Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Термическая обработка алюминиевых сплавовСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Цель работы: изучение режимов термической обработки алюминиевых сплавов (закалка и искусственное старение), структурных превращений, которые протекают при термической обработке, и изменения свойств сплавов в зависимости от этих превращений. ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Изделия из алюминиевых сплавов подвергаются в большинстве случаев термической обработке: отжигу, закалке, старению. Структура и свойства сплавов существенно зависят от режимов термической обработки, которые для алюминиевых сплавов достаточно разнообразны. Они имеют условные обозначения: Т1 – закалка с температур кристаллизации литых сплавов и искусственное старение; Т2 – отжиг; Т3 – закалка; Т4 – закалка и естественное старение; Т5 – закалка и неполное (кратковременное) искусственное старение; Т6 – закалка и полное искусственное старение; Т7 – закалка и стабилизирующий отпуск; Т8 – закалка и смягчающий отпуск; Т9 – обработка холодом простая и циклическая; Т10 – термомеханическая обработка. Изделия и полуфабрикаты из алюминиевых сплавов изготавливаются либо методом литья (силумины, Al – Cu - сплавы и др.), либо путем пластического деформирования (дуралюмины Al – Cu – Mg, сплавы Al – Mg – Si и др.). При холодном деформировании, как известно, происходит наклеп (нагартовка). Поэтому в марке алюминиевых сплавов при необходимости оговаривается, каким способом рекомендуется изготавливать изделия и какова (%) остаточная нагартовка: М – мягкий отожженный сплав; Н – нагартованный (АМцН); П – полунагартованный (обычно проволочный сплав АМцП); Н1 – условно нагартованный на 15...20 % (АМцН1). 0тжигу подвергаются сплавы, находящиеся в неравновесном состоянии – литые, холоднодеформированные или предварительно термически обработанные с целью получения в них равновесной структуры. Гомогенизирующий отжиг слитков устраняет химическую неоднородность (ликвацию) твердого раствора. Отжиг для стабилизации размеров литых изделий (режим Т2) проводится в случае, если изделия при работе не испытывают больших нагрузок, но требуется сохранение их размеров в процессе эксплуатации (например, детали приборов из сплава АЛ9). Отжиг при 290 оС обеспечивает в изделиях стабильно равновесную структуру, в которой никаких превращений затем не протекает. Рекристаллизационный отжиг пластически деформированных изделий устраняет текстуру сплава и снижает наклеп. В результате образуется равноосная высокопластичная структура. Разупрочняющий отжиг термически обработанных изделий разупрочняет упрочненные предшествующей термической обработкой сплавы, возвращая их к исходной, более равновесной структуре. Отжиг, за исключением режима Т2, для алюминиевых сплавов является не окончательной операцией, а промежуточной или подготовительной в технологическом процессе производства изделий.
Рис. 11.1. Схема диаграммы состояния системы Al – основной легирующий элемент (В)
3акалка алюминиевых сплавов производится с целью получения в них путем быстрого охлаждения неравновесной структуры – пересыщенного твердого раствора легирующих элементов в алюминии. Закаливают сплавы систем, в которых наблюдается переменная растворимость хотя бы одного из элементов в основном растворе, увеличивающаяся при повышении температуры (рис. 11.1). Сплавы со структурой пересыщенного твердого раствора характеризуются сравнительно высокими пластичностью и прочностью. В большинстве случаев прочность их может быть дополнительно повышена за счет последующего старения. Однако ряд сплавов системы Al – Mg, например АЛ8 (9,5...11,5 % Mg) и особенно сплавы Al – Si и Al – Mn, упрочняются в основном не в результате дисперсного твердения, а при закалке за счет легирования основного раствора. Поскольку в таких сплавах при последующем старении прочность повышается незначительно, а пластичность существенно снижается, то в качестве окончательной упрочняющей термической обработки для них применяется закалка (режим Т3). В этом случае нагрев под закалку ведется до сравнительно низких температур (например, для Д20 – до температуры 230...250 оС) с охлаждением на воздухе или в подогретом масле в зависимости от размеров и конфигурации