Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Порядок выполнения сварки детали из коррозионностойкой стали, аустенитного класса с деталью из углеродистых кремне-марганцовистых сталей перлитного класса толщиной более 10 мм.Содержание книги
Поиск на нашем сайте
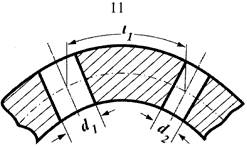
Экзаменационный БИЛЕТ № 1 1. Какое минимальное расстояние между центрами двух соседних отверстий расположенных на криволинейной поверхности должно быть в соответствии с Минимальное расстояние l1 по срединной линии между центрами двух соседних отверстий должно быть не менее 1,4 полусуммы диаметров этих отверстий (смотри рисунок расположения отверстий на криволинейной поверхности):
2. Какие требования ПНАЭ Г-7-009-89 следует соблюдать при выявлении дефектов в сварных соединениях? Все выявленные дефекты подлежат исправлению. При выявлении дефектов в процессе сварки, сварка должна быть остановлена, дефекты должны быть устранены. Сварка может быть возобновлена только после исправления дефектов и принятия мер, предотвращающих их появление. Дефекты, выявленные в готовом сварном соединении, также подлежат исправлению. Исправление дефектов следует выполнять по ПТД. 3. На сварку каких элементов локализующих систем безопасности распространяются «Основные положения по сварке элементов локализующих систем безопасности атомных станций» ПН АЭ Г‑10‑31‑92? ПН АЭ Г-10-31-92 распространяется на сварку следующих элементов ЛСБ: - герметизирующая стабильная облицовка; - закладные детали, являющиеся частью этой облицовки; - узлы приварки к облицовке функциональных систем, пересекающих облицовку герметичного контура; - сварные соединения приварки анкерных элементов к облицовке со стороны бетонирования. 4. Требования Правил аттестации сварщиков к порядку допуска сварщиков к аттестации (ПН АЭ Г‑7‑003‑87). Аттестация сварщиков подразделяется на первичную, дополнительную, периодическую и внеочередную. Первичную аттестацию проходят сварщики, не имевшие ранее допуска к сварке оборудования и трубопроводов АЭС. К первичной аттестации допускаются сварщики, имеющие: - свидетельство о присвоении квалификации сварщика соответствующего разряда; - производственный стаж выполнения сварочных работ по присвоенной квалификации: а) не менее 12 мес. - для допуска к ручной и п/авт. сварке соединений I и II категорий; б) не менее 6 мес. - для допуска к автоматической сварке соединений I и II категорий, ручной и п/автоматической сварке соединений III категории, ручной и автоматической наплавке антикоррозионных покрытий.
в) не менее 3 мес. - для автоматической сварки швов III категории. - специальную теоретическую и практическую подготовку по соответствующим сварочным работам. По решению аттестационной комиссии в порядке индивидуального подхода могут быть допущены следующие отступления от требований к производственному стажу: - стаж может быть сокращен до 6 мес. на допуск к ручной и п/авт. сварке и до 3 мес. на допуск к авт. сварке; - для сварки соединений III категории на трубопроводах могут быть допущены выпускники ПТУ или учебных комбинатов, не имеющие производственного стажа; - для выполнения соединений по новой для данного предприятия технологии могут допускаться ИТР - специалисты по сварке, осуществляющие разработку и внедрение этой технологии и не имеющие производственного стажа; - при внедрении новых для предприятия способов сварки, требующих аналогичной или более высокой квалификации; - сварщики, имеющие стаж по сварке изделий, работающих под давлением, не менее 3 мес. допускаются без специальной практической подготовки. Дополнительную аттестацию проходят сварщики, прошедшие первичную аттестацию, перед допуском к выполнению сварочных работ, не указанных в их удостоверениях, а также после перерыва в выполнении соответствующих работах свыше 6 мес. Периодическую аттестацию проходят все сварщики в целях продления срока действия их удостоверений на допуск к выполнению соответствующих сварочных работ. Проводится не реже 1 раза в 24 мес. Комиссия может освободить сварщика от периодической аттестации и продлить срок действия удостоверения до 12 мес., но не более чем 2 раза при качестве, отвечающем установленным требованиям. Внеочередную аттестацию проходят сварщики перед их допуском к выполнению сварки после временного отстранения от работы за нарушение технологии сварки или неудовлетворительное качество работы. Область действия НД «Требования к управлению ресурсом оборудования и трубопроводов атомных станция. Основные положения» (НП-096-15). Действие настоящих Основных положений распространяется на управление ресурсом следующих оборудования и трубопроводов АС: - все единицы оборудования и трубопроводов, отнесенные в проекте блока АС к элементам 1 класса безопасности;
