах расходуется около 200 клепок на одну дверь. Клепки изготовляют из малоуглеродистых сталей из прутка большего, чем стержень, сечения будущей клепки. Инструментом служит гвоздильня. Нагретый конец стали несколькими ударами вытягивают. Надрубают на насечке и вставляют в отверстие, равное вытянутому концу. При установке заготовки в отверстие нужно помнить, что лицевая сторона гвоздильни та, у которой диаметр отверстий меньше. Остальную часть заготовки отламывают, оставшийся конец расклепывают. Получается головка клепки, форма которой может быть очень разнообразной. После извлечения клепки из гвоздильни ее отрезают до нужного размера. Этот же процесс используют и при ковке кованого гвоздя с той лишь разницей, что конец вытягивают на острие. Ковку гвоздя и клепки делают с одного нагрева.
79. Конструктивные примеры соединений элементов в решетках
Горновая сварка
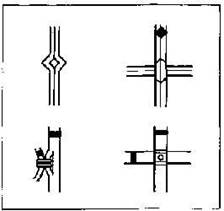
Одной из самых сложных операций является горновая сварка (кузнечная), требующая большого опыта и знаний. При производстве изделий методом ковки применение горновой сварки облегчает и ускоряет работу, а в некоторых случаях она является решающей. Кузнечная сварка позволяет соединить в одно целое изготовленные по отдельности детали, причем их можно в этом случае выполнить с большей точностью и совершенством. Кузнечной сваркой легко сваривается мягкая сталь с содержанием углерода 0,15 — 0,25% Процесс горновой сварки состоит из следующих операций: подготовка горна; подготовка концов свариваемых деталей; сварка; проковка. Подготовку горна под горновую сварку нужно проводить с большой тщательностью: горн очищают от золы, шлака, продувают горновое отверстие. Особенно тщательно горн очищают после пайки медным припоем. В этом случае рекомендуется горн прокалить с поваренной солью. Уголь, подготовленный для горновой сварки, необходимо внимательно осмотреть. В зависимости от толщины поковок, подлежащих сварке, их подготавливают различным способом. На рис. 83, а — е изображены различные способы подготовки концов свариваемых деталей. Наиболее распространенный шов — внахлестку. Концы осаживают и вытягивают (напуск должен быть в полтора раза больше толщины заготовки). При сварке врасщеп (в замок) концы осаживают и один конец разрубают. Сварка врасщеп применяется для сваривания рессорной и инструментальной стали. Сварку можно производить в горне, ударяя в торец заготовки; она применяется при вваривании более твердой стали в мягкую. При сварке встык концы осаживают и скругляют для того, чтобы при сварке произошло выжимание шлака. Применяется в случаях, когда невозможно применить первые два (внахлестку и врасщеп). Сварка внахлестку с клепкой и без клепки применяется при сварке колец. Сварка впритык применяется для сваривания Т-образных изделий. Осадка концов производится для того, чтобы при отделке сварного шва был запас толщины металла. Запас металла необходим, чтобы можно было проковать заготовку не только в месте сварочного шва, но и в тех местах, где металл был нагрет до температуры сварки. Сварка бывает сухая и сочная.
80. Изготовление листа из полосы (последовательность операции)
При сухой сварке подготовленные концы заготовки нагревают до температуры сварки. Металлической щеткой, ручником или просто легким ударом о наковальню сбивают окалину и быстро сваривают изделие легкими ударами молотка. Более надежный способ сварки — сочный, с применением флюса. Флюсы для сварки разных марок стали используются разные. При сварке используют сварочные порошки, состоящие из буры, поваренной соли, борной кислоты, канифоли. Малоуглеродистая сталь (железо) сваривается с помощью флюса, который состоит из чистого речного песка с небольшим добавлением буры. Для сваривания стали с большим содержанием углерода применяют флюсы с добавлением металлических опилок, например, песок, бура, опилки. Прочность сварочного шва зависит от чистоты свариваемых деталей. Загрязнение концов при высокой температуре может быть за счет окалины и посторонних включений: шлака, кокса, золы, кирпича и т.п. Флюс, попадая на нагретые концы, плавится и растворяет окалину. Расплавившийся флюс предохраняет металл от перегорания. Поэтому очень важно при горновой сварке флюсом присыпать свариваемые куски до того, как изделие нагреется до температуры сварочного жара, а в некоторых случаях, перед тем как положить заготовку в горн, концы погружают в жидкий раствор глины с поваренной солью.
81. Изготовление листа из прутка с применением фасонного ниж-ника (штампа) (последовательность операции) Перед нагревом под сварку необходимо насыпать в горн достаточное количество угля, чтобы во время сварки не подсыпать, и дать ровное дутье. Перед тем как металл нагрелся до температуры сварки, но еще не стал отбрасывать искры, его нужно посыпать флюсом и прибавить дутье. Когда концы свариваемых деталей покроются ровным слоем слизи, можно проверить их острозаточенным металлическим прутом: если конец прута вязнет, значит металл достаточно нагрелся. Концы снова посыпают флюсом, не давая металлу отбрасывать искры, и увеличивают дутье, дав концам металла равномерно прогреться до сварочного жара. Затем заготовку вынимают на наковальню и легким ударом о стул наковальни отбивают окалину.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 223; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.13.192 (0.006 с.) |