
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Растачивание цилиндров двигателяСодержание книги Поиск на нашем сайте
Цель: Отработка навыков растачивания цилиндров двигателя и контроле качества Задание: Произвести растачивание цилиндров Содержание работы 1 Подготовка блока цилиндров (гильз) к растачиванию и установка его на станок 2 Проверка станка и установка резца 3 Растачивание одного или нескольких цилиндров (гильз) и контроль качества расточки 3 Обработка результатов и составление отчета
Оборудование 1 Расточный станок модели 2А78Н с набором приспособлений и инструментов. 2 Блок цилиндров или гильзы, подлежащие расточке. 3 Штангенциркуль типа ШЦ-2 (ГОСТ 166—73) с пределами измерений 0—160 мм. 4 Индикаторный нутромер НИ (ГОСТ 868—72) с пределами измерений 50—100 или 100—160 мм (в зависимости от размера измеряемых цилиндров). 5 Микрометр МК (ГОСТ 6507-60)с пределами измерений 75-100 или 100-25 мм для настройки индикаторного нутромера. 6 Шабер, напильник личной и масштабная линейка длиной 300 м
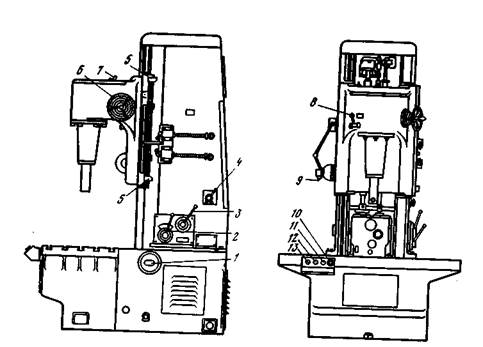
Порядок выполнения работы 1 При расточке цилиндров на станке 2А78Н (рис 2) блок цилиндров или гильзу в специальном приспособления устанавливают на столе станка. Измеряют диаметры цилиндра и определяют под какой ремонтный размер нужно расточить цилиндр. Масштабной линейкой измеряют длину цилиндра и устанавливают ограничительные кулачки 5, закрепленные в Т-образном пазу на правой стороне колонны.
Рисунок 2. Расточный станок модели 2А8Н 1 – вводный включатель, 2 – рукоятка переключения ступеней частоты вращения шпинделя; 3 – рукоятка для переключения ступеней подач шпинельной бабки; 4 – переключатель сочетания со ступенями частоты вращения шпинделя «А» или «Б»; 5 – кулачки выключения хода шпиндельной бабки; 6 – маховик ручного перемещения шпиндельной бабки; 7 – лубрикатор для смазки механизмов шпиндельной бабки; 8 – рукоятка отключения шпинделя от кинематической цепи его привода; 9 – включатель местного освещения; 10 – кнопка «Стоп», 11 – кнопка «Работа», 12 – кнопка ускоренного движения шпиндельной бабки «Вниз», 13 – кнопка ускоренного движения шпиндельной бабки «Вверх».
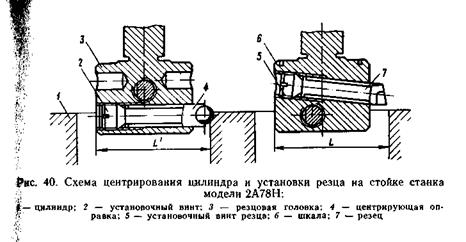
Кулачок, ограничивающий перемещение бабки вниз, устанавливают таким образом, чтобы он нажимал на рычаг конечного выключателя в момент выхода резца из растачиваемого отверстия на 3-5 мм. Кулачок, ограничивающий перемещение бабки вниз, устанавливают с таким расчетом, чтобы он нажимал на рычаг конечного выключателя, когда шпиндель отойдет от растачиваемого отверстия на расстояние, достаточное для удобной смены инструмента или обрабатываемой детали. В резцовую головку шпинделя вставляют центрирующую оправку (рис 3) и устанавливают её на необходимый размер (вращением установочного винта 2), который определяется по следующей формуле
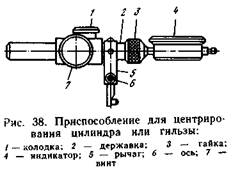
После установки центрирующей оправки вращением маховика 6 (см. рис. 2) шпиндель станка опускают настолько, чтобы шаровой конец оправки вошел в цилиндр на 3—5 мм от поверхности блока. Затем, медленно поворачивая шпиндель и перемещая по столу блок цилиндров, устанавливают его в положение, при котором конец оправки касается поверхности цилиндра по всей окружности. После этого осторожно закрепляют блок цилиндров к столу четырьмя планками и болтами. Проверяют центровку и поднимают шпиндель. Вынимают центрирующую оправку, ввертывают в шпиндель специальную колодку и устанавливают индикаторное приспособление (см., рис. 1).
Рычаг приспособления вводят в цилиндр на 3—5 мм от верхней кромки, подводят его к поверхности цилиндра, совмещают ' шкалу индикатора 0 со стрелкой и медленным вращением шпинделя проверяют точность совмещения осей цилиндра и шпинделя. Если отклонение по индикатору не более 0,02—0,03 мм, 1то установка считается нормальной, при больших показаниях установку и центровку блока (гильзы) цилиндров повторяют. 2. В отверстие шпинделя вставляют резец и вращением установочного винта 5 (см. рис. 4) устанавливают его на размер, рассчитанный по формуле
где d2 – диаметр резцовой головки, мм; Dр – диаметр, до которого следует расточить цилиндр, мм; δ - припуск на последующую обработку, мм
При этом нужно учитывать, что, поворачивая установочный ' винт резца против часовой стрелки на одно деление шкалы, резец выдвигается на 0,02 мм. После установки резца на требуемый размер следует прочно завернуть стопор и снова замерить размер. По номограмме, прилагаемой к станку, выбирают режим расточки (частоту вращения шпинделя в минуту и подачу на один оборот) и устанавливают рукоятки переключения ступеней частоты вращения шпинделя и подач в положение, соответствующее выбранным режимам. Можно рекомендовать следующий режим растачивания: Скорость резания, м/мин............................. 84—145 Подача, мм/об............................................... 0,05 Глубина резания, мм.................................... 0,2—0,3 3. Подводят резец к цилиндру и устанавливают шпиндель в положение, когда резец находится выше плоскости блока на 3—5 мм, и затем включают станок, замечают время начала и окончания расточки (хронометражное время). Оно необходимо для сравнения его с расчетным, которое определяется по формуле
где tм – машинное время, мин; lц – длина цилиндра, мм; l1 – врезание резца, мм; l2 – перебег резца, мм; n – частота вращения шпинделя, об/мин; S0 – подача резца, мм/об
Остановка станка (за исключением аварийного случая), подтяжка болтов крепления или выключение подачи в процессе растачивания цилиндра не допускаются. По окончании расточки цилиндра у станка модели 2А78Н происходит автоматическое его выключение и подъем шпинделя, после чего выключают вводный выключатель 1, рукоятку отключения шпинделя 8 ставят в нейтральное положение, открепляют блок цилиндров, проверяют качество расточки осмотром и измерением индикаторным нутромером.
|
||||
|
|
Последнее изменение этой страницы: 2020-12-19; просмотров: 358; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.118.237 (0.01 с.) |


 ٫
٫ ٫
٫


