
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Отчет по практической работе 1Содержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
1 Характеристика блока цилиндров
Номинальный диаметр цилиндров Dц мм Ремонтные размеры: Dц1 мм, Dц2 мм, Dц3 мм 2 Оборудование, приборы, инструменты и их краткая характеристика___________________________________________________ 3 Данные для растачивания цилиндров блока, мм: диаметр цилиндра до растачивания______________________________ установленный ремонтный размер_______________________________ припуск на расточку цилиндра___________________________________ оставлен припуск на хонингование______________________________ резец установлен на __________________________________________ диаметр цилиндра после растачивания___________________________ 4 Режимы резания при растачивании частота вращения шпинделя, об/мин, n___________________________ скорость резания V м/мин______________________________________ подача резца Sмм/об__________________________________________ глубина резания, мм___________________________________________ машинное время по секундомеру, мин____________________________ время принятое к расчету, мин__________________________________ 5 Заключение учащегося о выполненной работе___________________ __________________________________________________________________
«_____» ________________20__г
Подпись студента_____________Подпись преподавателя___________
Контрольные вопросы 1 Почему центрирующие устройства следует вводить в цилиндр на 3—5 мм от верхней поверхности блока? 2 Как можно проверить качество центрирования цилиндра 3 Почему при центрировании блока цилиндров и установки 4 Почему нельзя останавливать станок во время растачивания цилиндра? 5 В каких случаях необходимо остановить станок при растачивании цилиндра и каким выключателем при этом нужно пользоваться? 6 Как влияет режим резания на качество обрабатываемой поверхности?
Практическая работа 2
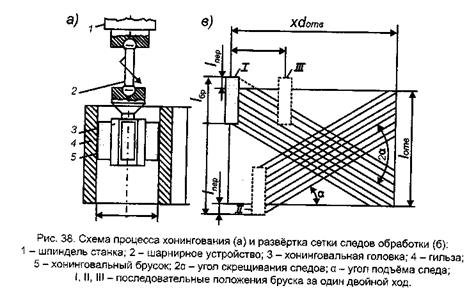
Хонингование гильзы цилиндра
Цель: Отработать навыки процесса хонингования гильз цилиндров Задание: Произвести хонингование гильзы цилиндров
Содержание работы. Подготовка исходных данных, изучение основных технических характеристик, оборудования, оснастки и инструмента, применяемых при хонинговальной операции, проектирование и выполнение хонинговальной операции, определение машинного времени и хронометраж выполняемой работы.
Оборудование и оснастка рабочего места: станок ЗГ833 с принадлежностями, приспособление для установки и крепления гильзы, шкаф для инструмента, стойка микрометра С-1\/, штатив Ш-П-Н, бруски хонинговальные, микрометр гладкий МК-100, индикаторный нутромер НИ 50-100, штангенциркуль ШЦ-11-250-0,05, линейка 300, эталон шероховатости по чугуну. Хонингование позволяет успешно решать ряд технологических задач, к числу которых относится: получение высокой точности размера иформы (1Т6 - 1Т8) и малой шероховатости обрабатываемых поверхностей (Rа ≤ 0,32 мкм).
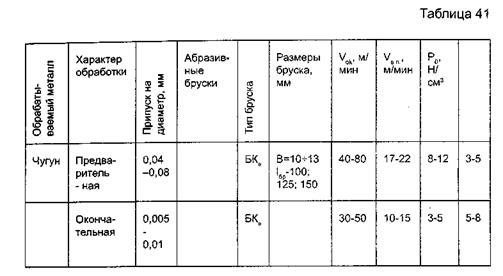
Хонингование ведётся при обильной подаче смазочно-охлаждающей жидкости (СОЖ) в зону резания для удаления стружки и продуктов износа с поверхности брусков и с обрабатываемой поверхности. Кроме того, СОЖ отводит часть выделяющегося при резании тепла, оказывает смазывающее воздействие, способствует улучшению условий резания. Хонинговальные бруски. Абразивный брусок характеризуется видом абразивного материала (64С), зернистостью (М20П), твёрдостью (С1), структурой (6), видом связи (К5), классом (А), типом (БКв) и габаритными размерами. Пример условного обозначения: 64СМ20-М28ПСТ2-Т26К5А БКв 100 х 100 ГОСТ 2424 - 75. Тип и размеры абразивных брусков выбирают по ГОСТ 2424-75 в зависимости от выполняемой операции, формы и размеров обрабатываемого отверстия. Для изготовления алмазных брусков применяют зёрна природных (А) и синтетических (АС) алмазов. Характеристика алмазного бруска включает следующие основные параметры: вид алмазных зёрен (АСР), зернистость (80/63), концентрацию алмазного слоя (100), связку (М1), форму и габаритные размеры (2768-0124). Пример условного обозначения: 2768-0121-1-АСР 80/63-100-М 1 СТ СЭВ 204-75. Режим хонингования. Основными параметрами режима резания (табл.1) при хонинговании являются следующие:
Окружная скорость вращения хонинговальной головки, м/мин,
где D - диаметр обрабатываемого отверстия, мм; n- частота вращения хонинговальной головки, мик1;
Скорость возвратно-поступательного движения головки, м/мин,
где n2 - число двойных ходов хонинговальной головки в 1 мин; L= 1 отв+21пер - l6р - длина рабочего хода хонинговальной головки; мм; lотв - длина хонингуемого отверстия, мм; lпер - перебег бруска за пределы отверстия, мм; 16р- длина хонинговального бруска, мм; соотношение между скоростями вращательного и возвратно-поступательного движения хонинговальной головки:
радиальная подача (S), мкб/об, или удельное давление брусков (Ро), Н/ см2.
