Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Правила безопасности труда при выполнении слесарной операции «Разметка металла»
Похожие статьи вашей тематики
- поверхность разметочной плиты должна быть всегда чистой и гладкой;
- необходимо оберегать ее от забоин, царапин и других повреждений;
- установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
- заготовки (детали) и приспособления надёжно устанавливать не на краю плиты, а ближе к середине;
- перед установкой заготовок (деталей) проверить плиту на устойчивость; следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободными; проверять надёжность крепления молотка на рукоятке;
- удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой;
- по окончании разметочную плиту промыть керосином и протереть сухой чистой тряпкой, смазать маслом и покрыть предохранительной деревянной крышкой.
Контрольные вопросы
1. Как подготовить рабочее место при выполнении разметки детали: а) обработанную? б) необработанную?
2. Как нанести на детали с помощью измерительной линейки, разметочного циркуля и чертилки: а) взаимно перпендикулярные риски? б) параллельные риски?
3. Как с помощью измерительной линейки, разметочного циркуля и чертилки нанести на металлической пластине риски под углами: а) 45°? б) 60°? в) 120°?
4. Как разметить окружность заданного диаметра?
5. Как при помощи измерительной линейки и разметочного циркуля: а) разделить окружность на четыре равные части? б) построить правильный шестиугольник?
6. Как произвести сопряжение двух дуг прямой линией?
7. Как разметить контур плоской детали по шаблону?
Инструкционно-технологическая карта № 2
ПРАВКА МЕТАЛЛА
| Инструменты
| Материалы
| Оборудование
| | Молотки со вставными бойками (из мягкого металла — свинцовые, алюминиевые, латунные и из твердых сплавов)
Деревянные молотки (киянки)
Металлические накладки
Мел
| Круглые прутки различных диаметров
Валы
Заготовки, имеющие различные изгибы
Заготовки из листового металла
Трубы небольшого диаметра (стальные и из цветного металла)
| Правильные плиты
Винтовые прессы
Приспособления:
Бруски
Гладилки
Поверочные плиты
|
| Технологический процесс
| Указания и пояснения
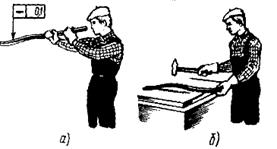
| - Отработка приемов точности нанесения ударов.
| 
| 1. Взять отрезок стальной полосы и обозначить на ней мелом или кернером условные места для нанесения ударов – кружочки разных диаметров.
2. Надеть рукавицы. Взять молоток и полосу. Принять рабочее положение. Стоять прямо, свободно, устойчиво.
3. Положить полосу на плиту так, чтобы метки находились в пределах плоскости плиты, плотно прилегая к ней.
4. Выполнить упражнение на точность нанесения ударов. Удары наносить локтевые. Смотреть только на место удара.
5. По мере овладения навыками на одном круге переходить к следующим кругам – меткам меньшей площади.
| - Правка полосового металла.
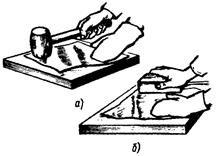
| | 2.1.Изогнутого по плоскости.
| 1. Отметить выпуклые места мелом.
2. Надеть рукавицы.
3. Положить полосу на плиту выпуклостью вверх, так чтобы она соприкасалась с плитой по двум линиям.
4. Наносить по выпуклым местам полосы сильные удары молотком, уменьшая силу ударов по мере выправления.
5. Наносить удары молотком от края к середине выпуклости.
6. Проверить точность правки на плите на просвет или с помощью щупа либо поверочной линейки. Отклонение – не более 0,1 мм на длине 500 мм.
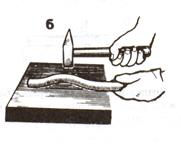
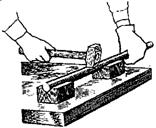
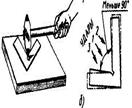
| 2.2.Изогнутого по ребру.
| 1. Определить границы кривизны.
2. Положить искривленную полосу на плиту.
3. Удары наносить носком молотка по вогнутой части полосы, располагая его поперек кромки, до тех пор, пока полоса не примет прямолинейную форму (см. рисунок).
Допустимое отклонение от прямолинейности – до 0,1 мм на длине 500 мм.
| 2.3.Со спиральной кривизной.
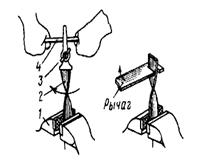
| 1. Закрепить полосу в тисках перпендикулярно их губкам.
2. Конец полосы зажать ручными тисками.
3. Вставить в разъем ручных тисков металлический рычаг (стержень, пруток, стальную полосу).
4. Равномерным вращением выправить спиральный изгиб.
5. Окончательную правку провести обычным (описанным выше) способом.
