Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 5 приемы формовки художественных отливок в опоках (1)
Для художественных отливок при определенной конструкции разъемной модели можно сократить количество модельной оснастки. В частности, отказаться от стержневых ящиков.
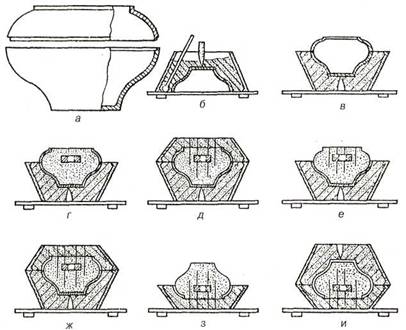
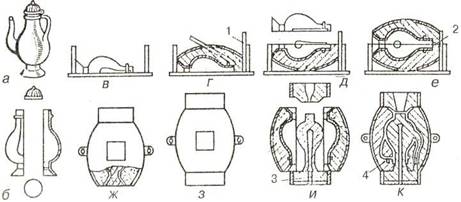
Классическим примером в этом отношении является изготовление литейной формы в двух опоках по разъемной модели детской игрушки «Горшок», или «Чугунок» (рис. 176). Отливку формуют по металлической модели, состоящей из двух частей: верхней — «венца» и нижней — «латочки» (а). Процесс формовки состоит в следующем: модель латочки с щелевым питателем заформовывают в верхней опоке (б) и извлекают модель питателя. Опоку переворачивают с модельной плитой, плиту снимают, очищают центрирующую выточку на модели латочки от попавшей смеси и устанавливают на нее модель венца (в). По внутренней полости модели, как по ящику, изготавливают стержень, в котором для прочности помещают металлический каркас (г). После этого устанавливают и заформовывают нижнюю опоку (д). Теперь начинаются разборочно-сборочные операции: снимают нижнюю полуформу и затем модель венца (е); нижнюю полуформу ставят на место (ж); переворачивают всю форму, снимают верхнюю полуформу и затем модель латочки (з); ставят на место верхнюю полуформу. Форма готова к заливке. Название рассматриваемого приема не очень благозвучно: «формовка с перекидным болваном», происходит от необходимой операции переворота всей формы с готовым стержнем внутри при разборке и сборке формы. Здесь в разъемной модели совмещены функции модели и стержневого ящика. Использование разъемной модели, видимо, берет свое начало от древнего принципа деления отливок на части, однако это не те же приемы. Во-первых, как отмечалось, в первом случае отливка получается целой, а не собирается из элементов. Во-вторых, принцип разъема модели (деления на части) иной. Это можно продемонстрировать на примере более сложной отливки: азиатского кувшина-кумгана (рис. 177, а), который формуется в четырех опоках. При разбивке этой отливки на отдельно изготавливаемые части, скорее всего, можно ожидать отделения ручки, возможно носика, как часто делают у чайников или самоваров, и, конечно, крышки.
Металлическая разборная модель кумгана (рис. 177, б) состоит из двух симметричных частей, не отличающихся по конфигурации от готового изделия, и отъемного донышка. Крышку кумгана отливают отдельно и монтируют в процессе его сборки. Кратко процесс формовки состоит в следующем (см. рис. 177): половинку кумгана без центрирующих шипов устанавливают на модельную плиту с двумя вертикальными стойками (в) и накрывают ее одной из половин средней опоки. Укрепив опоку между стойками со стороны горла модели закладкой 1, заполняют опоку формовочной смесью, которую уплотняют через квадратное отверстие на боковой стенке опоки (г). Затем опоку вместе с модельной плитой переворачивают, снимают плиту, устанавливают заформованную опоку в положение д и изготавливают часть стержня, находящуюся в носике и ручке модели. Сначала эти полости в нижней части модели заполняют смесью и уплотняют ее, после чего на них насыпают смесь с излишком и уплотняют ее верхней половиной модели, предварительно разместив в стержне упрочняющий каркас. Поверхность формы вокруг модели посыпают разделительным составом, устанавливают вторую половину средней опоки и заформовывают ее так же, как и первую (е). Заформованные и скрепленные части формы поворачивают и ставят вертикально, горлышком кумгана вверх. В области формы 2 (е) делают коническую подрезку, открывая вход во внутреннюю полость кумгана. Во внутреннюю полость модели насыпают смесь на половину высоты, смесь уплотняют. Устанавливают сверху нижнюю опоку с прикрепленным к ее поперечному ребру трубчатым каркасом 3 и продолжают добавлять смесь, уплотняя ее в модели и в нижней опоке (ж). Заформованные и скрепленные нижнюю и верхнюю опоки переворачивают. Подрезав смесь внутри модели со стороны дна кумгана, устанавливают модель донышка и верхнюю опоку (з). В центре донышка помещают модель щелевого питателя и, посыпав поверхность разъема разделительным составом, формуют верхнюю опоку. Затем форму разбирают, чтобы извлечь части модели: сначала снимают верхнюю опоку, затем раздвигают средние (и).