- все единицы оборудования единичного и мелкосерийного производства и референтные единицы трубопроводов и оборудования АС, отнесенные в проекте блока АС к элементам 2 класса безопасности; - отдельные, отнесенные в проекте блока АС к элементам 3 класса безопасности, единицы оборудования и трубопроводов в порядке, установленном эксплуатирующей организацией по согласованию с разработчиками проектов реакторных установок и АС. _____________________________________________________ Экзаменационный БИЛЕТ № 2 Требования ПН АЭ Г-7-010-89 к контролю производственных сварных соединений корпусов группы А. Сварные соединения оборудования и трубопроводов группы А отнесены к I категории. Выбор методов контроля осуществляется конструкторской организацией. Все сварные соединения I категории подлежат 100% объему контроля визуальным, капиллярным, радиографическим, ультразвуковым методами. Кроме указанного, для корпусов оборудования группы А выполняется производственное контрольное сварное соединение, которое должно быть аналогично одному из контролируемых произв. стыковых, кольцевых или продольных сварных соединений центральных обечаек корпуса по марке и плавке основного металла, по партии сварочных материалов, по типу св. соединения, номинальным толщинам и наружным диаметрам и режимам сварки, подогрева и термообработки. Допускается соотношение диаметров и толщин не более 1,25 для оборудования группы А и не более 2,0 для оборудования группы В. 4. Область распространения и основные требования, установленные «Правилами контроля сварных соединений элементов локализующих систем безопасности атомных станций» ПН АЭ Г-10-32-92. Распространяются на контроль…; устанавливают требования к подготовке производства и технологии сварочных работ, определяют категории сварных соединений, методы и объём контроля, нормы оценки качества сварных соединений. За какие нарушения Федерального закона «Об использовании атомной энергии» несут ответственность должностные лица? Несут ответственность дисциплинарную, административную или уголовную в соответствии с законодательством РФ. К числу таких нарушений относятся (27 пунктов): 1) нарушение норм и правил в области использования атомной энергии; 2) нарушение условий разрешений (лицензий) на право ведения работ в области использования атомной энергии; 3) неисполнение или ненадлежащее исполнение предписаний органов государственного регулирования безопасности; 4) проведение работ на ядерной установке, на радиационном источнике и в пункте хранения, а также обращение с ядерными материалами и радиоактивными веществами без указанного разрешения; 5) выдача указанного разрешения (лицензии) и предписаний должностными лицами органов государственного регулирования безопасности с нарушением установленного порядка; 6) несоблюдение требований к размещению ядерной установки, радиационного источника и пункта хранения; 7) поставка, монтаж и ввод в эксплуатацию неисправного оборудования ядерной установки, радиационного источника и пункта хранения; 8) приемка в эксплуатацию ядерной установки, радиационного источника и пункта хранения без сооружения и ввода в действие всех предусмотренных в проекте указанных объектов;
9) приемка в эксплуатацию ядерной установки, радиационного источника и пункта хранения без реализации мер по обеспечению защиты работников и командированных работников указанных объектов использования атомной энергии, населения прилегающих районов и охраны окружающей среды; 10) невыполнение своих должностных обязанностей работниками ядерной установки, радиационного источника и пункта хранения; 11) самовольное оставление ядерной установки, радиационного источника и пункта хранения работниками дежурной смены; 12) невыполнение своих должностных обязанностей лицами, указанными в абзаце первом настоящей статьи, в критических ситуациях, которое повлекло или могло повлечь за собой человеческие жертвы, необоснованное облучение людей или радиоактивное загрязнение окружающей среды; 13) допуск к работе на ядерной установке, на радиационном источнике и в пункте хранения работников без соответствующих документов, удостоверяющих квалификацию, работников, имеющих медицинские противопоказания для работы на указанных объектах, а также лиц моложе 18 лет; 14) прямое или косвенное принуждение работников указанными должностными лицами к нарушению регламента и инструкций по эксплуатации ядерной установки, радиационного источника и пункта хранения; 15) и т.д…… Экзаменационный БИЛЕТ № 3 1. За счет чего обеспечивается безопасность атомной станции в соответствии с Безопасность АС должна обеспечиваться за счет последовательной реализации глубокоэшелонированной защиты, основанной на применении системы физических барьеров на пути распространения ионизирующего излучения и радиоактивных веществ в окружающую среду, и системы технических и организационных мер по защите барьеров и сохранению их эффективности, а также по защите персонала, населения и окружающей среды.
