Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды систем организации производства
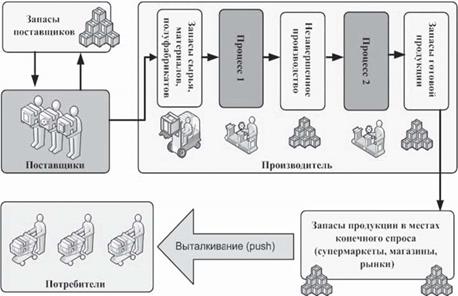
Для более полного понимания философии системы «точно вовремя» рассмотрим отличия тянущей и выталкивающей системы производства. Любое производство при его неправильной организации стремится стать «выталкивающим» производством (Push-система). В основном все предприятия, работающие по традиционной схеме, устроены по принципу выталкивающей системы. Это привычная практика давать график работы сверху для каждого производственного участка исходя из общего плана. Каждый производственный участок стремится сам по себе достичь установленных показателей — нужен, не нужен соседнему участку на данном этапе времени продукт, он «выталкивается» на следующий этап обработки. Кроме того, если не организован поточный метод (сделал одну деталь — передай по линии), а продукт обрабатывается партиями, время на создание единицы продукта значительно увеличивается. Поставщик не знает, что нужно следующему процессу в данный момент, и планирует производство «вслепую». Для решения этой проблемы традиционно в цехах работают диспетчерские службы. Однако здесь все слишком сильно зависит от человеческого фактора. При малейшем недосмотре мы получаем простой заказчика из-за отсутствия деталей. Дальше — хуже: поставщики, перестраховываясь, наращивают запасы готовой продукции, заполняются склады, увеличивайся время протекания процесса, ухудшается прослеживаемость процесса (качество) и т. д. Таким образом, к недостаткам толкающей системы можно отнести: - Рост незавершенного производства - Повышенные затраты на хранение, учет - Повышенный брак риска - Отсутствие мотивации для решения проблем - Постоянные изменения производственной программы, влекущие за собой постоянные пересчеты. Это означает, что предшествующие производственные процессы производят столько продукции, сколько они могут произвести без учета фактических требований последующих процессов и передают им эту продукцию, вне зависимости от того, есть ли в этом потребность или нет. Такой тип производства характерен для большинства отечественных малых и средних предприятий. В стремлении максимально использовать производственные мощности, персонал и время, предприятия начинают производить продукции намного больше, чем этого требуют потребители. Следствием такого подхода является увеличение запасов готовой продукции и незавершенного производства на складах. Помимо увеличения затрат на хранение продукции, появляются затраты, связанные с продвижением и реализацией залежавшейся продукции, а при неуспешной реализации - появляются также и затраты утилизации. Отметим, что данная «крайность» выталкивающего производства связана со стремлением максимально использовать имеющиеся ресурсы.
Есть и другая крайность выталкивающего производства, связанная с быстрой реакцией на требования потребителей. Сегодня потребители приучены получать продукцию в кратчайшие сроки. Ведь вряд ли вы согласитесь ждать печатания книги в книжном магазине или же изготовления кока-колы в супермаркете. Поэтому очевидно, что в местах конечного спроса должен существовать определенный запас. Однако это стремление часто приводит к тому, что предприятие накапливает большой ассортимент товаров, часть из которых остается невостребованным. Примером тому может быть изготовление мебели. Мебель, как правило, производится в широком ассортименте, но при этом угадать спрос бывает достаточно сложно. В результате часть продукции остается невостребованной. Причем за эту невостребованную мебель платит, в конечном счете, потребитель. Выталкивающая система создает потери на всех стадиях производства (рис. 11.1.), повышая конечную стоимость продукции для потребителя и снижая ее качество. Производство при таком подходе является абсолютно негибким. Настроенное под большие партии оборудование неспособно производить изделия «по запросу» в короткие сроки. Такой тип производства очень подходит для серийного производства однородной продукции со стабильным спросом. В условиях современной конкуренции спрос становится все более дифференцированным, цикл обновления продукции на рынке снижается и при этом выталкивающее производство практически обречено на провал и весь вопрос лишь в том, когда это случится. А это случится весьма скоро, поскольку Российский рынок становится все более открытым для зарубежных компаний и продукции. Спрос на ввозимую продукцию невозможно постоянно сдерживать высокими пошлинами и тарифами, должен действовать и нормальный механизм обеспечения конкурентоспособности для отечественных предприятий. Данным механизмом может стать тянущая система производства (pull-система) (рис. 11.2.).