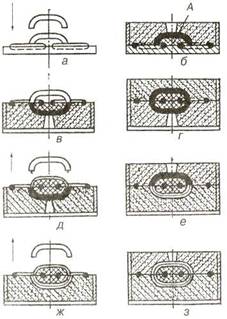
В фиксирующий знак 4 на ручке модели вставляют металлическую пластину, которая будет служить основанием шарнира крышки кумгана, и форму собирают (к). Конечно, если не изготавливать стержень в пустотелой модели при формовке, а использовать для этого специальные стержневые ящики (в данном случае потребуются два разных стержня), процесс изготовления формы кумгана можно упростить. Для этого достаточно две опоки. С одной стороны, ручные операции подрезки, формовки с перекидным болваном, требующие высокой квалификации, могут быть заменены простой установкой стержней при сборке формы, изготовленных отдельно по стержневым ящикам, что особенно важно для машинных способов изготовления форм. С другой стороны, эти операции позволяют получать литейные формы сложных изделий при относительно небольшой стоимости модельной оснастки, т. е, их предпочтительнее использовать в мелкосерийном производстве. Формовку с перекидным болваном часто применяют для получения полых бюстов, статуэток и т.д. Еще один ранее рассмотренный пример: соединение элементов литой цепи, выполнявшееся в постоянных формах из четырех частей (см. рис. 109). Соединение может быть получено с помощью разъемной модели и формовки с перекидным болваном всего в двух опоках (рис. 178).
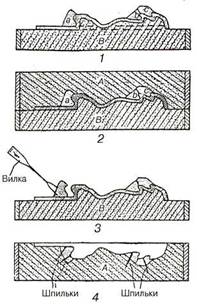
Для этого в гнезда специальной модельной плиты укладывают два предварительно отлитых кольца и между ними ставят вертикально половину модели третьего звена (а). Под моделью звена изготавливают часть перекидного болвана А. Загладив и припылив болван, на плиту устанавливают верхнюю опоку, на модель звена — щелевой питатель и изготавливают верхнюю полуформу (б). Перевернув полуформу, устанавливают вторую половину модели (в), аналогично изготавливают вторую половину болвана, а затем и нижнюю полуформу (г). Далее выполняют операции по разборке и сборке формы с целью извлечения разборной модели (д-з). Аналогичным образом формуют миниатюрные цепочки и браслеты для часов [42]. И, наконец, еще один важный для художественного литья прием, также имеющий глубокие исторические корни — «кусковая формовка». Вспомним операцию изготовления кусковой гипсовой формы для получения с ее помощью восковой модели при литье статуй (см. стр. 124), или кусковую формовку из глины, в которую непосредственно заливают металл (см. рис. 50). Смысл изготовления кусков формы заключается в возможности снять их с модели без искажения фигурного профиля. Для удобства последующей сборки формы сложных отливок, при наличии большого числа кусков, несколько кусков лицевого слоя объединяют куском-раковиной второго слоя (см. стр. 129). Своеобразную интерпретацию получил этот способ при формовке в опоках. Рассмотренные выше отливки позволяли изготовить форму по целой или разъемной модели без использования кусковой формовки. Однако для получения литейных форм бюстов, статуэток, некоторых барельефов и других художественных изделий без этого приема часто обойтись нельзя. Например, барельеф (рис. 179) имеет на лицевой поверхности многочисленные области (a—f) с поднутрениями, препятствующими снятию формы с модели. Для того, чтобы снять форму, не повредив ее, надо убрать поднутрения, как бы «сгладить» поверхность модели. Сначала изготавливают полуформу В (рис. 180, 1), оформляющую обратную сторону барельефа, которая не создает проблем при снятии модели с полуформы. Перевернув полуформу, в местах поднутрений а, b, с и др. изготавливают из жирной (глинистой) песчаной смеси куски, «сглаживающие» эти поднутрения. Затем, как обычно, изготавливают вторую, чаще всего нижнюю, полуформу 2.
При снятии нижней полуформы куски остаются на модели 3. Их снимают с модели в направлении и в последовательности, которые обеспечивают их сохранность. Затем куски устанавливают на место в нижнюю полуформу, закрепляя шпильками 4. Полуформы перед сборкой можно сушить или, для некрупных тонкостенных отливок, использовать сырыми.
|
||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 103; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.25.163 (0.009 с.) |