изделий. Охлаждение с такими скоростями обеспечивает достаточную прочность сплавов (но не максимальную) при высокой пластичности и предупреждает образование закалочных трещин. Нагрев сплавов под закалку в случае их последующего старения производится в однофазную область твердого раствора до допустимо высокой температуры, близкой к началу оплавления, что необходимо для полного растворения фаз упрочнителей (см. рис. 11.1). Охлаждение ведется с максимальной скоростью для фиксации атомов элементов, растворившихся в решетке алюминия. Например, дуралюмин Д20 (6,5 % Cu; 1,6 % Mg; 0,4 % Mn) закаливается в воде или масле с температуры (535 ± 5) оС. Дуралюмин Д16 (4,4 % Cu, 1,5 % Mg, 0,6 % Mn), имеющий в литом состоянии структуру a -твердого раствора и фазы упрочнителей q (CuAl2), S (Al2MgCu), входящих в эвтектику, нагревают до 495... 602 оС. Температура плавления эвтектики равна 506 оС. Старение или дисперсионное твердение – процесс распада нестабильного пересыщенного твердого раствора, полученного закалкой, путем диффузионного перераспределения атомов и постепенного приближения структуры к равновесному состоянию. В одних сплавах он начинается при комнатной температуре сразу же после охлаждения и усиливается с течением времени. Этот процесс, протекающий при сравнительно низких температурах, называется естественным старением (низкотемпературное старение). В других сплавах распад возможен при повышенных температурах – искусственное старение (высокотемпературное старение). Эти процессы чрезвычайно сложны. К настоящему времени достаточно полно изучен процесс искусственного распада пересыщенного твердого раствора меди в алюминии (сплавы системы Al – Cu), который условно можно разделить на несколько стадий. 1. Первая стадия включает структурные изменения, которые протекают без нагрева сплава. В этих условиях в пересыщенном твердом растворе меди в алюминии (рис. 11.2, а) атомы меди, диффузионно перемещаясь по решетке, группируются между атомными плоскостями с индексами {100} алюминиевой матрицы. Образуются так называемые зоны Гинье – Престона I (зоны Г.–П.I, рис. 11.2, б) – области скоплений атомов меди пластинчатой (дискообразной) формы субмикроскопических размеров. Их толщина не превышает 0,5...1,0 нм, диаметр равен 3,0...8,0 нм. Концентрация атомов меди в зонах Г.–П.I выше, чем в матричном твердом растворе, но ниже, чем в фазе CuAl2, которая является упрочняющей в сплавах системы Al – Cu. В зонах сохраняется тот же тип кристаллической структуры, что и в окружающем твердом растворе. Из-за разницы размеров атомов меди и алюминия, которая составляет около 10 %, решетка в зонах несколько деформирована, но упруго сопряжена (когерентно связана) с решеткой исходного твердого раствора. В результате сопряжения решеток вокруг зон Г.–П.I решетка твердого раствора также деформируется, в растворе создаются поля упругих искажений. Это приводит к изменению свойств сплава. В частности, возрастает его твердость и тем сильнее, чем больше количество зон Г.–П.I. 2. На второй стадии распада при некотором повышении температуры образуются зоны Гинье – Престона типа II (рис. 11.2, в), часто называемые переходной q" -фазой. Зоны Г.–П.II отличаются от зон Г.–П.I большей протяженностью (до 30...40 нм) и толщиной (до 2...3 нм), повышенным содержанием меди, приближающимся к ее содержанию в CuAl2. Кроме того, в зонах Г.–П.II наблюдается упорядоченное расположение атомов меди, близкое к расположению в CuAl2. Однако зоны Г.–П.II по-прежнему не представляют собой самостоятельной фазы, они когерентны с матрицей. Увеличение размеров зон Г.–П.II, их еще большее пересыщение атомами меди и упорядочение приводят к значительным искажениям кристаллической решетки твердого раствора в областях сопряжения и, как следствие, к существенному повышению твердости сплава и падению его пластичности. Образование зон Г.–П.I и Г.–П.II еще не представляет собой процесса распада пересыщенного твердого раствора. Поэтому две названных стадии можно объединить в одну – стадию предвыделения или латентный (скрытый) период распада, поскольку зоны Г.–П. весьма малы и не всегда обнаруживаются даже с помощью электронного микроскопа. 