Рис. 11.1. Толкающая и Тянущая системы производства
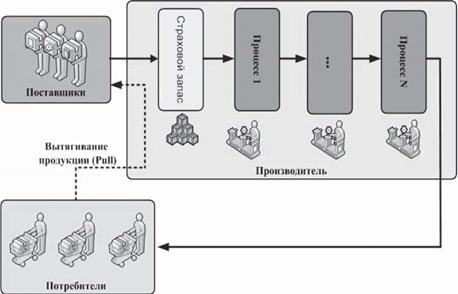
При тянущей системе предыдущие процессы производят ровно столько продукции, сколько надо следующему процессу. «Тянущая» система производства – это планирование от фактической потребности рынка, а не от установленных нормативов, как в «толкающей» системе. Главный итог производства по вытягивающей системе – это ускорение прохождения изделий по потоку за счет снижения межоперационных запасов. При тянущей системе производство начинает работать только при поступлении заказа и продукция как бы «вытягивается» потребителем. Сигналами для начала производства на каждой стадии могут служить специальные карточки «канбан», которые начинают производство при заказе продукции, перемещаются с продукцией по всему производственному циклу и высвобождаются при поставке продукции потребителям. Переход к тянущей системе можно также назвать индивидуализацией производства, поскольку продукция производится под конкретного потребителя или группу потребителей. И именно такая индивидуализация меняет в корне всю систему производственных взаимоотношений. Еще такую систему производства называют потоком единичных изделий в противоположность производству партиями. Для того, чтобы выполнить в срок заказ, предприятие-производитель должно обеспечить беспрепятственное изготовление изделия на всем потоке создания ценности без задержек и простоев.
Рис. 11.2. Сравнительные характеристики систем организации производства
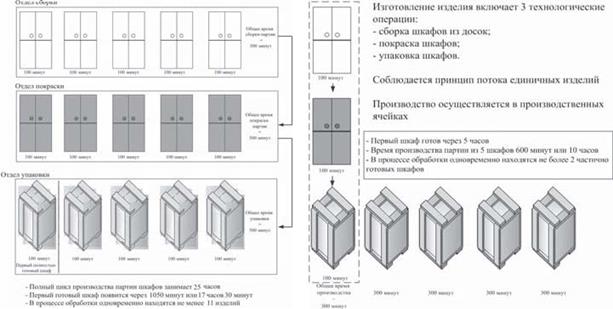
В качестве примера можно привести фирму по изготовлению шкафов, состоящую из 3 отделов. Первый отдел собирает шкафы из досок, второй занимается их покраской, а третий упаковкой. При такой организации производства транспортировка осуществляется партиями по 5 шкафов. Каждый из отделов затрачивает на выполнение технологических операций с одним изделием 100 минут, следовательно, партия шкафов проходит каждый отдел за 500 минут. Если не учитывать время перемещения шкафов между отделами, то суммарно на производство 5 шкафов будет затрачено 1500 минут или 25 часов. То есть 25 часов – это время, которое уйдет на то, чтобы собрать, покрасить и подготовить к отправке потребителю первый шкаф, хотя создание добавленной ценности в процессе его производства занимает всего 300 минут или 5 часов (см. рис. 11.3). В случае тянущей системы производства, изделия должны передаваться на следующую операцию поштучно. Проще всего это сделать, создав производственные ячейки, в которых происходит непрерывный цикл по производству готового изделия. Без сомнения, это потребует значительных усилий в изменении расположения оборудования, обучения рабочих и т.д. Но в результате можно добиться значительного снижения времени на производство конечного продукта, а значит и повышения удовлетворенности потребителя. В примере со шкафами после сборки первого шкафа, он сразу отправляется на покраску, а после покраски сразу поступает на упаковку. При этом суммарное время на производство одного шкафа составляет 300 минут или 6 часов в противовес 17 часов 30 минут при толкающей системе. Поскольку операции могут выполняться параллельно, то общее время производства 5 шкафов можно снизить до 10 часов против 25 часов в толкающей системе. Схема организации тянущей системы производства при производстве шкафов показана на рис. 11.4.
Для полноценной организации потока создания ценностей необходимо освоить и внедрить в производственную практику ряд инструментов бережливого производства, таких как: 5S, TPM, SMED, Канбан, Джидока (автономное обслуживание оборудования). Главная особенность тянущего производства – это оптимизация работы одновременно по трем направлениям: - оптимизация работы внутри компании; - налаживание взаимодействия с поставщиками; - организация эффективных поставок продукции и получения обратной связи от потребителей. Каждое из 3-х направлений является самостоятельным и требует отдельного рассмотрения. Начать следует с рассмотрения организации потока создания ценности внутри компании, поскольку именно она является главным организующим звеном в системе поставщик-производитель-потребитель.
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 492; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.93.44 (0.007 с.) |