Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 5 приемы формовки художественных отливок в опоках (3)Содержание книги
Поиск на нашем сайте
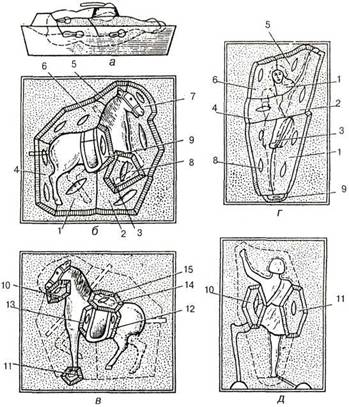
Процесс формовки коня начинают с того, что модель его корпуса закладывают в фальшивую опоку на бок так, чтобы передняя согнутая нога была наверху (рис. 188, а). Припылив поверхность фальшивой опоки и модели разделительным составом, приступают к изготовлению кусков формы в местах, которые будут мешать извлечению модели из формы. Всего таких кусков оказывается девять, в том числе кусок 3 под отъемной ногой и кусок 8 (рис. 188, б). Затем устанавливают нижнюю опоку и заформовывают ее смесью. Перевернув комплект из нижней и фальшивой опок с находящейся внутри моделью, фальшивую опоку снимают и изготавливают шесть кусков на другой стороне модели (рис. 188, в). Последовательность изготовления кусков соответствует их номерам. Теперь можно установить и заформовать верхнюю опоку, после чего начать разбирать форму, чтобы извлечь модель. Сначала снимают верхнюю полуформу (куски остаются на модели) и переносят в нее, закрепляя шпильками, куски 15—10 в обратной последовательности их номеров. Затем можно накрыть нижнюю полуформу уже применявшейся фальшивой опокой и, перевернув весть комплект, повторить только что выполненные операции, но теперь уже с нижней полуформой — снять полуформу и перенести в нее куски 9-1 с модели. Если отливка пустотелая, то модель коня может быть полой и разъемной. Тогда стержень изготавливают по модели, как по ящику, прямо в форме, используя рассмотренный ранее прием формовки с перекидным болваном (см. стр. 182). Либо стержень изготавливают отдельно и устанавливают в форму при ее сборке, закрепляя его с помощью выходящих из стержня концов каркаса, как при литье статуй (см. рис. 128). На рис. 188, в пунктиром показаны места расположения трех концов каркаса. Для отливаемой отдельно фигуры всадника форму изготавливают аналогично. Так как фигура всадника в целом проще (часть его правой руки до локтя отливается вместе с конем), модель его не имеет отъемных частей и число кусков в форме меньше: девять в одной и два в другой полуформе (рис. 188, г, д). Формовка остальных элементов скульптурной группы — хвоста коня и постамента — не представляет особой трудности. Части отливки при сборке соединяют между собой посредством фиксирующего знака на одном элементе и соответствующего гнезда для него — в другом, что подобно показанному на рис. 116. Кроме того, присоединенная часть закрепляется штифтом, запрессованным в отверстие, просверленное через фиксирующий знак. Для установки статуэтки на постамент в ногах лошади сверлят отверстия и нарезают в них резьбу, куда заворачивают шпильки. По этим шпилькам сверлят сквозные отверстия в постаменте, шпильки вставляют в отверстия и с внутренней стороны постамента закрепляют фигуру гайками. Какой бы четкой ни была гравюра поверхности модели, в отливке, полученной в песчаной форме, она всегда будет слабее, даже если используется такой технологичный материал, как чугун. Восстановливают поверхность художественной отливки обычно чеканкой: увеличивают резкость изображения, воспроизводят фактуру поверхности отливки в тех местах, где она была искажена при отпиливании питателей, выпоров, заливов в местах соединения кусков формы и т.д. Мастер-чеканщик (при возросших объемах производства — это самостоятельная профессия) — истинный ваятель, умеющий передать прекрасное в деталях произведения, дополнить задуманное скульптором, как бы дорисовать образ. Творчество чеканщика сродни работе ювелира, гравера. Чеканщики, как истинные художники, много черпают из окружающей действительности. Талантливый чеканщик М. О. Глухов говорил: «...Мы берем с натуры, а не из головы,... природу не искажаем... Это дело скульптора — выражать ту Оли иную свою мысль, но отделка мелочи — это дело чеканщика. Если лошадь породистая, беговая, ее чистят, приглаживают. Шерсть у нее гладкая, волосок к волоску правильно лежит. Но даже у такой лошади в паху, например, шерсть не такая, как на спине. В паху шерсть вихорком. Или шерсть возле копыт. Волос на щетке жесткий, длинный. Надо сделать его. Это дело чеканщика. А у лошади ломовой, рабочей, крестьянской шерсть негладко лежит, у которой лохматится, у которой прядками...» [25]. При чеканке каждая деталь отливки обрабатывается специальным инструментом, часто изготавливаемым самим чеканщиком. Например, шерсть чеканится на отливке «шерстяным» чеканом, глаза — «глазным», пуговица — «пуговичным» и т.д.
Немалое значение для выразительности изделия имеют свойства металла. Дешевый и технологичный, «будничный» сплав — чугун стал обычным материалом монументальных скульптур, изящных предметов прикладного назначения и кабинетных отливок. Однако чугун менее пластичен, чем бронза, и хуже чеканится, хотя для сложного художественного литья, как правило, используют так называемый «мягкий» высококремнистый фосфористый чугун с повышенной жидкотекучестью.
