Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Свариваемость алюминия и его сплавов.Содержание книги
Поиск на нашем сайте Практическая работа №1 «Изучение материала "Сварка алюминия"»
Наиболее важные областиприменения алюминиевых сплавов в настоящее время – авиационная и ракетная техника. Высокие удельные характеристики, технологичность, ценовая доступность – ценные свойства, изначально определившие выбор авиаконструкторов. Для работы узлов в реальных условиях эксплуатации в космосе необходима также стойкость материалов к воздействию факторов космического пространства: высокого вакуума, перепадов температур, радиации и пр. В настоящий момент этим требованиям максимально отвечают алюминиевые деформируемые сплавы, которые и используются наиболее активно. Наглядные примеры – материалы конструкции планеров отечественного орбитального корабля «Буран» и американского космического корабля "Space Shuttle".
Алюминий обладает низкой прочностью (σв=8-10 кгс/мм2 ), поэтому его применяют в основном в химическом аппаратостроении, рамных конструкциях, для оконных и дверных переплетов и декоративных изделии в строительстве. Он обладает малой плотностью 2,7 г/см3, повышенной коррозионной стойкостью и большой пластичностью по сравнению с низкоуглеродистой сталью. Теплопроводность алюминия в три раза выше теплопроводности малоуглеродистой стали. Температура плавления чистого алюминия 658° С. При нагревании алюминий легко окисляется, образуя тугоплавкую окись алюминия (А1203), плавящуюся при температуре свыше 2060° С. Чистый алюминий поставляют по ГОСТ 11069—64.
В технике применяют не только чистый алюминий, но и сплавы его с марганцем, магнием, медью и кремнием. Сплавы алюминия обладают большей прочностью, чем чистый алюминий.
Повышенную прочность имеют сплавы алюминия с марганцем, магнием, кремнием, цинком и медью.
Алюминий и его сплавы делят на: 1. Литейные 2. Деформируемые (катаные, прессованные, кованые).
Деформируемые сплавы подразделяют на: 1) Термически не упрочняемые, к которым относятся сплавы алюминия с марганцем и магнием 2) Термически упрочняемые, к которым относятся сплавы алюминия с медью, цинком, кремнием. Наиболее высокой прочностью обладают термически упрочняемые алюминиевые сплавы. Например, механические свойства дюралюминия Д16 (3,8 - 4,9% меди, 1,2 - 1,8% магния, 0,3 - 0,9% марганца, остальное - алюминий) следующие: до термической обработки - σв=22 кгс/мм2 и σ5=2%; после термической обработки - σв=42 кгс/мм2 и σ5=18%. Наибольшей прочностью из термически упрочняемых алюминиевых сплавов обладает сплав В95 (σв=60 кгс/мм2, σт=55 кгс/мм2 и σ5 - около 12%), сплав построен на основе алюминий - медь - магний - цинк.
Однако термически упрочненные алюминиевые сплавы разупрочняются при сварке со значительной потерей механических свойств. Применение этих сплавов для сварных конструкций возможно лишь при условии обеспечения термической обработки после сварки для повышения прочности сварных соединений.
Из термически неупрочняемых сплавов наибольшей прочностью обладают сплавы системы Al - Mg - Ti, например сплав АМг6, механические свойства которого следующие: σв=32-38 кгс/мм2, σт=16-18 кгс/мм2, σ5=15 - 20% и aк=3-4 кгс·м/см2. Конструкции из алюминиево-магниевого сплава АМг6 изготовляются в основном сварными.
В Российской ФедерацииГОСТ 4784 "Алюминий и сплавы алюминиевые деформируемые. Марки" дает маркировку сплавов тремя способами: Ø в буквенно-цифровом виде, Ø только в цифровом виде, Ø с учетом требований международного стандарта (международная маркировка) ИСО 209-1 (ISO 209-1 Wrought aluminium and aluminium alloys - Chemical composition and forms of products - Part 1: Chemical composition).
При этом цифровая маркировка по ГОСТ не совпадает с международной маркировкой алюминиевых сплавов.
Цифровая маркировка по ГОСТ обозначает слева - направо: ü первая цифра - основной металл (1-алюминий); ü вторая цифра - легирующая система; ü третья и четвертая цифры - марка и модификация.
