Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Правила эксплуатации машин вертикального вытягивания стеклаСодержание книги
Поиск на нашем сайте Цель работы: Закрепить знания по теме «Правила эксплуатации машин вертикального вытягивания стекла» Теоретическая часть Правила эксплуатации машины ВВС. При каждой остановке машины необходимо проверить: 1) состояние шарниров карданного привода и крепления кронштейнов вертикального вала; 2) подвижность асбестовых валиков. Заклинивание их может произойти при поломке элементов роликового подшипника или осевом смещении валиков, которое предотвращается стопорными болтами; 3) подвижность деталей подвески валиков с грузовыми рычагами к люковым крышкам и исправность зубчатого зацепления между деталями в машине ВВТ. При правильном зацеплении оба парных валика должны приближаться к центральной вертикальной оси машины одновременно. Правильность положения валиков можно проверить, опуская стальную трубку на тросе в керн подмашинной камеры: трос должен располагаться по центрам промежутков между всеми парными валиками. В подшипники четырех нижних пар валиков машины ВВТ засыпается порошок графита. Стекло при падении в шахте образует выбоины на асбестовых валиках и застревает в асбесте. Поэтому при осмотре машины кусочки стекла следует удалять из валиков через люки. На одном из стекольных заводов по окружности рабочей части валиков машины ВВС под углом 120° фрезеруют три продольные канавки сечением 20 X 12 мм. Осколки стекла скапливаются в канавках, увеличивая срок службы валиков и повышая качество выпускаемого стекла. Во время работы машины необходимо обеспечить плавность движений во всех механизмах и соединениях, чтобы предотвратить вибрацию, вызывающую биение стекла. Основные причины вибрации — нарушение зацепления в зубчатых передачах и плохая центровка редуктора и электродвигателя, а также ослабление крепления их к площадке. Чтобы уменьшить вредное влияние плохой центровки, изменяют конструкцию соединения двигателя и редуктора: муфту заменяют резиновым шлангом со стяжными хомутами и вкладышем. Зацепление зубьев конических шестерен нарушается вследствие ослабления их посадки и смещения на валах или износа подшипников и опускания вертикального вала. Если машина прекратила выработку листового стекла или труб, не следует останавливать приводной механизм до закрытия подмашинной камеры, так как вследствие нагрева снизу асбестовые валики могут погнуться. Порядок выполнения работы На занятии студент должен: 1Составить и изучить правила эксплуатации машин вертикального вытягивания стекла; 2Составить отчет по проделанной работе. Содержание отчета Отчет выполняется на листах формата А4 по установленному образцу. Отчет должен содержать следующие разделы: 1 Название и цель работы; 2 Правила эксплуатации машин вертикального вытягивания стекла.
4 курс 8 семестр
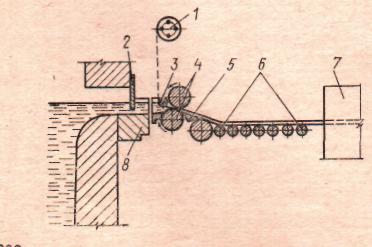
Практическая работа № 79 Составить кинематическую схему привода машины для проката профильного стекла Цель: Закрепление знаний по теме: «Способы формования листового стекла», изучить кинематическую схему и условия работы машины ППС-500 Методические указания Прокат листового стекла К прокатному относятся различные виды бесцветного и цветного листового стекла, армированное стекло, армированное стекло, узорчатое, стеклопрофилит. Узорчатым - называют листовое стекло, на поверхности которого в процессе выработки нанесены узоры для полного или частичного рассеивания света и создания декоративного эффекта. Узорчатое стекло применяют для устройства внутренних перегородок в производственных и общественных зданиях, для остекления дверей и т. д. Армированным - называют листовое стекло, имеющее внутри листа параллельно его поверхностям металлическую сетку. Оно относится к безопасным, огнестойким стеклам, так как при тепловом воздействии может дать трещины, но не рассыпаться. Узорчатое и армированное стекло изготовляют на механизированных линиях непрерывного проката. Методом непрерывного проката получают новый вид листового строительного стекла — профильное (стеклопрофилит). Разновидностью такого стекла являются швеллерные и коробчатые профили. Сущность метода непрерывного проката стекла заключается в том, что стекломасса из ванной печи через щелевидное регулируемое выходное отверстие направляется к прокатным, охлаждаемым водой валкам, где формуется в виде ленты. При непрерывном процессе производства прокатного армированного стекла в стекломассу сверху перед прокатными валками вводится арматура (металлическая сетка) так, что она втягивается одновременно с прокаткой ленты стекла. Схема такой установки показана на рисунке 6.
