Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение производительности листоформовочной машины. Составление кинематической схемы
Цель: Освоить методику составления кинематической схемы и расчета производительности листоформовочной машины Задание 1 Составить кинематическую схему листоформовочной машины 2 Рассчитать производительность листоформовочной машины Методические указания
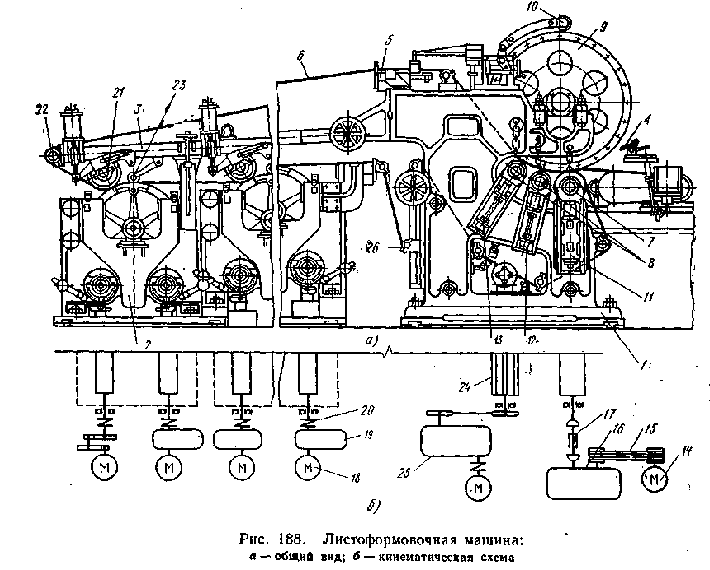
Листоформовочные машины предназначены для изготовления сырого асбестоцементного наката, из которого нарезают листы требуемых размеров. В настоящее время на большинстве заводов устанавливают трехцилиндровые листоформовочные машины с рабочей шириной сукна 1400 и 1700 мм. Круглосеточная листоформовочная машина периодического действия (рисунок 1) состоит из форматного барабана 1, трех ванн 2 в сборе, фильцевой рамы 3, режущего устройства 4, вакуум-кробки 5, бесконечного сукна 6 с натяжным устройством; сукнобойки и устройств для промывки сукна. Форматный стан имеет две литые чугунные стойки, соединенные между собой четырьмя стержнями. На стойках смонтированы основной 7 и два дополнительных пресс-вала, форматный барабан 9, толщиномер 10, две вакуумные коробки, гидроцилиндры прижима основного 11 и дополнительных 12, 13 пресс-валов. Форматный барабан представляет собой трубчатым корпус, на торцах которого укреплены фланцы. В центральной части фланцев находится вал барабана, цапфа которого установлена в двухрядных самоцентрирующих подшипниках; корпуса последних закреплены неподвижно в пазах стоек форматного стана. Размеры форматных барабанов: диаметр — 1105—1650, длина в зависимости от ширины изготовляемого наката — 1550 или 1850 мм.
Основной пресс-вал представляет собой трубчатую обечайку, в которой посередине длины имеется небольшая посадочная поверхность. Этой поверхностью обечайка опирается на вал, вращающийся в роликовых подшипниках, корпуса которых покоятся в гнездах подушек, соединенных со штоками гидроцилиндров 11 (рис. 1). Последние предназначены для регулирования силы сжатия. Трубчатая обечайка покрыта слоем резины. Крюк предназначен для поддержания прессвала во время смены сукна. Конструкция дополнительных прессвалов аналогична конструкции основного прессвала. Отличаются они лишь диаметрами и передаваемыми нагрузками Основной прессвал приводится во вращение от электродвигателя 14 (рис. 1) мощностью 14 квт через клиноременную передачу 15, редуктор 16 и карданный вал 17. Дополнительные пресс-валы неприводные. Удельное линейное давление основного прессвала 30—80 кн/м; первого дополнительного — 20—50 кн/м, второго дополнительного — 10—25 кн/м, Для отвода воды под пресс-валами установлен лоток, один конец которого крепится шарнирно к стойке, а второй опирается на поворотные упоры. Длина прессвала зависит от ширины машины. Диаметры прессвалов: основного — 400 мм, дополнительных — 260 мм.