Помимо приведенной цифровой маркировки, в настоящее время повсеместно используется смешанная буквенная и буквенно-цифровая маркировка алюминиевых сплавов.
Например, деформируемы е сплавы обозначаются буквами Д, АД, АК, АМ, АВ; литейные – АЛ.
v М – мягкий, отожженный; v Т –закаленный и естественно состаренный; v Т1 – закаленный и искусственно состаренный; v Н – нагартованный; v Н1 – усилено нагартованный (нагартовка листа ~20%) и т.д Технология сварки.
Для дуговой сварки алюминия применяют электроды марки ОЗА-1 со стержнем из алюминиевой проволоки.
Сварка производится в нижнем и вертикальном положениях постоянным током обратной полярности, короткой дугой без поперечных колебаний. При диаметре электрода 4 мм ток берется 120:140 А, при 5 мм - 150:170 А, а при 6 мм - 200:240 А.
Сварку осуществляют с подогревом изделия до температуры 200 - 250°С при толщине металла 6 - 10 мм, 300 - 350°С при 10 - 16 мм, Электроды перед употреблением обязательно просушивают до температуры 200°С в течение 2 ч. После сварки шлак немедленно удаляют стальной щеткой с промывкой его горячей водой.
Для заварки литейных пороков в изделиях применяют покрытые алюминиевые электроды марки ОЗА-2.
Форма подготовки кромок под сварку алюминиевых сплавов подобна подготовке при сварке сталей. Швы по возможности выполняются однопроходными и на больших скоростях.
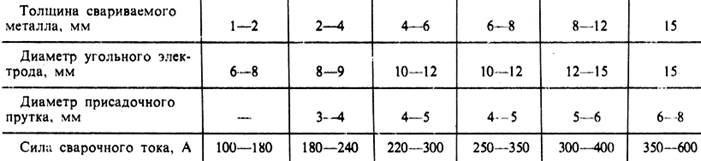
Сварка угольным электродом производится дугой прямого действия, постоянным током при прямой полярности. Листы толщиной до 3 мм желательно сваривать с отбортовкой кромок без присадочного материала, Сварка более толстых листов требует разделки кромок под углом 60 - 75° и применения присадки. Желательно применение массивных медных или стальных подкладок под свариваемые листы. Можно использовать флюс АФ-4а или флюс следующего состава: 45%хлористого калия; 15% хлористого лития;30%хлористого натрия; 7%,фтористого калия и 3%сернокислого натрия. Таблица.1. Примерные режимы сварки алюминия угольным электродом
Газовая сварка алюминия и его сплавов обеспечивает удовлетворительное качество сварных соединений. Мощность газового пламени при сварке подбирается в зависимости от толщины металла.
Флюс АФ-4а разводят дистиллированной водой и наносят на свариваемые кромки и присадочный пруток.
Таблица.2. Самостоятельно изучить тему: «Сварка алюминия». Практическая работа №1 «Изучение материала "Сварка алюминия"»
Наиболее важные областиприменения алюминиевых сплавов в настоящее время – авиационная и ракетная техника. Высокие удельные характеристики, технологичность, ценовая доступность – ценные свойства, изначально определившие выбор авиаконструкторов. Для работы узлов в реальных условиях эксплуатации в космосе необходима также стойкость материалов к воздействию факторов космического пространства: высокого вакуума, перепадов температур, радиации и пр. В настоящий момент этим требованиям максимально отвечают алюминиевые деформируемые сплавы, которые и используются наиболее активно. Наглядные примеры – материалы конструкции планеров отечественного орбитального корабля «Буран» и американского космического корабля "Space Shuttle".
Алюминий обладает низкой прочностью (σв=8-10 кгс/мм2 ), поэтому его применяют в основном в химическом аппаратостроении, рамных конструкциях, для оконных и дверных переплетов и декоративных изделии в строительстве. Он обладает малой плотностью 2,7 г/см3, повышенной коррозионной стойкостью и большой пластичностью по сравнению с низкоуглеродистой сталью. Теплопроводность алюминия в три раза выше теплопроводности малоуглеродистой стали. Температура плавления чистого алюминия 658° С. При нагревании алюминий легко окисляется, образуя тугоплавкую окись алюминия (А1203), плавящуюся при температуре свыше 2060° С. Чистый алюминий поставляют по ГОСТ 11069—64.
