
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Правила безопасной работы при выполнении слесарной операции «Резка металла»Содержание книги
Поиск на нашем сайте
- оберегать руки от ранения о режущие кромки ножовки или заусеницы на металле; - следить за положением левой руки, поддерживая лист снизу; - не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук; - не загромождать рабочее место ненужными инструментами и деталями; не снимать и не смазывать движущиеся и вращающиеся части; - не переводить ремень со ступени на ступень при работе ножовочного станка.
Контрольные вопросы 1. Почему ножовочное полотно после закрепления его в рамку ножовки всё время находится в натянутом положении? 2. Как держать ножовку правой и левой руками? 3. Какие правила необходимо соблюдать при резании металла? 4. Каковы причины поломки полотна ножовки? Как избежать поломок полотна?
Инструкционно-технологическая карта № 6 ОПИЛИВАНИЕ МЕТАЛЛА
Рис. № 1. Рис. № 2.
Рис. № 3.
Рис. № 4.
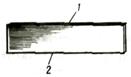
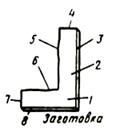
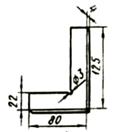
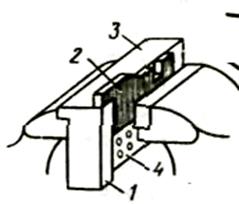
Рис. № 5. Рис. № 6. | 1. Проверить правильность разметки. 2. Опилить перекрестным штрихом последовательно широкие поверхности 1 и 2 сначала плоским драчевым, а затем личным напильником (см. рисунок № 3). 3. Проверить плоскостность, параллельность и толщину опиленной поверхности. 4. Зажать угольник в тисках с нагубниками и опиливать наружное ребро 3 до получения прямого угла между ним и широкими поверхностями 1 и 2. 5. Опилить в такой же последовательности ребро 8, проверяя его угольником относительно ребра 3. 6. Просверлить в вершине внутреннего угла отверстие диаметром 3 мм и сделать прорезь к нему шириной 1 мм для выхода инструмента. 7. Опилить последовательно внутренние ребра 5, 6, выдерживая параллельность ребра 5 ребру 3, а ребра 6 – ребру 8 и добиваясь, чтобы внутренний угол между ребрами 5, 6 и наружный угол между ребрами 3, 8 были прямыми (см. рисунок № 4). 8. Опилить последовательно торцы 4 и 7, выдерживая размеры по чертежу и угол 90º по отношению к ребрам. 9. Снять заусеницы с ребер. 10.Провести контроль на просвет на уровне глаз 2 – 3 раза (при правильном опиливании световой зазор должен быть узким и равномерным, см. рисунок № 5 и № 6).
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
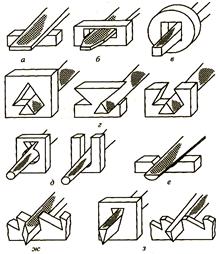
| 6.4. Опиливание криволинейных поверхностей. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
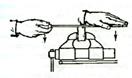
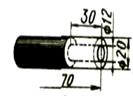
| Опиливание цилиндрического стержня.
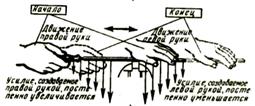
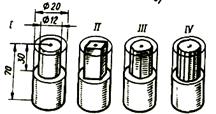
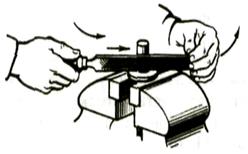
| 1. Разметить стержень и провести на его торце окружности заданного диаметра; нанести разметочную риску вокруг цилиндра. 2. Закрепить заготовку в тисках горизонтально так, чтобы ее конец выступал от края губок немного более длины обрабатываемого стержня. 3. Опилить заготовку: - при движении напильником вперед (рабочий ход) правая рука с ручкой напильника опускается вниз, а передняя часть (носок) напильника левой рукой поднимается вверх. - при движении напильника назад (холостой ход) правая рука с напильником поднимается, а левая с концом напильника опускается (см. рисунок). 4. Чередовать при опиливании перемещение в тисках заготовки: поворачивать ее на ¼ - 1 оборот так, чтобы необработанная поверхность находилась в сфере работы напильника: - опилить цилиндрический стержень на квадрат; - опилить у квадрата углы для получения восьмигранника; - опилить восьмигранник до получения шестнадцатигранника; - опилить до получения цилиндрического стержня. 5. Опилить окончательно цилиндрическую поверхность плоским напильником с насечкой № 2. 6. Проверить диаметр стержня в нескольких местах штангенциркулем, а цилиндрическую поверхность сверху – радиусомером.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Опиливание выпуклых поверхностей.
| 1. Разметить заготовку по чертежу. 2. Отрезать ножовкой углы заготовки. 3. Опилить драчевым напильником слой металла, не доходя до разметочной риски на 0,8 – 1,0 мм. 4. Опилить личным напильником окончательно по риске.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Опиливание вогнутых поверхностей.