3. При повышенных температурах (» 200 оС) процесс распада пересыщенного твердого раствора происходит путем образования метастабильной промежуточной q' фазы (рис. 11.2, г, д), которая также когерентно связана с матрицей по плоскостям {100}. Ее химический состав соответствует составу CuAl2. q' -фаза образуется либо непосредственно из твердого раствора путем самопроизвольного (спонтанного) зарождения в нем центров кристаллизации q' -фазы, либо когда центрами кристаллизации этой фазы являются существующие при данных температурах зоны Г.–П.II. Образование q' -фазы с кристаллическим строением, отличающимся от решетки твердого раствора, и ее существование в твердом растворе приводит к дальнейшему упрочнению искусственно состаренного сплава. Размеры зон и q'-фазы возрастают по мере развития процесса старения, например с увеличением выдержки сплава при заданной температуре (см. рис. 11.2, г),и достигают определенной величины. Между все еще пересыщенным твердым раствором и q'-фазой устанавливается метастабильное или коллоидное равновесие (равновесие дисперсных структур).
Рис. 11.2, а. Электронная микрофотография сплава Al + 4,1 % Cu (Х2500Х2): пересыщенный a-твердый раствор, в структуре наблюдаются единичные дислокации.
Рис. 11.2, б. Электронная микрофотография сплава Al + 4,1 % Cu (Х2500Х2): зонная стадия распада a-твердого раствора (зоны Г.–П.I)
Рис. 11.2, в. Электронная микрофотография сплава Al + 4,1 % Cu (Х2500Х2): зонная стадия распада a-твердого раствора (зоны Г.– П. II)
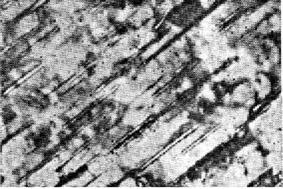
Рис. 11.2, г. Электронная микрофотография сплава Al + 4,1 % Cu (Х2500Х2): a + q' - фаза, расположенная по плоскостям {100} решетки Al
Если в искусственно состаренном сплаве пересыщенный твердый раствор находится в равновесии с образованными зонами Г.–П. или дисперсными выделениями q' -фазы, он может быть частично или полностью возвращен (возврат) в исходное свежезакаленное состояние путем кратковременного нагрева. Возврат возможен потому, что твердый раствор на всех стадиях искусственного старения по отношению к выделившимся образованиям является ненасыщенным медью, и эти образования при нагреве растворяются в нем. На рис. 11.2 приведены электронные микрофотографии сплава Al + 4,1 % Cu в закаленном состоянии на всех этапах искусственного старения при 200 оС. В пересыщенном a -твердом растворе меди в алюминии хорошо видны единичные дислокации (рис. 11.2, а). Заметна (рис. 11.2, г)ориентированность выделений q' -фазы: направления <110> матрицы параллельны направлениям <100> q' -фазы. Видно, что дисперсность q' - фазыуменьшается с увеличением длительности старения. 4. Повышение температуры до 300...400 оС вызывает срыв когерентной связи (срыв когерентности) и образование самостоятельной стабильной q -фазы (CuAl2) в виде включений. 5. Более высокий нагрев приводит к коагуляции образовавшихся частиц q -фазы. Срыв когерентности и коагуляции частиц (4-я и 5-я стадии) вызывает разупрочнение искусственно состаренного сплава. Первые две стадии распада пересыщенного твердого раствора, связанные с образованием зон Г.–П., называют зонным старением, последующие стадии – фазовым старением. Таким образом, последовательность процесса искусственного старения сплавов системы Al – Cu следующая: a-пересыщенный твердый раствор ® Г.– П. ® q" ® q' ® q (CuAl2). В данном случае процесс a-пересыщенный ® a-нормальный раствор протекает через две промежуточные фазы. Количество промежуточных фаз при старении зависит от степени несоответствия кристаллических структур исходного a-раствора и конечной упрочняющей фазы. Последовательность и характер процесса искусственного старения для сплавов различных систем своеобразны. Например, в промышленных сплавах типа дуралюмина, которые содержат медь, магний и кремний, выделяется упрочняющая фаза S (Al2MgCu) по схеме: a-пересыщенный твердый раствор ® Г.– П. с ориентацией по {021} ® S' ® S. Схема старения сплавов различных систем одинакова. Форма зон Г.–П., их ориентация вматричном растворе, число переходных фаз и, наконец, состав фаз, и их строение не одинаковы. Искусственное и естественное старение – два различных процесса. При естественном старении имеют место только две первые стадии – образование зон Гинье – Престона. Скорость их образования в этом случае очень мала, что объясняется замедленной диффузией атомов меди в связи с низкой температурой старения.
