
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
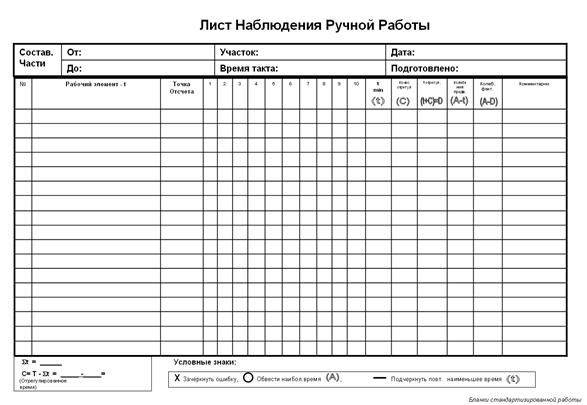
Лист наблюдения ручной работы.
Лист наблюдения за ручной работой помогает определить лучшее время выполнения каждого момента операции и уровень его стабильности. Хронометраж проводится после разбиения операции на элементы. Желательно провести не менее 10 замеров (рис. 10.5.).
Рис. 10.5. Лист наблюдения ручной работы
Порядок заполнение листа наблюдения за ручной работой: 1) заполнить верхнюю часть бланка («от» — действие, начинающее операцию, «до» — действие, заканчивающее операцию); 2) записать в графу «рабочий элемент» и пронумеровать (графа «№») каждый рабочий элемент операции (переходы указываются, но не нумеруются); 3) записать точку отсчета для каждого элемента и перехода в графу «точка отсчета»; 4) провести хронометраж и после каждого завершенного цикла записать время рабочих элементов в лист наблюдений (перенесите показания хронометра в соответствующую графу бланка); 5) после окончания замеров в каждой строке выбрать наименьшее из часто повторяемых значений и подчеркнуть его; 6) сложить все подчеркнутые значения в каждом рабочем элементе и записать в левом нижнем углу бланка ( 7) взять значение подчеркнутого времени выполнения операции из подготовительного листа наблюдений T и вычесть из него значение 8) в графу «количество регулировок» записать определенную долю времени из разности Т- 9) записать в графу « 10) проверить: 11) определить самое большое время по каждому элементу и обвести его овалом; 12) записать в графу «колебания» разность между самым большим по каждому элементу временем и 13) подсчитать сумму по графе «колебания»; 14) зачеркнуть ошибочные измерения; 15) сделать выводы по результатам наблюдений Карта стандартизированной работы. Карта стандартизированной работы наглядно показывает (рис. 10.6.): - как перемещается оператор, выполняя свою работу; - рабочую последовательность действий оператора на схеме рабочей зоны;
- задел (количество) незавершенной продукции; - местоположение незавершенной продукции; - местоположение инструмента и комплектующих; - информацию по технике безопасности и точках контроля качества.
Рис. 10.6. Карта стандартизированной работы
Она выделяет рабочие элементы и потери в движениях оператора. Начинается составление карты с заполнения верхней части бланка, где указываются наименование участка, дата составления документа и составные части операции, для которой составляется карта стандартизированной работы. При заполнении карты стандартизированной работы сначала выбирается масштаб и зарисовывается рабочее место. Указывается, где находится оборудование, стеллажи, столы и т. д. Далее на карту наносится положение рабочих элементов.
Рис. 10.7. Пример обозначения на карте стандартизированной работы
Следующим этапом является указание стрелками переходов между рабочими элементами по направлению движения. Переход в начало цикла обозначается пунктирной стрелкой. Далее обозначаются места особого внимания с точки зрения техники безопасности, точка контроля качества, места хранения запасов и их количество (рис. 10.7.). Знак «Контроль качества» должен быть расположен там, где оператор производит контроль или не исключены претензии со стороны заказчика к выполнению данного элемента. Знак «Задел незавершенной продукции» указывает места хранения запасом и их нормативное количество. Знак «Безопасность» на карте показывает, где оператор может получить травму или в каком элементе ему неудобно выполнять работу. Следует помнить, что любое оборудование – это источник повышенной опасности на производстве, поэтому все зоны повышенной опасности должны быть четко зафиксированы рабочим стандартом! 5) Лист наблюдения периодической работы (рис. 10.8.). Периодическая работа - это работа, которая выполняется через несколько циклов выполнения операции, но результат ее используется в каждом цикле (например, смазка, распаковка и т.д.). 1) Заполнить верхнюю часть бланка («от» — действие, начинающее операцию, «до» — действие, заканчивающее операцию).