Требования ПН АЭ Г-7-009-89 к выполнению ручной дуговой наплавки двойного антикоррозионного покрытия. Ручную дуговую наплавку покрытыми электродами следует выполнять валиками шириной не более 3-х диаметров применяемых электродов. Каждый валик должен перекрывать предыдущий не менее чем на 1/3 его ширины. В процессе наплавки после каждого валика его поверхность и примыкающие к нему участки основного (наплавленного) металла должны зачищаться от шлака, брызг металла и визуально контролироваться на отсутствие дефектов. После выполнения каждого слоя производится зачистка его поверхности и визуальный контроль по всей площади. Толщина первого слоя-3+2-1 мм.
Суммарная толщина после наплавки второго слоя не менее 5мм после м/о при 2-х слойном покрытии, не менее 7мм после м/о - при многослойном. Экзаменационный БИЛЕТ № 4 1. Какие требования предъявляют НП-001-15 по определению механических характеристик металла, прошедшего термическую обработку. Механические характеристики металла, прошедшего термическую обработку, должны определяться при испытаниях образцов, вырезанных из припусков или специально изготовленных контрольных проб. Пробы должны изготавливаться из металла той же партии (плавки), что и контролируемая деталь и (или) сборочная единица. Пробы должны подвергаться термической обработке в том же объеме и по тем же режимам, что и изделие в процессе изготовления или монтажа (вместе с контролируемым изделием или отдельно от него) с учетом отпусков в случаях исправления дефектов металла. После термической обработки должны быть определены механические свойства металла и его стойкость против межкристаллитной коррозии (последнее - только для коррозионно-стойких сталей аустенитного класса и железоникелевых сплавов). Необходимость, объем и температура испытаний, определяемые характеристики и показатели, а также типы и количество образцов устанавливаются конструкторской документацией (таблицами контроля качества) и технологической документацией. 2. На что распространяются ПН АЭ Г-7-009-89 и какие требования они устанавливают? ПН АЭ Г-7-009-89 (Основные положения...) распространяются на сварку и наплавку оборудования и трубопроводов, на которые распространяются "Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок". ОП устанавливают основные требования к сварочному оборудованию, сварочным материалам, подготовке и сборке под сварку, сварке, наплавке, термической обработке сварных соединений и наплавленных деталей (изделий), технике безопасности, а также к основным рекомендуемым типам сварных соединений и режимам сварки (наплавки). ОП распространяются на сварку сталей перлитного класса, аустенитного класса, высокохромистых сталей и железоникелевых сплавов, а также на сварку деталей из двухслойных сталей, на наплавку антикоррозионного покрытия и на выполнение усиливающих наплавок. Назначение и область применения НП-090-11 «Требования к программам обеспечения качества для объектов использования атомной энергии». Федеральные нормы и правила в области использования атомной энергии “Требования к программе обеспечения качества для атомных станций” устанавливают цель программы обеспечения качества для АС, требования к составу, содержанию и реализации программы обеспечения качества для АС. Настоящий документ предназначен для проектируемых, строящихся, эксплуатируемых и выводимых из эксплуатации блоков АС или АС, включая обращение с радиоактивными отходами в границах площадки АС. Настоящий документ распространяется на системы (элементы), важные для безопасности АС, а также на работы и услуги, важные для безопасности АС.