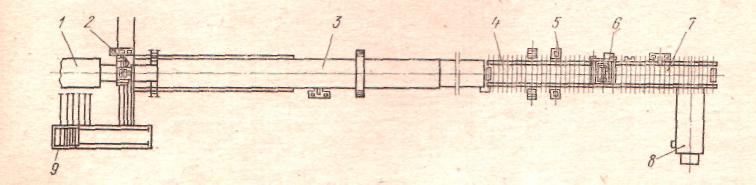
1 — устройство для подачи сетки; 2 — шибер; 3 — вдавливающий валок; 4 — прокатные валки; 5 — приемная плита; б — рольный стол; 7 — печь отжига; 8 — сливной брус Рисунок 1- Схема установки для изготовления армированного прокатного стекла Из прокатных рабочих валков лента стекла поступает на приемную полую плиту, а далее через рольный стол лента стекла направляется в электрическую печь отжига, представляющую собой туннель, внутри которого смонтированы транспортирующие валики. Печь разделена на тепловые зоны, температура которых регулируется независимо. Электронагреватели расположены под лентой стекла (в поду печи) и над ней (в своде печи). На выходе из печи отжига лента стекла разрезается на листы заданных размеров. Линия ППС-500 для проката профильного стекла Линия ППС-500(рисунок 2) предназначена для непрерывного профильного обычного (известково-натриевого) стекла коробчатогосечения (стеклопрофилита). На ней можно также получать армированныйпрофиль швеллерного сечения. Линияработает следующим образом: из стекловаренной печи 1стекломасса поступает в прокатную машину 2, где формуется прокатными валкамив ленту стекла. С помощью формующего устройства, установленного на рольном столе, лента сворачивается в профиль (коробку и др.). Стеклопрофилит через рольный стол направляетсяв печь отжига 3,после чего поступает на приемный рольганг 4 и далее в агрегаты 5 и 6отрезки и порезки его на балки (части) заданной длины. Рольганг-ускоритель 7 переводит балки на откатчик 8, откудаони направляются на склад готовой продукции.
Рисунок 2 - Линия ППС-500 для проката профильного стекла Задание 1 Дайте ответы на следующие вопросы: 1 Какие виды бесцветного и цветного листового стекла относятся к 2 Какое стекло называют узорчатым_________________________________________ 3 Какое стекло называют армированным____________________________ ____ 4 Назвать метод получения стеклопрофилита _____ 5 В чем заключается сущность метода непрерывного прокатного стекла?_________ 6 Линия ППС-500 предназначена для________________________________________ 7 Составить структурно-логическую схему работы линии_______________________ Задание 2 На приведенной ниже схеме обозначить номера позиций и указать их значение
Рисунок 2 - Линия ППС-500 для проката профильного стекла Задание 3 По данным схемы, приведенной в задании 2, описать технологический процесс изготовления стеклопрофилита Порядок выполнения работы На занятии студент должен: 1 Изучить линию для проката профильного стекла; 2 Изучить кинематическую схему привода машины для проката профильного стекла; 2 Знать технологический процесс изготовления профильного стекла; 3 Составить отчет по проделанной работе Содержание отчета Отчет выполняется на листах формата А4 по установленному образцу. Отчет должен содержать следующие разделы: 1 Название и цель работы; 2 Ответы на вопросы задания №1; 3 Кинематическую схему привода машины для проката профильного стекла линии для производства стеклопрофилита, обозначение узлов и описание работы
Практическая работа № 80
|
||||
|
|
Последнее изменение этой страницы: 2020-11-28; просмотров: 305; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.012 с.) |