Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 5 приемы формовки художественных отливок в опоках (2)Содержание книги
Поиск на нашем сайте Применение рассмотренных способов формовки в опоках существенно упростило процесс производства художественных отливок. Модели их могли быть изготовлены из прочных материалов — гипса, дерева, металла, что, по существу, часто исключало необходимость присутствия автора-скульптора при изготовлении повторных изделий, открывало возможность тиражирования отливок, приближало их производство к промышленному. Кроме того, в литейном производстве к этому времени был уже широко освоен технологичный и дешевый металл — чугун и, естественно, литейщики стали постепенно применять его и для художественных отливок. В итоге резко снизилась стоимость таких отливок на литейных предприятиях общего назначения, которые выступали конкурентами специализированных, художественных мастерских по литью из бронзы, обслуживающих, как правило, императорский двор и богатых заказчиков. В 1860 г. не выдержал конкуренции и закрылся Литейный Дом Академии художеств в Санкт-Петербурге, которым заведовал П. К. Клодт. Последней работой этого замечательного мастера явился памятник Николаю 1 (1859 г.), установленный на Исаакиевской площади в Санкт-Петербурге. В России возрастает роль в производстве художественных отливок петербургских заводов Берда, Никольс-Плинке, а также демидовских и расторгуевских заводов на Урале и многих других чугунолитейных предприятий, созданных в XVIII в. Наибольшую известность так называемого «камерного» или «кабинетного» литья получили изделия Каслинского чугунолитейного завода37, основанного в 1747 г. купцом Я. Коробковым на берегу красивого оз. Большие Касли. Однако художественным литьем здесь занялись вплотную лишь в первой половине XIX в. Зачинателями этого замечательного искусства были крепостные мастера Кушвинского завода, принадлежавшего Демидовым. Отсюда на Каслинский завод, когда он также стал собственностью Демидовых, были посланы 12 литейщиков и 12 отделочников. Среди них были талантливые самородки, большие знатоки литейного дела братья Смолины [48].
Художественное литье на уральских чугунолитейных заводах началось с удовлетворения местного спроса на хозяйственные отливки. С 1845 г. на Каслинском заводе начали отливать печные дверцы, чугунки, узорчатые половые плиты, решетки, скамьи, вазы для украшения парков. Даже чисто бытовые изделия выполнялись уральскими мастерами с большим мастерством. Широкую известность получили затейливые кувшины-кумганы и «азиатские чаши» — огромные котлы для варки мяса, которые вывозились в Бухару, Иран, другие страны Азии. В I860 г. за свою продукцию владельцы Каслинского завода были удостоены золотой медали от Императорского комитета экономического общества [49]. В 60-х годах XIX в. завод начал изготавливать из чугуна мелкие кабинетные изделия — корпуса часов, пепельницы, ажурные тарелки, статуэтки и прочее. Владельцы завода пригласили моделистом для новых изделий скульптора М. Д. Канаева, который не только копировал известные работы, но и сам являлся автором многих произведений. Например, его модели «Избушка на курьих ножках» — футляр для часов (рис. 181), статуэтка «Цыганка» сохранились до настоящего времени. В 1876 г. М. Д. Канаев организовал при заводе мастерскую, в которой обучали приемам формовки, лепки и чеканки по металлу. К сожалению, школа просуществовала недолго: со смертью М. Д. Канаева она закрылась. Тем не менее школа успела выпустить много хороших мастеров, в том числе талантливого мастера-формовщика В. Ф. Торокина. В последствии этот мастер создаст реалистические скульптурные произведения из жизни простых людей: «Формовщик (или литейщик) за работой» (рис. 182), «Рудовоз», или «Углевоз», «Башкир верхом», «Крестьянин на пашне» и наиболее значительное по мнению специалистов произведение — «Пряха», или «Старуха за прялкой», с изображением пожилой крестьянки, сидящей за прялкой [49]. Сохранившиеся документы свидетельствуют о том, что были и другие мастера-ваятели, например Д. И. Широков, М. В. Торокин (сын В. Ф. Торокина), К. Д. Тарасов. В 1867 г. каслинское литье впервые экспонируется и получает блестящую оценку на Пятой Всемирной выставке в Париже (Первая Всемирная выставка проходила в 1851 г. в Лондоне). Выставка в 1867 г. была второй выставкой, в которой принимала участие Россия. Позже, на Всемирных выставках в Вене (1873 г.), Филадельфии (1876 г.), в Париже (1900 г.), где участвовала Россия, на международных выставках в Копенгагене, Стокгольме, на Нижегородских ярмарках чугунные изделия мастеров Урала завоевывают все большее число восхищенных поклонников, расширяется рынок потребителей, появляются новые заказчики.
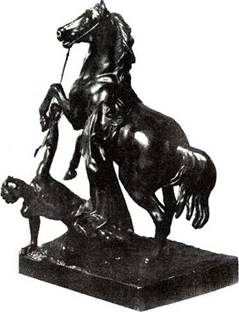
В прейскуранте завода за 1913 г. числилось 750 наименований [49]. Среди них, кроме упоминавшихся, можно отметить копии известных работ скульпторов разных стран: Ж. Готье — «Дон Кихот» (рис. 183), «Мефистофель»; Ж. Гудона — «Вольтер» (рис. 184); Э. Фальконе — «Медный всадник» — памятник Петру I в Санкт-Петербурге (см. рис. 134); Маро — «Жанна д'Арк»; Ж. Болена — «Меркурий» — статуя, ставшая символом торговых палат; П. К. Клодта38 — «Укрощение коня» — одна из скульптурных групп на Аничковом мосту в Санкт-Петербурге (рис. 185). Каслинцами создана также по моделям профессиональных скульпторов галерея портретов выдающихся русских писателей, композиторов и др. Среди работ особого внимания заслуживают бюсты П. И. Чайковского (рис. 186), Л. Н. Толстого, Ф. М. Достоевского, И. С. Тургенева, выполненные по моделям известного русского скульптора Р. Р. Баха (1859-1939 гг.). Делали модели для завода русские скульпторы Е. Лансере (1848-1886 гг.), А. Обер, Н. Либерих и др. Выпуск художественного кабинетного литья на Каслинском заводе составлял в 1913 г. приблизительно 200 т. Комплекс технологических приемов, сложившихся за долгую историю развития литейного производства и художественного литья, рассмотренный с точки зрения формовки в опоках, позволял изготавливать камерные изделия практически любой сложности. При этом применялись разделение отливки на части, кусковая формовка, разъемные модели и модели с отъемными частями, изготовление стержней по модели или форме для пустотелых отливок и т.д.
Рассмотрим, например, процесс изготовления скульптурной группы «Садящийся всадник» (рис. 187). Бронзовая модель статуэтки состоит из корпуса коня с отъемными частями (его передняя согнутая нога и нижняя часть накидки), всадника, хвоста коня, постамента. ___________ 37 В 1752 г. завод купил Н. Н. Демидов (сын Н. А. Демидова)- Демидовы владели заводом до 1809 г., затем он перешел к Л. Расторгуеву. Последним хозяином завода до революции 1917 г. был Дружин. 38 Уже в советское время с заводом сотрудничали скульпторы К. А. Клодт и П. К. Клодт-внук и правнук знаменитого скульптора-литейщика, анималиста П. К. Клодта.
|
||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 328; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.011 с.) |