2) Провести наблюдение за операцией и в графы «№» и «побочная работа» записать и пронумеровать все виды побочной работы. 3) Определить количество циклов, через которые выполняется периодическая работа, и записать количество повторений в графу «повторяемость». 4) Провести три замера времени выполнения периодической работы и занести в соответствующую графу «время». 5) Выбрать наименьшее значение времени и вписать его в графу «наименьшее». 6) Вычислить время периодической работы на один цикл, разделив значение из графы «наименьшее» на значение из графы «повторяемость». 7) Вычислить суммарное время по графе «время побочной работы». 8) Сделать выводы по результатам наблюдений
Рис. 10.8. Лист наблюдения периодической работы 6) Объединенная карта стандартизированной работы (рис. 10.9.).
Рис. 10.9. Объединенная карта стандартизированной работы
Объединенная карта стандартизированной работы предназначена для того, чтобы объединить и показать: - совместную работу нескольких операторов, - работу машины и оператора; - взаимосвязь работы и переходов во времени. При заполнении данного документа необходимо: 1) указать номер детали, для которой составляется карта, в графе «Номер детали»; 2) указать наименование данной детали в соответствующей графе; 3) заполнить графы с указанием даты и наименования участка; 4) указать требуемое количество деталей в графе «Ежедневный требуемый объем» и рассчитанное время такта изготовлении детали в соответствующей графе; 5) Записать рабочие элементы изготовления изделия и и номера в графы «рабочий элемент» и «№» 6) записать время ручной работы, работы машины и время переходов в графы «Ручная работа», «Авто» и «Переходы»; 7) выбрав масштаб, графически отобразить с помощью горизонтальных линий время работы оператора. Переходы между операциями изображаются вертикальными линиями, если оператор работает в одном и том же месте, и волнистой линией если оператор переходит на другое место. 8) обозначить конец цикла и время такта вертикальными линиями. Если время такта больше времени цикла (время ожидания), то обозначить этот промежуток обоюдоострой горизонтальной стрелкой; 9) рассчитать итоговые значения по графам «Ручная работа», «Авто» и «Переходы»; 10) Рассчитать общее время ожидания:
11) сделать выводы 7) Таблица сбалансированном работы (рис. 10.10.). Таблица сбалансированной работы предназначена для того, чтобы: - наглядно показать соотношение загрузки оператора (цикл + периодическая работа) и времени такта; - определить время отставания оператора от времени такта из-за наличия колебаний; - проанализировать и отрегулировать баланс загрузки операторов в смежных зонах Таблица сбалансированной работы представляет собой нормированную гистограмму, на которой отображается соотношение времени циклической работы, периодической работы и колебания элементов операции.
Рис. 10.10. Таблица сбалансированной работы
Для заполнения таблицы необходимо: 1) указать дату и наименование участка в соответствующих графах;
2) выбрать масштаб и отобразить время рабочих элементов и переходов для одного оператора. Все ожидания внутри цикла в расчете баланса загрузки не учитываются, т. е. учитываются только те элементы, в которых оператор работает руками, переходы и периодическая работа; 3) отложить на графике время периодической работы для одного оператора; 4) изобразить пунктиром колебания по каждому элементу операции для этого оператора; 5) нанести на график линию времени такта; 6) начертить графики для каждого оператора в смежных зонах; 7) рассчитать необходимое количество операторов, разделив суммарное время всех рабочих элементов + время периодической работы 8) сделать выводы.
|
|||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 1841; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.76.12 (0.022 с.) |
 );
); » сумму подчеркнутого значения в строке и нами добавленного времени при регулировке для каждого элемента
» сумму подчеркнутого значения в строке и нами добавленного времени при регулировке для каждого элемента