Права организаций и граждан в области использования атомной энергии согласно Федеральному закону «Об использовании атомной энергии» (170-ФЗ). 13. Имеют право в установленном порядке запрашивать, получать от соответствующих органов исполнительной власти... информацию по безопасности намечаемых к сооружению, проектируемых, сооружаемых, эксплуатируемых и выводимых из эксплуатации ядерных установок, радиационных источников и пунктов хранения ядерных материалов, за исключением сведений, составляющих государственную тайну. 14. Имеют право на участие в обсуждении проектов законодательных актов и программ в области использования атомной энергии. Требования НП-089-15 к проверке знаний у должностных лиц и специалистов. Должностные лица и специалисты, занятые проектированием, конструированием, изготовлением, монтажом и эксплуатацией оборудования и трубопроводов, должны проходить периодическую проверку знаний соответствующих глав настоящих Правил в порядке и в сроки, установленные организацией, выполняющей указанные работы, но не реже одного раза в пять лет.
Экзаменационный БИЛЕТ № 5 Требования Правил аттестации сварщиков к порядку допуска сварщиков к аттестации (ПБ 03-273-99). Аттестация сварщиков подразделяется на первичную, дополнительную, периодическую и внеочередную. Первичную аттестацию проходят сварщики, не имевшие ранее допуска к сварке оборудования и трубопроводов АЭС. К первичной аттестации допускаются сварщики, имеющие: 1) свидетельство о присвоении квалификации сварщика соответствующего разряда; 2) производственный стаж выполнения сварочных работ по присвоенной квалификации: а) не менее 12 мес. - для допуска к ручной и п/авт. сварке соединений I и II категорий; б) не менее 6 мес. - для допуска к автоматической сварке соединений I и II категорий, ручной и п/автоматической сварке соединений III категории, ручной и автоматической наплавке антикоррозионных покрытий. в) не менее 3 мес. - для автоматической сварки швов III категории. 3) специальную теоретическую и практическую подготовку по соответствующим сварочным работам. По решению аттестационной комиссии в порядке индивидуального подхода могут быть допущены следующие отступления от требований к производственному стажу: 1) стаж может быть сокращен до 6 мес. на допуск к ручной и п/авт. сварке и до 3 мес. на допуск к авт. сварке; 2) для сварки соединений III категории на трубопроводах могут быть допущены выпускники ПТУ или учебных комбинатов, не имеющие производственного стажа; 3) для выполнения соединений по новой для данного предприятия технологии могут допускаться ИТ; 4) специалисты по сварке, осуществляющие разработку и внедрение этой технологии и не имеющие производственного стажа; 5) при внедрении новых для предприятия способов сварки, требующих аналогичной или более высокой квалификации; 6) сварщики, имеющие стаж по сварке изделий, работающих под давлением, не менее 3 мес. допускаются без специальной практической подготовки. Дополнительную аттестацию проходят сварщики, прошедшие первичную аттестацию, перед допуском к выполнению сварочных работ, не указанных в их удостоверениях, а также после перерыва в выполнении соответствующих работах свыше 6 мес. Периодическую аттестацию проходят все сварщики в целях продления срока действия их удостоверений на допуск к выполнению соответствующих сварочных работ. Проводится не реже 1 раза в 24 мес. Комиссия может освободить сварщика от периодической аттестации и продлить срок действия удостоверения до 12 мес., но не более чем 2 раза при качестве, отвечающем установленным требованиям. Внеочередную аттестацию проходят сварщики перед их допуском к выполнению сварки после временного отстранения от работы за нарушение технологии сварки или неудовлетворительное качество работы. Общие положения ПН АЭ Г-7-010-89 по аттестации контролеров. Аттестация контролеров (специалистов, дефектоскопистов, работников ОТК) осуществляется путем проверки их теоретических и практических навыков по контролю конкретными методами. Перечень должностей контролеров, подлежащих аттестации, устанавливается на предприятии, по согласованию с местным органом ГАН. Аттестационная комиссия назначается приказом руководителя предприятия. Члены комиссии должны проходить периодическую аттестацию в головной материаловедческой организации