Состав СОЖ. Для хонингования чугуна в качестве СОЖ применяют керосин с добавлением 10-20% масла индустриального И12-А. Станок хонинговальный ЗГ833 предназначен для хонингования отверстий в гильзах автотракторных двигателей. Основание станка представляет собой плиту коробчатой формы, внутренняя плоскость которой является резервуаром для охлаждающей жидкости. На основании расположены электронасос охлаждения, колонна и фильтр. На верхней рабочей плоскости устанавливаются приспособления для обработки гильз и блоков. На колонне расположены: привод вращения шпинделя, привод возвратно-поступательного движения хонинговальной головки, пульт управления. Редуктор передаёт вращение на приёмную шестерню ползуна через шлицевой вал. Основные детали его: ведущий вал - шестерня с закреплённым на нём трёхручьевым шкивом и ведомая шестерня, передающая вращение шлицевому валу. Ползун - механизм, передающий вращение от шлицевого вала на проводок хонинговальной головки. Коробка передач установлена на верхнем торце колонны, служит для преобразования вращательного движения привода в возвратно-поступательное движение и передачи его при помощи рейки на ползун. С лицевой стороны коробки расположен фрикционный, электромагнитный тормоз, с правой стороны - механизм реверсирования. Кинематическая схема станка позволяет осуществить: - вращательное и осевое возвратно-поступательное движение хонинговальной головки с одновременным радиальным перемещением брусков головки; - осевое перемещение не вращающейся хонинговальной головки (вниз, вверх); Станок имеет систему с ручным приводом механизма разжима. Осевое усилие брусков
Р=Ро1боВпtg(φ+θ)٫
где Ро - удельное давление брусков, Н/см2; 16р - длина бруска, см; В - ширина бруска, см; n - число брусков; φ - угол конуса разжима, град; θ - угол трения, град; θ = 6°.
Работа на станке. Предварительно необходимо изучить устройство станка, расположение и назначение всех органов управления, проверить наличие смазки в механизмах станка. Рабочий цикл осуществлять в следующей последовательности. 1 Включить станок. При этом загорится сигнальная лампа на пульте 2 Вращением маховика, механизма разжима хона по часовой стрелке 3 Переключатель режимов поставить в положение «Ввод хона». 4 Нажать кнопку «Подача-пуск» (включится электродвигатель подач). 5 Кратковременными толчками кнопки «Толчковый» (ползун совершает 6 Переключатель режимов поставить в положение «Ручной». 7 Маховиком ручного ввода плавно ввести хонинговальную головку в 8 Переключатель режимов установить в положение «Ввод хона». 9 Нажать кнопку «Шпиндель-пуск» (происходит вращательное и 10 Вращением маховика против часовой стрелки разжать бруски на 11.По окончании времени хонингования нажать кнопку «Шриндель-стоп», 12 Для полной остановки станка и в случае экстренной необходимости Приспособление для установки и крепления гильзы такой же конструкции, как на расточном станке. Ниже приводится технологическая инструкция на хонингование гильзы цилиндров.