Рис. 11.3. Изменение предела прочности закаленных дуралюминов в зависимости от длительности выдержки и температуры старения
При искусственном старении возможны все пять стадий. Скорость упрочнения сплавов растет с повышением температуры старения (рис. 11.3). Для максимального упрочнения закаленных сплавов (режим Т6) процесс искусственного старения заканчивают до стадий их разупрочнения, т. е. длительность процесса старения ограничивают образованием q' -фазы. Четвертая и пятая стадии (300...400 0С), по сути дела являются отжигом алюминиево-медных сплавов, в результате которого образуется гетерогенная равновесная структура – твердый раствор aи выделения упрочняющей фазы. Большое технологическое значение имеет период времени, в течение которого закаленные алюминиевые сплавы сохраняют свою пластичность. В это время проводятся такие окончательные операции, как расклепка заклепок, гибка и правка изделий и т. п. Он может быть удлинен перенесением закаленных изделий в контейнеры с отрицательной температурой. Длительность процесса старения закаленных алюминиевых сплавов может быть различной в зависимости от требуемых механических свойств – прочности и пластичности.
Порядок выполнения работы
1. Ознакомиться с теоретическими сведениями и в случае необходимости, определяемой преподавателем, сдать теоретический зачет по теме. 2. Привести краткое изложение основных теоретических положений термической обработки алюминиевых сплавов. 3. Изучить, зарисовать и объяснить микроструктуру отожженного сплава Д16, указать его химический состав и область применения. 4. Провести закалку образцов сечением 10Х15 мм; температура нагрева 495 ± 5 0С, выдержка 20...30 мин, охлаждение в воде. 5. Измерить твердость образцов после закалки. 6. Провести искусственное старение закаленных образцов при температурах 100, 200, 300 0С с выдержками в 10, 20 и 30 мин. 7. Измерить твердость искусственно состаренных образцов. 8. Составить таблицу твердости закаленных и состаренных образцов. 9. Построить графические зависимости твердости от длительности старения при всех исследованных температурах (за исходную принять твердость закаленного образца). 10. Описать микроструктуру состаренных образцов и структурные превращения, которые вызвали изменение их твердости. 11. Сформулировать выводы и написать отчет по проделанной работе в соответствии с вышеуказанными пунктами задания. 12. Контрольные вопросы
1. Основные виды термической обработки алюминиевых сплавов. 2. Связь вида диаграммы состояния Al – легирующий элемент с возможностью проведения упрочняющей термической обработки. 3. Старение (дисперсионное твердение) на примере сплавов системы Al – Cu. Зонный механизм старения. Структура состаренных сплавов системы Al – Cu. 4. Влияние температуры и продолжительности старения на механические свойства сплавов системы Al – Cu.
Содержание отчета
1. Тема и цель работы. 2. Краткие ответы на контрольные вопросы. 3. Результаты исследования твердости образцов сплава Д16 после закалки и искусственного старения. 4. График зависимости твердости сплава Д16 от длительности старения при заданных температурах. 5. Результаты микроструктурного анализа дуралюмина, выполненного в соответствии с заданиями. 6. Выводы.
Лабораторная работа № 12
|
||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1949; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.013 с.) |