не реже одного раза в три года. Аттестационные комиссии могут проводить аттестацию контролеров других предприятий и организаций. Аттестация подразделяется на первичную, дополнительную, периодическую и внеочередную. Первичную проходят контролеры, не имевшие ранее удостоверения, прошедшие теоретическую подготовку и проверку практических навыков. Дополнительную проходят контролеры на допуск к выполнению работ, не указанных в их удостоверениях и после перерыва свыше шести месяцев. Периодическую проходят все контролеры в целях продления срока действия удостоверения (теоретические знания - не реже 1 раза в 3 года, практические навыки - не реже 1 раза в год). Внеочередную проходят контролеры после временного отстранения от работы за нарушение технологии контроля или повторяющееся неудовлетворительное качество выполняемых работ. Проверка практических навыков должна проводиться в присутствии хотя бы одного члена аттестационной комиссии. При неудовлетворительных результатах проверки практических навыков допускается проведение проверки на удвоенном количестве образцов. Контролеры, получившие неудовлетворительную оценку по теории, к испытаниям по практике не допускаются. Контролеры, не прошедшие аттестацию, отстраняются от выполнения работ до новой аттестации, к которой допускаются после дополнительной подготовки, но не ранее чем через один месяц и не более 2 раз. Требования ПН АЭ Г-7-009-89 к толщинам при однородном одно- и многослойном покрытиях (наплавках) и к толщинам I слоя двойного покрытия, суммарная толщина двойного двух- и многослойного покрытия. Толщина однородного однослойного покрытия должна составлять 4+2-1 мм, а многослойного - не менее 5 мм после мех. обработки. Толщина первого слоя двойного покрытия до наплавки второго слоя должна составлять 3+2-1 мм. Суммарная толщина двойного двухслойного покрытия должна составлять не менее 5 мм, а многослойного - не менее 7 мм после мех. обработки. При этом суммарная толщина двойного двухслойного покрытия должна превышать max измеренную толщину первого слоя не менее, чем на 2 мм после мех. обработки. Подразделяется по видам: Однородное - выполняется свар. материалами одной марки по всей толщине независимо от количества наплавляемых слоев; Однородное однослойное наплавляется в один слой; Однородное многослойное наплавляется не менее чем в два слоя; Двойное антикоррозионное - при выполнении которого для наплавки первого слоя используются сварочные материалы одной марки, а при выполнении второго и последующего слоев другой марки. Кем должны быть разработаны методы оценки и прогнозирования остаточного ресурса оборудования и трубопроводов АС? Где должны быть отражены ресурсные характеристики и методология управления ресурсом оборудования и трубопроводов АС (НП-096-15)? Конструкторскими (проектными) организациями должны быть разработаны методы оценки и прогнозирования остаточного ресурса оборудования и трубопроводов АС. В проектах РУ и АС должны быть предусмотрены методы и технические средства эксплуатационного контроля и диагностирования состояния оборудования и трубопроводов АС, технического обслуживания и ремонта, позволяющие при эксплуатации своевременно обнаруживать проявления механизмов старения и деградации конструкционных материалов. Для проектируемых и сооружаемых АС ресурсные характеристики и методология управления ресурсом оборудования и трубопроводов АС должны быть отражены в конструкторской (проектной) документации на оборудование и трубопроводы АС и отчетах по обоснованию безопасности. Экзаменационный БИЛЕТ № 6 Требования ПН АЭ Г-7-009-89 к исправлению дефектов в процессе выполнения сварных соединений. 1. При обнаружении трещин сварка (наплавка) должна быть прекращена и может быть возобновлена только после удаления трещин и принятия мер, предотвращающих их появление. 2. При обнаружении прожога подкладного кольца недоступные для сварки с внутренней стороны сварные соединения труб должны быть полностью удалены и выполнены вновь (при условии невозможности исправления дефекта без разрезки). 3. Число исправлений корневой части шва не должно превышать трех. 4. Число исправлений (кроме исправлений корневой части шва) при глубине выборок в пределах номинальной толщины двух слоев не ограничивается и не учитывается. 