Содержание работы
Контрольные вопросы
1 Хонингование гильзы цилиндров производится с целью: - достижения требуемой шероховатости - достижения требуемой д: - лины гильзы - обработки посадочных поясков 2 Какое движение совершает хонинговальная головка? - вращательное - возвратно-поступательное - вращательное и возвратно-поступательное 3 Хонингование гильз выполняют на станках: - шлифовальных - расточных - хонинговальных 4 После хонингования на поверхности гильзы остаются следы обработкив виде: - сетки - продольных рисок - поперечных параллельных линий 5 Механизм, передающий вращение от шлицевого вала на поводок хонингования - кардан - ползун - храповик 6 При хонинговании гильз рабочим элементом хонинговальной головки является: - доводочная паста - абразивные круги - абразивные бруски 7 Привод механизма разжима брусков хонинговального станка осуществляется: - электроприводом - гидроприводом - ручным приводом 8 При хонинговании гильз цилиндров в качестве смазочно-охлаждающей жидкости применяется: - смесь керосина с индустриальным маслом - смесь тосола с маслом для двигателей - тосол 9 Редуктор хонинговального станка ЗГ833 предназначен: - для изменения числа оборотов шпинделя - для передачи вращения на ползун - для передачи вращения на поводок хонинговальной головки 10 Ползун хонинговального станка ЗГ833 - это механизм: - передающий вращение от шлицевого вала на поводок - для преобразования вращательного движения в возвратно- - разжима хонинговальных брусков 11 Коробка передач хонинговального станка ЗГ833 служит для: - изменения частоты вращения шпинделя - передачи вращения от шлицевого вала на поводок - преобразования вращательного движения в возвратно- 12 Припуск на хонингование, мм: - 0,03-0,05 - 0,3-0,5 - 0,5-0,8
Отчет по работе 2 1 Характеристику блока или гильз цилиндров:
Номинальный диаметр цилиндров,мм______________________________ Ремонтные размеры, мм__________________________________________ 2 Оборудование, приборы, инструменты и их краткая характеристика__ _____________________________________________________________________________________________________________________________________________________________________________________________________ 3 Данные для хонингования цилиндра двигателя, мм: диаметр расточного цилиндра____________________________________ хонингование под ремонтный размер_______________________________ Результаты измерения цилиндра до хонингования, мм: овальность________________________________ конусность________________________________ 4 Режим резания при хонинговании: припуск на обработку, мм___________________________ частота вращения шпинделя при заданной окружной скорости, об\мин________________________ скорость возвратно-поступательного движения, м\мин_______________ усилие резания, кгс\см 5 Заключение студента о выполненной работе_______________________ _______________________________________________________________ _______________________________________________________________
«_____» ______________20__г.
Подпись студента___________ Подпись преподавателя________________ Практическая работа 3
Восстановление вала вибродуговой наплавкой
Цель: Отработка навыков восстановления вала вибродуговой наплавкой Задание: Произвести вибродуговую наплавку вала
Содержание работы: изучение оборудования, оснастки, области применения и технологии наплавочных работ; проектирование, оформление и выполнение наплавочной операции.
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-12-19; просмотров: 594; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.012 с.) |

 ٫
٫ ٫
٫
 ٫
где lотв – длина хорингуемого отверстия, мм;
б) выбрать по таблице режимов резания рекомендуемые скорости возвратно-поступательного Vок движений хонинговальной головки;
в) рассчитать частоту вращения шпинделя
٫
где lотв – длина хорингуемого отверстия, мм;
б) выбрать по таблице режимов резания рекомендуемые скорости возвратно-поступательного Vок движений хонинговальной головки;
в) рассчитать частоту вращения шпинделя
 г) нормативную скорость возвратно=поступательного движения Vв.п и расчетную частоту вращения шпинедля nр уточнить по паспорту станка и принять их фактические значения (Vв.п.ф, nф)
д) по таблице режима резания принять нормативное (соответствющее конкретным условиям) удельное давление бруском Ро;
е) сделать заключение на станке полученного режима хонингования
г) нормативную скорость возвратно=поступательного движения Vв.п и расчетную частоту вращения шпинедля nр уточнить по паспорту станка и принять их фактические значения (Vв.п.ф, nф)
д) по таблице режима резания принять нормативное (соответствющее конкретным условиям) удельное давление бруском Ро;
е) сделать заключение на станке полученного режима хонингования
 где n1 – число двойных ходов, необходимое для снятия припуска
где n1 – число двойных ходов, необходимое для снятия припуска
 где ax – припуск на хонингование, на сторону, мм; b – слой металла, снимаемый за один двойной ход, мм (для чугуна b=0,002 мм);
n2 – число двойных ходов шпиндельной бабки в 1 мин
где ax – припуск на хонингование, на сторону, мм; b – слой металла, снимаемый за один двойной ход, мм (для чугуна b=0,002 мм);
n2 – число двойных ходов шпиндельной бабки в 1 мин
 __________________________________________
__________________________________________