В технике применяют не только чистый алюминий, но и сплавы его с марганцем, магнием, медью и кремнием. Сплавы алюминия обладают большей прочностью, чем чистый алюминий.
Повышенную прочность имеют сплавы алюминия с марганцем, магнием, кремнием, цинком и медью.
Алюминий и его сплавы делят на: 1. Литейные 2. Деформируемые (катаные, прессованные, кованые).
Деформируемые сплавы подразделяют на: 1) Термически не упрочняемые, к которым относятся сплавы алюминия с марганцем и магнием 2) Термически упрочняемые, к которым относятся сплавы алюминия с медью, цинком, кремнием. Наиболее высокой прочностью обладают термически упрочняемые алюминиевые сплавы. Например, механические свойства дюралюминия Д16 (3,8 - 4,9% меди, 1,2 - 1,8% магния, 0,3 - 0,9% марганца, остальное - алюминий) следующие: до термической обработки - σв=22 кгс/мм2 и σ5=2%; после термической обработки - σв=42 кгс/мм2 и σ5=18%. Наибольшей прочностью из термически упрочняемых алюминиевых сплавов обладает сплав В95 (σв=60 кгс/мм2, σт=55 кгс/мм2 и σ5 - около 12%), сплав построен на основе алюминий - медь - магний - цинк.
Однако термически упрочненные алюминиевые сплавы разупрочняются при сварке со значительной потерей механических свойств. Применение этих сплавов для сварных конструкций возможно лишь при условии обеспечения термической обработки после сварки для повышения прочности сварных соединений.
Из термически неупрочняемых сплавов наибольшей прочностью обладают сплавы системы Al - Mg - Ti, например сплав АМг6, механические свойства которого следующие: σв=32-38 кгс/мм2, σт=16-18 кгс/мм2, σ5=15 - 20% и aк=3-4 кгс·м/см2. Конструкции из алюминиево-магниевого сплава АМг6 изготовляются в основном сварными.
В Российской ФедерацииГОСТ 4784 "Алюминий и сплавы алюминиевые деформируемые. Марки" дает маркировку сплавов тремя способами: Ø в буквенно-цифровом виде, Ø только в цифровом виде, Ø с учетом требований международного стандарта (международная маркировка) ИСО 209-1 (ISO 209-1 Wrought aluminium and aluminium alloys - Chemical composition and forms of products - Part 1: Chemical composition).
При этом цифровая маркировка по ГОСТ не совпадает с международной маркировкой алюминиевых сплавов.
Цифровая маркировка по ГОСТ обозначает слева - направо: ü первая цифра - основной металл (1-алюминий); ü вторая цифра - легирующая система; ü третья и четвертая цифры - марка и модификация.
Помимо приведенной цифровой маркировки, в настоящее время повсеместно используется смешанная буквенная и буквенно-цифровая маркировка алюминиевых сплавов.
Например, деформируемы е сплавы обозначаются буквами Д, АД, АК, АМ, АВ; литейные – АЛ.
v М – мягкий, отожженный; v Т –закаленный и естественно состаренный; v Т1 – закаленный и искусственно состаренный; v Н – нагартованный; v Н1 – усилено нагартованный (нагартовка листа ~20%) и т.д Свариваемость алюминия и его сплавов.
1. Алюминий и его сплавы имеют большую теплопроводность, теплоемкость и скрытую теплоту плавления. Теплопроводность алюминия в три раза выше теплопроводности низкоуглеродистой стали; при нагреве от 20 до 600°С разница в теплопроводности еще более возрастает. Следовательно, сварка алюминия и его сплавов должна выполняться с относительно мощным и концентрированным источником нагрева.
2. Коэффициент линейного расширения алюминия в два раза выше, чем коэффициент расширения железа. Это способствует увеличенным деформациям и короблению при сварке алюминиевых изделий.
3. Низкая удельная плотность (2,7 г/см3) и температура плавления (660°С) алюминия по сравнению с высокой удельной плотностью окисла алюминия Al2O3 (3,85 г/см3) и его температурой плавления (2050°С) затрудняют процесс сварки. Тугоплавкий и тяжелый окисел Al2O3 может оставаться в металле шва и снижать работоспособность сварного соединения. При сварке алюминия и его сплавов необходимо применять различные способы борьбы с окислом Al2O3. Во всех случаях поверхность металла изделия должна зачищаться непосредственно перед сваркой и процесс сварки должен протекать с защитой расплавленного металла от действия газов воздуха.