5. Число исправлений при глубине выборок, превышающих номинальную толщину двух слоев шва, на одном и том же участке не должно превышать трех. Требования ПН АЭ Г-7-010-89 к ширине контролируемой зоны в обе стороны от шва. Контролируемая зона должна включать весь объем металла шва, а также примыкающие к нему участки основного металла в обе стороны от шва. Для стыковых соединений: - шириной не менее 5 мм при толщине свариваемых деталей менее 5 мм; - не менее номинальной толщины свариваемых деталей при толщине свариваемых деталей свыше 5 до 20 мм; - не менее 20 мм при толщине свариваемых деталей свыше 20 мм. Для угловых, тавровых, торцевых сварных соединений шириной не менее 3 мм независимо от толщины; для сварных соединений, выполненных ЭШС - шириной 50 мм, независимо от их толщины. В сварных соединениях различной номинальной толщины ширина контролируемых участков основного металла определяется отдельно для каждой из свариваемых деталей в зависимости от их номинальной толщины. Требования ПН АЭ Г-010-89 к аттестации контролеров (непосредственно выполняющих контроль сварных соединений). Аттестация контролеров, непосредственно выполняющих контроль сварных соединений, осуществляется путем проверки их теоретических знаний и практических навыков по контролю конкретными методами. Перечень должностей контролеров, подлежащих аттестации, устанавливается предприятием по согласованию с ГАН. Аттестацию подразделяют на первичную, дополнительную, периодическую и внеочередную. ПЕРВИЧНУЮ - проходят контролеры, не имевшие ранее удостоверения. ДОПОЛНИТЕЛЬНУЮ - проходят контролеры, прошедшие первичную аттестацию, перед допуском к выполнению работ, не указанных в их удостоверениях, а также после перерыва в работе свыше 6 месяцев. ПЕРИОДИЧЕСКУЮ - проходят все контролеры с периодичностью один раз в 3 года - теоретические знания, один раз в год - практические навыки. ВНЕОЧЕРЕДНУЮ - проходят контролеры перед допуском к выполнению контроля после временного отстранения от работы. Результаты проверки оформляются протоколом с указанием решения о допуске к выполнению соответствующих работ. Требования ПН АЭ Г-10-32-92 «Правила контроля сварных соединений локализующих систем безопасности атомных станций» по контролю сварочных материалов перед их использованием. 2.3.3. Сварочные материалы (электроды, сварочная проволока, флюсы и пр.) перед использованием должны быть проконтролированы на: - наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандарта, ТУ или паспорта на конкретные сварочные материалы; - для аустенитных электродов и проволоки в сертификате должен быть приведен результат контроля наплавленного металла на ферритную фазу и МКК (кроме электродов марокЭА-395/9 и ЦТ-10 и проволоки марки Св-10Х16Н25АМ6; - наличие на каждом упаковочном месте (пачке, коробке, ящике и др.) соответствующих этикеток(ярлыков) или бирок с проверкой указанных в них данных; - отсутствие видимых повреждений упаковки и порчи самих материалов; - наличие для баллонов с газом соответствующего документа; допускается проведение указанной проверки по прикрепленным к вентилям этикеткам и цвету окраски баллонов. 2.3.4. При отсутствии сертификата или не полноте сертификатных сведений сварочный материал данной партии может быть допущен к использованию после проведения испытаний (для получения не достающих показателей) и установления имеющихся в сертификате сведений и результатов испытаний требованиям, установленным стандартом, ТУ или паспортом на данный вид материала. В случае несоответствия сертификатных данных или результатов испытаний требованиям стандарта, ТУ или паспорта данная партия сварочных материалов к использованию не допускается. При обнаружении повреждения и порчи упаковки или самих материалов вопрос о возможности использования данной партии решается службой главного сварщика (руководителем сварочных работ) совместно с ОТК предприятия. 2.3.5. Каждая партия электродов для РДС также должна быть проконтролирована на: - наличие в соответствующем отчетном документе отметки о проведении прокалки и срока ее действия; - соответствие качества их покрытия требованиям ГОСТ9466-75 путем проверки 10 электродов от каждой контролируемой партии, взятых из разных пачек; - сварочно-технологические свойства данной партии путем сварки одностороннего таврового образца по ГОСТ 9466-75. 