Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Статуарное литье в XV — XX вв. (3)Содержание книги
Поиск на нашем сайте Кстати, еще при изготовлении статуи Людовика XIV направление питателей от стояков было обратным и, конечно, качество отливки —- хуже (этот пример свидетельствует о происходившем совершенствовании технологического процесса в результате накопления и распространения опыта). Формы первой и второй статуй (рис. 130) заливали через одну литниковую чашу, третей — через три: одна чаша подводила металл к голове лошади, другая — к фигуре всадника, третья — в круп лошади. После монтажа всех каналов па модель наносили облицовочный слой формы, толщиной примерно 15 мм. Состав его мог быть разным. В. П. Екимов использовал такой состав: по 25% мелко толченого обожженного кирпича, желтого (глинистого) песка, белого песка и толченого просеянного возврата. В качестве связующего было пиво или пивное сусло. Для увеличения газопроницаемости и податливости добавляли мелко резанную коровью шерсть. Сметанообразную мастику наносили слоями на модель кистью (до 25—30 слоев) с промежуточным высушиванием. Когда облицовочный слой затвердевал, модель начинали обкладывать кусками из глины с песком и толченым кирпичом. Сначала мелкими брусками-кирпичами (первый слой), а затем более крупными (рис. 131). Податливые кирпичи-сырцы аккуратно прижимали плотно к участкам модели, получая на них соответствующий фигурный отпечаток. Затем их помещали в печь и высушивали. После чего кирпичи устанавливали на место, укрепляя тем же раствором, который использовали для облицовочного слоя. Общая толщина слоя из таких элементов — около 200 мм, причем внизу он толще, чем вверху, так как гидростатическое давление металла в форме при заливке внизу больше. Готовую форму скрепляли поперечными железными обручами и на них накладывали продольные полосы из кованого железа, соединяя их с обручами проволокой (рис. 132). Получалась скрепляющая арматура, напоминающая приводимый ранее рисунок Леонардо (рис. 123). Вокруг формы на расстоянии примерно 70 см выкладывали кирпичную стену и все пространство между формой и стеной заполняли щебнем, оставляя в нем каналы для прохода горячих газов. Затем приступали к операциям вытапливания воска, сушки и прокалки формы. Под решеткой, на которой стояла форма, разводили огонь. Прогрев формы по высоте происходил за счет передачи тепла от разогретого щебня. После сушки в течение 1,5-2 суток при температуре 200°С, когда весь воск вытапливался, температуру формы постепенно повышали до 900—950°С и прокаливали ее при этой температуре еще 12—18 ч.
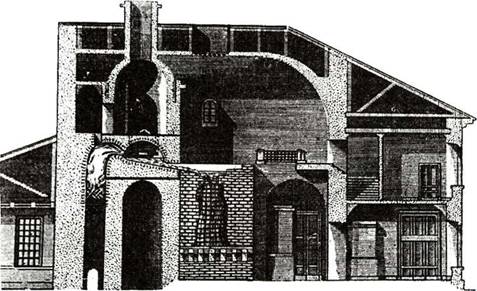
Вытекший из формы воск взвешивали: так определяли необходимую массу металла для заливки формы (на 1 кг воска брали 12—14 кг бронзы). По Чекалевскому, прежде чем заливать форму, вместо щебня пространство между стеной и формой плотно набивали землей, содержащей гипс. Заливку таких крупных форм вели непосредственно из плавильной печи (печей) по схеме на рис. 51. Для этого форму нужно было располагать ниже печей, в специальной яме с укрепленными для удобства работы и ней стенками (кессоне). В этой яме приходилось выполнять все операции по изготовлению формы (кроме кусков гипсовой формы), так как из-за больших массы и размеров она была нетранспортабельна. Конечно, такие условия усложняли проведение работ. Кроме того, мог препятствовать успешному процессу уровень грунтовых вод. Из заметок и рисунков Леонардо в его «Кодексах» следует, что он полагал отливать своего гигантского коня в положении «на боку» из-за высокого уровня грунтовых вод в его миланской мастерской. В 1805 г. в Санкт-Петербурге был построен двухэтажный Литейный Дом, в котором печь для плавки бронзы была поднята на второй этаж. Тогда не нужна была яма: изготовление формы происходило на первом этаже, что существенно улучшало условия труда (рис. 133).
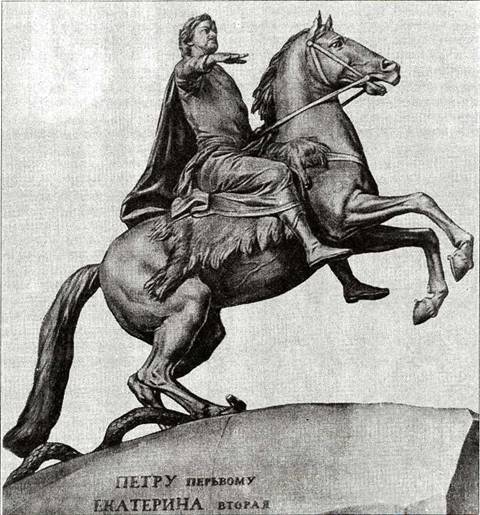
Рассмотренный способ изготовления литейной формы можно существенно облегчить, если отказаться от использования восковых моделей и перейти к кусковой формовке с глиняной рубашкой. Тогда вместо промежуточной кусковой гипсовой формы сразу делают глиняную из отдельных кусков. Один вариант такой технологии (условно «китайский»), использованный при изготовлении отливки «Царь-Лев» приведен в I части данной книги, другой, несколько отличный, — в книге Н. Н. Рубцова [13]. Однако при этом качество изделия более низкое: возникает большое число заливов на поверхности отливки в местах границ кусков формы, даже если ее собирают более тщательно, чем в случае, показанном на рис. 50. Следует, видимо, остановиться еще на одной цельнолитой статуе — знаменитом «Медном Всаднике», признаваемом повсеместно как выдающееся произведение. Отлитый при императрице Елизавете памятник Петру 1 по модели К. Б. Растрелли не понравился Екатерине II, хотя портретное сходство (есть еще бюст Петра I в Эрмитаже) признается наилучшим. Возможно, императрицу не удовлетворяла широко распространенная композиция памятника17, и она пригласила работавшего во Франции известного скульптора Э. М. Фальконе сделать новый памятник. В 1770 г. Фальконе закончил одобренную Екатериной модель статуи. Голову Петра 1 выполнила приехавшая с ним его молодая ученица М. Колло. Сам памятник (рис. 134) изготавливали более 10 лет — сначала скульптор с литейным мастером Б. Эремоном (первые 2 года), а затем только скульптор. 17 Памятник был установлен на свое место лишь после смерти Екатерины II по указанию Павла I.
Один из знатоков искусства того времени Д. Дидро писал Фальконе о виденной им модели: «Труд этот, как истинное прекрасное произведение, отличается тем, что кажется прекрасным, когда его видишь в первый раз, а во второй, третий, четвертый раз представляется еще более прекрасным: покидаешь его с сожалением и всегда охотно к нему возвращаешься» [13].
|
||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 228; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.008 с.) |