6. Контроль правки – «на глаз», наложением на поверочную плиту (по просвету) или с помощью щупа.
| | 3. Правка листового металла.
| 3.1.Стальным молотком. 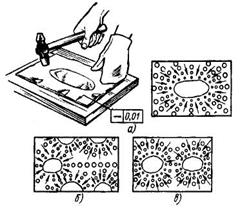
| 1. Положить лист на плиту и с помощью линейки определить выпуклости, границы которых обвести мелом или графитовым карандашом.
2. Определить последовательность нанесения ударов в зависимости от количества выпуклостей и их расположения:
- если на заготовке имеется одна выпуклость, находящаяся посередине листа, то удары наносить от края листа по направлению к выпуклости.
- если выпуклость расположена по краям листа (волнистость), удары следует наносить от середины к краям листа.
- на листе с несколькими выпуклостями удары наносить в промежутках между выпуклостями, после этого править каждую отдельную выпуклость.
3. После устранения волнистости лист перевернуть и легкими ударами восстановить его прямолинейность (удары наносить частые, но не сильные, по мере приближения к границам выпуклости удары наносить чаще и слабее).
| 3.2.Толщиной более 0,5 мм киянкой или молотком с мягкими вставками.
| 1. Уложить лист на плиту выпуклостью вверх.
2. Обвести границы неровностей мелом или графитовым карандашом.
3. Прижать лист к плите, молотком (деревянным или с медными, латунными, свинцовыми вставками) наносить удары между выпуклостями, периодически переворачивая лист.
4. Приемы правки такие же, как и стальным молотком.
5.Контроль качества – отсутствие забоин и вмятин; поверхность листа ровная, с отклонением ± 0,001 мм на 200 мм длины.
| | 3.3.Толщиной менее 0,5 мм.
| 1. Уложить лист на плиту выпуклостью вверх. Прижать рукой к плите.
2. Взять брусок (деревянный или металлический), наложить на лист и с незначительным нажимом перемещать слева направо, вдоль листа до его края.
3. В конце правки нажим ослабить и движением в обратную сторону без усилия перемещать в начальное положение. Выполнять до полного выправления листа.
4. Переворачивать лист с одной стороны на другую, разглаживать до полного выпрямления.
| | 4. Правка стальных прутков.
|
4.1.Диаметром до 12 мм на правильной плите.
| Круглые прутки диаметром до 12 мм правят и проверяют так же, как и полосовой металл (см. п. 2).
|  4.2.Диаметром 12 – 30 мм на призмах. 4.2.Диаметром 12 – 30 мм на призмах.
| 1. Определить выпуклые места и наметить их мелом.
2. Установить пруток на призмы, расстояние между которыми 50 – 100 мм, выпуклостью вверх.
3. Наносить удары по выпуклому месту молотком со вставкой из мягкого металла (если правка производится стальным молотком – применять подкладку из мягкого металла).
4. Качество правки определять на плите по просвету между плитой и перекатываемым по ней прутком.
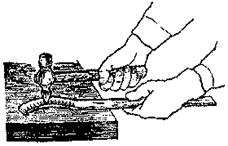
| | 5. Правка деталей из закаленного металла (рихтовка).
| 5.1.Закаленной полосы.
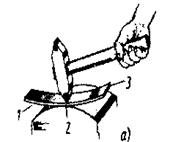
| 1. Расположить полосу на рихтовальной бабке выпуклостью вниз.
2. Рихтовальным молотком наносить не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям в порядке, указанном цифрами (2 – 1 – 3).
3. Прямолинейность проверить на плите по просвету.
|  5.2.Закаленного уголка до угла 90 градусов 5.2.Закаленного уголка до угла 90 градусов
| 1. Положить угольник на правильную плиту.
2. Удары молотком наносить у вершины внутреннего угла, если угольник имеет угол меньше 90 градусов.
3. Если угол больше 90 градусов, удары молотком наносить у вершины наружного угла.
4. Удары наносить с обеих сторон угольника.
5.Заканчивать правку, если ребра примут правильную форму и оба угла будут равны 90 градусов.
| | 6. Правка труб и пустотелых деталей (правка на ручных прессах).
| 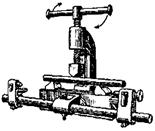
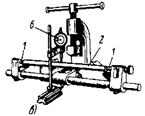
| 1. Перекатыванием вала по плите определить выпуклость и отметить ее мелом.
2. Установить вал на призмы под винт пресса выпуклостью вверх.
3. Вращая рычаг, нажать винтом пресса на вал, периодически проверяя прямолинейность вала линейкой «на просвет» (под шпиндель пресса установить подкладки из мягкого металла).
4. Окончательный контроль прямолинейности провести в центрах с помощью индикатора (см. рисунок).
|
|