Указанный недостаток может быть частично компенсирован качеством изготовления и отделки формы: уменьшением заливов по разъему, тщательной подгонкой кусков формы, уменьшением зазоров между ними, минимизацией элементов литниковой системы, подходящих к отливке, подводом питателей в малозаметные места отливки (рис. 173) и т.д. Некоторые специалисты отмечают своеобразную привлекательность цвета чугунных отливок, особенно полученных в песчаных формах. Действительно, чистая литая поверхность чугуна своеобразна. Однако чугунные изделия на открытом воздухе или от влажной уборки в помещении окисляются — покрываются ржавчиной, поэтому художественные отливки из чугуна защищают от коррозии. Чаще всего их покрывают черным лаком, скрывающим натуральный цвет металла, а после неоднократной окраски и фактуру литой поверхности. Основными причинами широкого использования чугуна для художественных отливок следует считать высокую технологичность и, конечно, экономические соображения. Редкий материал может «поспорить» с чугуном по ажурности изделий: литые чугунные кружева и художественные орнаменты отличаются прекрасной прорисовкой. Отсюда и еще одна сфера его применения — архитектурное литье.
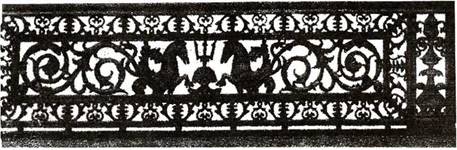
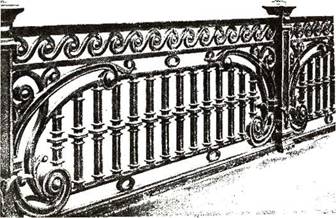
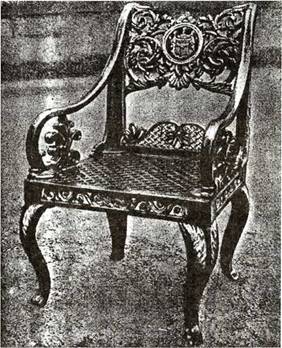
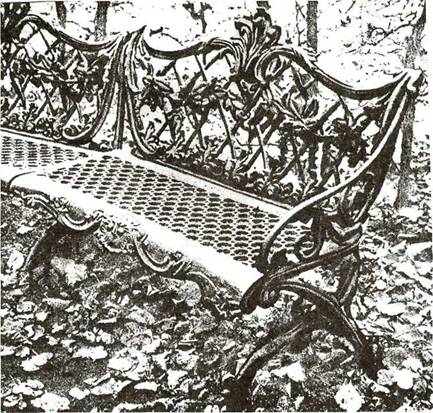
С тех пор, как строители начали заменять деревянные связи из дуба и других твердых пород металлическими, в том числе и литыми из чугуна, зодчие задумались и о декоративных возможностях металлических элементов. Металлические связи делали не только гладкими, но и расписывали их красками, расчеканивали по граням затейливыми орнаментальными узорными насечками. Благодаря дешевизне, технологичности и неплохим механическим свойствам чугун стали применять и в строительстве, и для самостоятельных сооружений, над которыми трудились не только инженеры, но и архитекторы. Сборный арочный чугунный мост через судоходную реку Северн в Англии — видимо, первая в мире конструкция подобного рода (архитектор Причард, 1779 г.). Длина центрального пролета моста 30,6 м, масса — 384 т. Он по частям был отлит на заводе соавтора проекта инженера Авраама Дерби-третьего и собран за 2 месяца на месте, причем не болтами, а как в столярном деле — клиньями и шипами [52]. Известны также своим художественным исполнением четыре чугунных моста, сооруженные по проекту инженера-архитектора В. И. Гости в начале XIX в. в Санкт-Петербурге: Красный, Семеновский, Новомосковский и Поцелуевский, отлитые на заводе Демидова в Нижнем Тагиле [53|. Нет достойных конкурентов у чугунных отливок в качестве оформления городских оград, парапетов набережных, мостов, архитектурных деталей садово-парковых комплексов. Огромное количество прекрасных изделий этого типа украшают многие города и особенно Санкт-Петербург и Москву с окрестностями (дворцовые комплексы и поместья) как старую и новую столицы России. Среди авторов этих творений — известнейшие архитекторы, такие как Д. Кваренги (1744-1817 гг.), А. Н. Воронихин (1759-1814 гг.), А. А. Монферран (1786-1858 гг.), К. И. Росси (1775-1849 гг.), В. И. Стасов (1769-1848 гг.), Д. И. Жилярди (1785-1845 гг.), А. П. Брюллов (1798-1877 гг.) и др. Подробному анализу таких произведений искусства посвящена работа [48]. На рис. 189-191 показаны фрагменты некоторых примеров чугунных оград и парапетов. Помимо произведений, в буквальном смысле тесно связанных с архитектурой (беседки, мостики, фонтаны, украшавшие водоемы), большую роль в украшении садов и парков XVIII—XIX вв. отводили расставленным в определенном порядке чугунным стульям, креслам и диванам разнообразных форм (рис. 192, 193). К сожалению, многие из этих красивых изделий находятся в плачевном состоянии и требуют реставрации.
|
||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 99; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.130.228 (0.007 с.) |