Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды сварки алюминия и его сплавов.Содержание книги
Поиск на нашем сайте
Детали из алюминия и его сплавов можно соединят как сваркой плавлением, так и сваркой давлением.
Широкое распространение получили следующие виды сварки: Ø Ручная или механизированная дуговая сварка неплавящимся электродом в защитном инертном газе; Ø Механизированная дуговая сварка плавящимся металлическим электродом в защитном газе; Ø Автоматическая дуговая сварка плавящейся сварочной проволокой по слою дозированного флюса; Ø Стыковая или точечная контактная сварка. Ø Кроме указанных видов сварки алюминия и его сплавов, возможно применение сварки: ü газокислородным пламенем; ü дуговой сварки неплавящимся угольным или графитовым электродом, алюминиевым электродом с покрытием; ü электрошлаковой сварки и сварки электронным лучом.
Состав флюсов и электродных покрытий для сварки алюминия и его сплавов.
Ручную сварку алюминия дугой или газовым пламенем выполняют с подогревом листов от 100 до 400°С; чем толще деталь, тем выше температура подогрева. Для сварки употребляют флюс, чаще всего марки АФ-4а, содержащий 50°, хлористого калия, 14% хлористого лития, 8% фтористого натрия и 28% хлористого натрия. Составы электродных покрытий могут быть следующие: покрытие I - 65% флюса АФ-4а и 35% криолита и покрытие II - 50% хлористого калия, 30% хлористого натрия и 20% криолита (Na3AlF6).
Подбор присадочного электродного металла.
ГОСТ, 7871 - 75 предусматривает для сварки алюминия и его сплавов проволоку четырнадцати марок: из технического алюминия (Св-А97, Св-А85Т, Св-А5), алюминиево-марганцевая (Св-АМц), алюминиево-магниевая (Св-АМгЗ, Св-АМг4, Св-АМг5, Св-1557, Св-АМгб, Св-АМгбЗ, Св-АМг61), алюминиево-кремние-вая (Св-АК5, Св-АК10), алюминиевомедистая (Св-1201).
Стандарт распространяется на тянутую и прессованную (марки Св-АК10) проволоку диаметрами от 0,8 до 12,5 мм, Проволока поставляется в упаковке, срок хранения проволоки в упаковке не более 1 года со дня изготовления.
Обычно сварочную проволоку подбирают из условия однородности с основным металлом или с несколько повышенным содержанием одного или нескольких элементов против основного металла с учетом неизбежного обеднения металла шва данными элементами при сварке.
Технология сварки.
Для дуговой сварки алюминия применяют электроды марки ОЗА-1 со стержнем из алюминиевой проволоки.
Сварка производится в нижнем и вертикальном положениях постоянным током обратной полярности, короткой дугой без поперечных колебаний. При диаметре электрода 4 мм ток берется 120:140 А, при 5 мм - 150:170 А, а при 6 мм - 200:240 А.
Сварку осуществляют с подогревом изделия до температуры 200 - 250°С при толщине металла 6 - 10 мм, 300 - 350°С при 10 - 16 мм, Электроды перед употреблением обязательно просушивают до температуры 200°С в течение 2 ч. После сварки шлак немедленно удаляют стальной щеткой с промывкой его горячей водой.
Для заварки литейных пороков в изделиях применяют покрытые алюминиевые электроды марки ОЗА-2.
Форма подготовки кромок под сварку алюминиевых сплавов подобна подготовке при сварке сталей. Швы по возможности выполняются однопроходными и на больших скоростях.
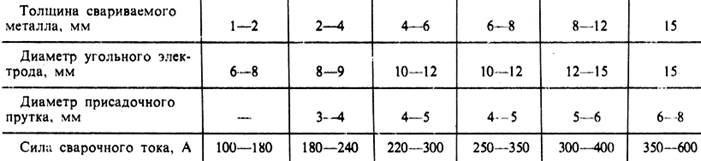
Сварка угольным электродом производится дугой прямого действия, постоянным током при прямой полярности. Листы толщиной до 3 мм желательно сваривать с отбортовкой кромок без присадочного материала, Сварка более толстых листов требует разделки кромок под углом 60 - 75° и применения присадки. Желательно применение массивных медных или стальных подкладок под свариваемые листы. Можно использовать флюс АФ-4а или флюс следующего состава: 45%хлористого калия; 15% хлористого лития;30%хлористого натрия; 7%,фтористого калия и 3%сернокислого натрия. Таблица.1. Примерные режимы сварки алюминия угольным электродом
Газовая сварка алюминия и его сплавов обеспечивает удовлетворительное качество сварных соединений. Мощность газового пламени при сварке подбирается в зависимости от толщины металла.
Флюс АФ-4а разводят дистиллированной водой и наносят на свариваемые кромки и присадочный пруток.
Таблица.2.
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 321; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.116.226 (0.01 с.) |