2.3.6. Каждая партия сварочной проволоки сплошного сечения также должна быть проконтролирована на соответствие требованиям ГОСТ 2246-70 по качеству и состоянию поверхности путем визуального контроля поверхности проволоки в каждой бухте (мотке, катушке) на отсутствие окалины, ржавчины, следов смазки, затиров, вмятин и других дефектов и загрязнений. 2.3.7. Каждая партия порошковой проволоки также должна быть проконтролирована на соответствие требованиям ГОСТ 26271-84 по качеству и состоянию поверхности путем визуального контроля поверхности проволоки каждого мотка (катушки), а также на сварочно-технологические свойства путем наплавки валика на пластину в соответствии с ГОСТ 26271-84. 2.3.8. Каждая партия флюса также должна быть проконтролирована на наличие в соответствующем отчетном документе отметки о проведении прокалки и срока ее действия. 2.3.9. Электроды каждой партии и проволока каждой плавки, предназначенные для сварки конструкций из аустенитных и аустенитно-ферритных сталей, работающих в водяных, пароводяных и паровых средах должны быть испытаны на стойкость против МКК по методу АМ или АМУ по ГОСТ 6032-89 без провоцирующего нагрева (кроме электродов ЭА-395/9 и ЦТ-10 и проволоки Св-10Х16Н25АМб). 2.3.10. Аустенитная сварочная проволока каждой наплавки, предназначенная для аргонодуговой или автоматической под флюсом сварки, и аустенитные и аустенитно-ферритные электроды каждой партии должны быть проверены на содержание ферритной фазы в наплавленном металле путем выполнения семи- или пятислойной наплавки по ГОСТ 9466-75 (кроме электродов ЭА-395/9 и ЦТ-10 и проволоки Св-10Х16Н25АМб). Основные принципы и задачи Федерального закона «Об использовании атомной энергии» (170-ФЗ). Закон определяет правовую основу и принципы регулирования отношений, возникающих при использовании атомной энергии. Направлен на защиту здоровья, жизни людей, охрану окружающей среды. Основными принципами правового регулирования в области использования атомной энергии являются: 1) обеспечение безопасности при использовании атомной энергии - защита отдельных лиц, населения и окружающей среды от радиационной опасности; 2) доступность информации, связанной с использованием атомной энергии, если эта информация не содержит сведений, составляющих государственную тайну; 3) участие граждан, коммерческих и некоммерческих организаций (далее - организации), иных юридических лиц в обсуждении государственной политики, проектов федеральных законов и иных правовых актов Российской Федерации, а также в практической деятельности в области использования атомной энергии; 4) возмещение ущерба, причиненного радиационным воздействием; предоставление работникам объектов использования атомной энергии социально-экономических компенсаций за негативное воздействие ионизирующего излучения на здоровье человека и за дополнительные факторы риска; обеспечение социальной защиты граждан, проживающих и (или) осуществляющих трудовую деятельность в районах расположения этих объектов. Основными задачами правового регулирования отношений, возникающих при осуществлении всех видов деятельности в области использования атомной энергии, являются: 1) создание правовых основ системы государственного управления использованием атомной энергии и системы государственного регулирования безопасности при использовании атомной энергии; 2) установление прав, обязанностей и ответственности органов государственной власти, органов местного самоуправления, организаций и иных юридических лиц и граждан. Требования Правил аттестации сварщиков по характеристике сварных соединений. Учитываются следующие характеристики сварных соединений: 1) категория; 2) способ сварки; 3) группа свариваемых материалов; 4) вид и размеры свариваемых деталей -длина контролируемого участка -200мм при ручной сварке, 400мм-при автоматической; при D<25мм-не менее 5 контрольных св. соединений, при 25мм<D<100мм-не менее 2, при D>100мм-не менее 1; 5) положение сварки (проба в вертикальном положении - может использоваться для всех положений). За какие нарушения Федерального закона «Об использовании атомной энергии» несут ответственность должностные лица? Несут ответственность дисциплинарную, административную или уголовную в соответствии с законодательством РФ. К числу таких нарушений относятся (27 пунктов): 1) нарушение норм и правил в области использования атомной энергии; 2) нарушение условий разрешений (лицензий) на право ведения работ в области использования атомной энергии; 3) неисполнение или ненадлежащее исполнение предписаний органов государственного регулирования безопасности; 4) проведение работ на ядерной установке, на радиационном источнике и в пункте хранения, а также обращение с ядерными материалами и радиоактивными веществами без указанного разрешения; 5) выдача указанного разрешения (лицензии) и предписаний должностными лицами органов государственного регулирования безопасности с нарушением установленного порядка; 6) несоблюдение требований к размещению ядерной установки, радиационного источника и пункта хранения; 7) поставка, монтаж и ввод в эксплуатацию неисправного оборудования ядерной установки, радиационного источника и пункта хранения; 8) приемка в эксплуатацию ядерной установки, радиационного источника и пункта хранения без сооружения и ввода в действие всех предусмотренных в проекте указанных объектов; 9) приемка в эксплуатацию ядерной установки, радиационного источника и пункта хранения без реализации мер по обеспечению защиты работников и командированных работников указанных объектов использования атомной энергии, населения прилегающих районов и охраны окружающей среды; 10) невыполнение своих должностных обязанностей работниками ядерной установки, радиационного источника и пункта хранения; 11) самовольное оставление ядерной установки, радиационного источника и пункта хранения работниками дежурной смены; 12) невыполнение своих должностных обязанностей лицами, указанными в абзаце первом настоящей статьи, в критических ситуациях, которое повлекло или могло повлечь за собой человеческие жертвы, необоснованное облучение людей или радиоактивное загрязнение окружающей среды; 13) допуск к работе на ядерной установке, на радиационном источнике и в пункте хранения работников без соответствующих документов, удостоверяющих квалификацию, работников, имеющих медицинские противопоказания для работы на указанных объектах, а также лиц моложе 18 лет; 14) прямое или косвенное принуждение работников указанными должностными лицами к нарушению регламента и инструкций по эксплуатации ядерной установки, радиационного источника и пункта хранения; 15) и т.д…… Какие мероприятия должны быть выполнены при обнаружении во время эксплуатационного контроля не предусмотренных в проектах РУ и АС факторов, способных негативно повлиять на механизмы деградации оборудования (НП-096-15)? При обнаружении не предусмотренных в проектах РУ и АС факторов, способных негативно повлиять на механизмы деградации оборудования и трубопроводов АС и их материалов и привести к ускоренной выработке остаточного ресурса оборудования и трубопроводов АС, эксплуатирующая организация должна предоставить всю необходимую информацию организациям - разработчикам проектов РУ и АС для учета этих факторов в проектах РУ и АС. После получения указанной информации организации - разработчики проектов РУ и АС должны оценить влияние не предусмотренных в проекте факторов на ресурс оборудования и трубопроводов АС, предложить меры по исключению или снижению влияния таких факторов. Указанные меры должны быть учтены в программе управления ресурсом оборудования и трубопроводов АС. Необходимость корректирующих мер при эксплуатации оборудования и трубопроводов АС должна быть установлена эксплуатирующей организацией на основе анализа скоростей их деградации. Назначенный срок службы оборудования и трубопроводов АС должен быть сокращен при обнаружении не предусмотренных в проектах РУ или АС факторов, негативно влияющих на механизмы старения и деградации и приводящих к необратимой и неуправляемой корректирующими мерами ускоренной выработке остаточного ресурса оборудования и трубопроводов АС. Экзаменационный БИЛЕТ № 8 Требования ПН АЭ Г-7-010-89 к контроля корня шва I и I н категории на деталях из стали толщиной более 20мм. Корневая часть шва сварных соединений I и Iн категорий из стали при номинальной толщине стенки в местах сварки более 20 мм должна быть подвергнута радиографическому контролю. Нор<
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 159; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.3.17 (0.02 с.) |