Вакуум-коробка, смонтированная в верхней части стоек, предназначена для отсоса влаги из асбестоцементной пленки, а также для подсушки сукна после промывки Вакуум-коробка (рисунок 2) состоит из корпуса 1с наклоненным к середине днищем 2. В самой нижней части днища установлен патрубок 3, предназначенный для соединения полости коробки с вакуумной системой. В боковых стенках ванны укреплены штыри 4 с лысками, при помощи которых вакуум-коробку устанавливают в пазы кронштейнов. Каждый кронштейн двумя болтами крепят к стойкам форматного стана. К продольным стенкам вакуум-коробки приварены рельсы 5. В полости вакуум-коробки имеются съемные перегородки 6, которые снимают во время чистки вакуум-коробки. В пазы перегородок вставлены колосники 7. Съемные перегородки и колосники образуют верхнюю щелевую поверхность. В некоторых, конструкциях у вакуум-коробок в верхней части устанавливают ролики; которые уменьшают износ сукна. В этом случае ролики находятся в подшипниках качения, которые смонтированы в корпусах со сферическими гнездами и откидными крышками на шарнирах. Такая конструкция позволяет во время смены сукна снимать ролики. Установленные на форматном стане три спринклера предназначены для промывки сукна. Толщиномер используется для определения толщины наката и является датчиком режущего устройства. Ванна состоит из стального корыта 1 и чугунных стенок 2, к которым крепят патрубки 3 для стока отфильтрованной воды. К внутренним поверхностям стенок ванны по окружности прикреплены угольники 4, на которые натягивают резиновые уплотнительные прокладки 5. На верхних площадках 6 патрубков в гнездах свободно установлены корпуса подшипников 7, на которые опирается ось 8 сетчатого цилиндра. Корпус цилиндра в месте прохода оси уплотняется. Конфигурация корпуса ванны при скорости смесителей 3,27 об/сек обеспечивает хорошее перемешивание, предупреждает завихрения потоков вдоль стенок и препятствует осаждению на ее дне и стенках цемента. Для слива асбестоцементной массы при длительных остановках машины в нижней части ванны установлены два клапана, которые через систему рычагов прижимаются к седлам грузами.
Сетчатый цилиндр представляет собой каркас, состоящий из крайних дисков 9 и крестовин 10, собранных на общей оси и стянутых между собой стержнями 11. На стержни между дисками и крестовинами приварены с равными промежутками кольца, имеющие по внешней окружности прорези. В прорези вставлены и приварены продольные полосы, которые образуют наружную поверхность цилиндра. На цилиндр натянуты нижняя прокладочная крупная стальная и верхняя фильтрующая мелкая бронзовая сетки 12, которые прикреплены к крайним дискам бандажами В отдельных конструкциях машин сетчатый цилиндр выполнен сварным из стального листа толщиной 8—10 мм, имеющего большое количество отверстий диаметром около 15 мм, расположенных в шахматном порядке на расстоянии 25—30 мм. К торцам обечайки крепят диски с осью. Подкладочная и фильтрующая сетки натянуты на поверхность обечайки. На ванне смонтированы два спринклера первый 13 — для промывки сетчатого цилиндра, второй 14 щелевого типа - для обрезки кромок пленки с краев сетчатого цилиндра. Спринклеры снабжены быстродействующими замками для присоединения к системе питания.
Задание 2 Найти производительность круглосоточной листоформовочной машины периодического действия, если известны диаметр барабана, число листов в одном накате, окружная скорость, а также размеры выходящего асбестоцементного листа.
Таблица 1 – Варианты заданий
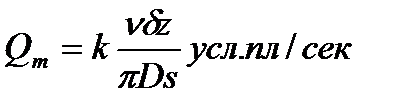
где k — переводной коэффициент, учитывающий число условных плиток в одном листе, шт; v — окружная скорость форматного барабана или скорость движения сукна, м/сек; δ — толщина пленки, δ = 0,0009—0,0011 м; z—число листов в одном накате, шт.; D—диаметр форматного барабана, м; s — толщина наката, для листов типа ВО s = 0,0055 мм. Фактическая производительность листоформовочной машины
Пример решения
Находим площадь одной теоретической плитки
400*400 = 160000мм2
Находим площадь одного асбестоцементного листа
1400*1550 = 2170000 мм2
Находим количество теоретических плиток в одном листе
2170000 / 160000 = 13,5 шт
Порядок выполнения работы
На занятии студент должен: 1 Определить производительность листоформовочной машины; 2 Составить кинематическую схему листоформовочной машины; 3 Составить отчет по проделанной работе Содержание отчета Отчет выполняется на листах формата А4 по установленному образцу. Отчет должен содержать следующие разделы: 1 Название и цель работы; 2 Расчет производительности листоформовочной машины 3 Кинематическую схему листоформовочной машины
Вопросы для самоконтроля 1Назначение листоформовочной машины. 2Что происходит с а/ц пленками в зоне форматного барабана? 3Для чего в листоформовочной машине предусмотрены сукнобойки? 4Что такое спринклеры? 5Для каких целей после формования а/ц накат сбрызгивают мыльным раствором? 6Сколько и для чего в листоформовочной машине сетчатых барабанов? 7Каким образом обеспечивается обезвоживание а/ц слоя в листоформовочной машине? 8Какие листоформовочные агрегаты Вы знаете, и чем они отличаются от данной листоформовочной машины? 9От каких факторов зависит производительность листоформовочной машины? 10 Что такое теоретическая производительность и чем она отличается от практической производительности?
Практическая работа № 24-25
|
||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-28; просмотров: 383; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.53.5 (0.019 с.) |