
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Правила безопасной работы при выполнении слесарной операции «Нарезание резьбы»Содержание книги
Поиск на нашем сайте
- при нарезании резьбы метчиками и плашками вручную в деталях с сильно выступающими острыми частями следят за тем, чтобы при повороте воронка не поранить руки. - в процессе нарезки необходимо тщательно следить за тем, чтобы не было перекоса метчика. - чтобы получить чистую резьбу с правильным профилем и не испортить метчик, нужно применять при нарезании резьбы смазочно-охлаждающие жидкости - нельзя при нарезании резьбы употреблять машинные и минеральные масла - при нарезании резьбы плашкой для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса. Контрольные вопросы 1. В каких случаях применяют для нарезания наружной резьбы цельные и разрезанные плашки? 2. Какого диаметра должен быть стержень для нарезания на нём резьбы М12? 3. Как подготовить стержень для нарезания на нём резьбы круглой плашкой? 4. Каковы причины брака при нарезании наружной резьбы: а) «рваная» резьба? б) неполная резьба? в) перекос нарезанной части стержня? 5. Как получить при нарезании на стержне чистую и точную резьбу? 6. Каким сверлом нужно просверлить отверстие для нарезания в нём крепёжной резьбы: а) М 12? б) 1/2? 7. Как нарезать резьбу: а) в сквозном отверстии? б) в глухом отверстии? 8. Для чего применяется смазка при нарезании резьбы? 9. Почему метчики изготавливаются из углеродистой стали, а не из легированной стали, как свёрла? Ведь метчики, как и свёрла, - режущие инструменты. Инструкционно-технологическая карта № 9 КЛЁПКА МЕТАЛЛА
|
||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 122; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.119.149 (0.009 с.) |
||||||||||||||||||||||||||||||




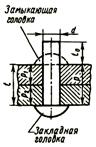
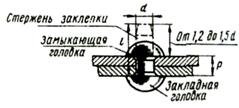
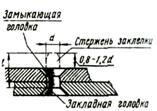

 Рис. № 1. Рис. № 2.
Рис. № 1. Рис. № 2.
 Рис. № 3. Рис. № 4.
Рис. № 3. Рис. № 4.
 Рис. № 5.
Рис. № 5.
 Рис. № 1.
Рис. № 1.
 Рис. № 2.
Рис. № 2.
 Рис. № 3.
Рис. № 3.