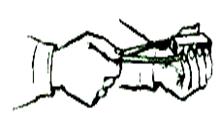
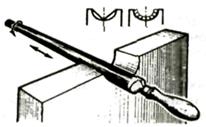
| 1. Разметить контур заготовки по чертежу. 2. Удалить большую часть металла вырезанием ножовкой, придав вырезу форму треугольника, или высверливанием (см. рисунок). 3. Опилить грани или выступы полукруглым или круглым напильником с насечкой № 1, не доходя до риски разметки 0,3 – 0,5 мм. 4. Опилить окончательно личным напильником. 5. Проверить качество по шаблону «на просвет», а перпендикулярность поверхности – угольником.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6.5. Опиливание по разметке и заданным размерам в приспособлениях. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
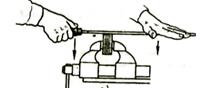
| Опиливание в плоскопараллельных наметках.
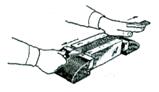
| 1. Нанести разметку всего контура по чертежу. 2. Установить наметку 4 в тисках так, чтобы она легла выступом 1 на неподвижную губку (см. рисунок). 3. Обрабатываемую заготовку 2 расположить между подвижной губкой тисков и плоскостью 3 наметки. 4. Зажать тиски и совместить разметочную риску с верхней кромкой наметки (использовать молоток массой 100 гр.). 5. Зажать окончательно наметку с заготовкой. 6. Опилить предварительно драчевым напильником выступающие части заготовки (соблюдать параллельность движения; припуск – 0,3 – 0,5 мм). 7. Опилить окончательно заготовку начисто личным напильником заподлицо с рабочей поверхностью приспособления. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
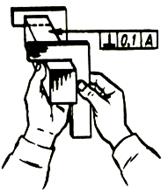
| Опиливание в металлической рамке.
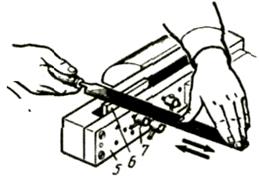
| 1. Разметить заготовку по чертежу. 2. Вставить обрабатываемую заготовку 6 в рамку 5 и слегка зажать винтами 7 (см. рисунок). 3. Добиться совпадения риски на заготовке с внутренним ребром рамки. 4. Закрепить окончательно винты 7. 5. Установить рамку с заготовкой в тиски. 6. Опилить заготовку предварительно драчевым напильником (припуск – 0,3 – 0,5 мм). 7. Опилить заготовку окончательно личным напильником до плоскости рамки. 8. Вынуть рамку из тисков. 9. Освободить винты, вынуть заготовку. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Опиливание в универсальной наметке.
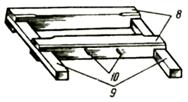
| 1. Разметить заготовку по чертежу. 2. Установить в тиски раздвижную рамку 8, 9 (см. рисунок), которая должна упираться в губки тисков двумя парами штырей 10. 3. Совместить разметочную линию с верхней плоскостью рамки. 4. Зажать заготовку с рамкой в тисках (расстояние между направляющими планками должно быть больше, а между штифтами – меньше ширины губок тисков). 5. Опилить заготовку предварительно драчевым напильником (припуск – 0,2 – 0,3 мм). 6. Опилить заготовку окончательно личным напильником до поверхности рамки. 7. Вынуть рамку из тисков. 8. Снять заготовку. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
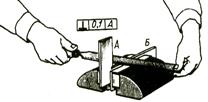
| Опиливание по кондуктору.
| 1. Точно установить заготовку 12 в кондуктор 11 (см. рисунок). 2. Зажать кондуктор вместе с заготовкой в тисках. 3. Опилить выступающую часть заготовки до уровня рабочей поверхности кондуктора. 4. Освободить кондуктор из тисков и снять заготовку. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

























Правила безопасной работы при выполнении слесарной операции
«Опиливание металла»
- при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
- образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щёткой; строго запрещается сбрасывать стружку обнажёнными руками, сдувать её или удалять сжатым воздухом;
- при работе следует пользоваться только напильниками с прочно насаженными рукоятками;
- запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками.
Контрольные вопросы
1. Как правильно держать напильник?
2. Какие движения называются рабочим и холостым ходом напильника?
3. В каком темпе следует выполнять движения при опиливании?
4. В каких случаях опиливают плоскую поверхность: а) продольным штрихом? б) поперечным штрихом? в) перекрестным штрихом?
5. Как проверить качество опиливания плоской поверхности лекальной линейкой?
6. Какие плоские поверхности называются сопряженными?
|
| Поделиться: |