Используют три способа борьбы с окислом алюминия: 1. Сварка с растворителем окислов (электродные покрытия, флюсы), 2. Сварка без растворителей, но с так называемым катодным распылением, 3. Сварка с механическим удалением окислов из сварочной ванны.
Сварка с растворителем. Растворителями окисла Al2O3 и других окислов являются галогенные соли щелочноземельных металлов (хлористый, фтористый литий и др.), которые растворяют окислы и вместе с ними поднимаются из сварочной ванны в сварочный шлак. Так как раствор обладает пониженной температурой плавления, меньшей удельной плотностью и меньшей вязкостью, чем каждый компонент в отдельности, то он выводится из металла шва в сварочный шлак.
Сущность катодного распыления состоит в том, что при дуговой сварке в аргоне на постоянном токе при обратной полярности происходит дробление окисной пленки Al2O3. с последующим распылением частиц окисла на поверхности сварного изделия. Тонкая окисная пленка, покрывающая сварочную ванну, разрушается под ударами тяжелых положительных ионов, защитного газа аргона, образующихся при горении дуги. Так как положительный ион обладает большей массой, чем электрон, то образующийся поток ионов способен дробить окисные пленки алюминия и магния, которые создаются при сварке. При этом надо учитывать большую скорость движения ионов, позволяющую распыленным окислам через защитную газовую среду выходить из сварочной зоны.
Другие газы, обладающие низкой атомной массой (например, 4 у гелия вместо 40 у аргона), не способны дробить и распылять окислы.
Механический способ удаления окисла Al2O3 из сварочной ванны заключается в том, что сварщик опускает в сварочную ванну стальной пруток диаметром 3 - 4 мм и вынимает его с прилипшим к поверхности прутка окислом, который легко отделяется от прутка при его встряхивании и легком ударе. Опытные рабочие, выполняющие газовую или дуговую сварку угольным электродом, часто используют этот способ, не прибегая к флюсам.
4. Алюминиевые сплавы обладают повышенной склонностью к образованию пор. Пористость металла при сварке алюминия и его сплавов вызывается водородом, источником которого служит адсорбированная влага на поверхности основного металла и особенно проволоки, а также воздух, подсасываемый в сварочную ванну. В этом случае алюминий в сварочной ванне взаимодействует с влагой по реакции: 2Al+3H2O→Al2O3+6H.
Для получения беспористых швов при сварке алюминия и его сплавов даже небольшой толщины иногда требуется подогрев, снижающий скорость охлаждения сварочной ванны и способствующий более полному удалению водорода из металла при медленном охлаждении. Так, например, при наплавке на лист алюминия толщиной 8 мм беспористый шов может получить при подогреве металла до 150°С При увеличении толщины металла до 16 мм даже подогрев до температуры 300°С не обеспечивает беспористых швов.
Однако подогрев листов для сварки некоторых сплавов следует применять осторожно. Например, при сварке толстолистовых алюминиево-магниевых сплавов допускается подогрев до температуры не выше 100 - 150°С. Более высокая температура подогрева может усилить пористость шва за счет выделения из твердого раствора магния и образования при этом водорода по реакции Mg+H2O→MgO+2H. Кроме того, при сварке подогретого металла (алюминиево-магниевых сплавов) снижаются механические свойства сварных соединений.
При аргонодуговой сварке алюминия и его сплавов борьбу с порами ведут с помощью окислительной атмосферы. Наилучшие результаты получаются при добавке к аргону 1,5% кислорода. Окислительная атмосфера в районе поверхности сварочной ванны не дает водороду растворяться в металле, поэтому поры к концу охлаждения шва не образуются.
Алюминий и его сплавы склонны к большему перегреву, чем углеродистые стали. Поэтому сварку алюминиевых сплавов следует производить с меньшей погонной тепловой энергией, шов по возможности выполнять за один проход или в два прохода с двух сторон на больших скоростях.
|
||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 842; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.009 с.) |

 Буквой Д обозначают сплавы дуралюминия Д1, Д16 и т.д.
Буквой Д обозначают сплавы дуралюминия Д1, Д16 и т.д.