

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Разработка технологических карт и нормативов сборки заготовок
Похожие статьи вашей тематики
Для потока сборки заготовки проектируемой модели разрабатываются технологические карты для всех операций технологического процесса.
Технологическая карта- детальная расшифровка каждой операции, в которой дается порядковый номер и наименование операции, применяемое оборудование и инструменты, вспомогательные материалы, рисунок или разрез обрабатываемого участка изделия с указанием технологических нормативов выполнения операций (расстояние строчки от края или между строчками, числа стежков на 1,0см строчки, режима операции- времени, давления, температуры).
Технологическая карта должна раскрывать технологическую сущность операции.
Технологические карты сборки заготовки проектируемой модели женских сапожек на среднем каблуке представлены в таблице 3.4
Таблица – 3.4 Технологические карты по сборке заготовок
| 1 Увлажнение краев деталей верха. Провяливание
| 
| Спущенные края деталей верха, увлажняют на ширину 12-15 мм путем окунания в увлажнительную жидкость, не допуская растекания увлажнительной жидкости по лицевой поверхности деталей. Температура увлажнительной жидкости - 25-300С. После увлажнения детали провяливают в течение 15-30 минут при температуре окружающей среды
| | Стол для ручных работ
| Кисть, сосуд для увлажнительной жидкости
| Жидкость для увлажнения Бравопель р.402
| | | | | | Продолжение таблицы 3.4
| 2 Дублирование деталей верха
| 
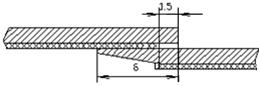
| Режимы дублирования: температура - 120-140°С, время - 5-7с, давление - 0,3-0,4МПа. Межподкладка не должна доходить до края затяжной кромки на 8 мм, до краёв настрачиваемой деталей при настрочном шве на 1,5 мм, до краев детали на которую настрачивается другая деталь на 5 мм, должна попадать под тачной шов, до загибки не доходить на 4мм
| | Bima136
| Измерительная линейка с ц. д 1,0мм
| ножницы
| | | | | |
| 3 Окрашивание видимых краев деталей верха (задинканаружная, задинка внутренняя, голенище верхнее наружное, внутреннее)
| 
|
Одноимённые детали верха обуви складывают в пачки, выравнивают по окрашиваемому краю, зажимают и окрашивают
| | Стол с вытяжкой
| пульверизатор, кисть сосуд для краски
| нитрокраска, этилацетат
| | | | | |
| 4 Окрашивание видимых краев подкладки (штаферок)
| 
| Одноимённые детали верха обуви складывают в пачки, выравнивают по окрашиваемому краю, зажимают и окрашивают
| | Стол с вытяжкой
| пульверизатор, кисть сосуд для краски
| нитрокраска, этилацетат
| | | | | | Продолжение таблицы 3.4
| 5 Увлажнение союзок, предварительное формование союзок, контроль по шаблону
|   Союзки с наклеенной межподкладкой укладывают в устройство для увлажнения и выдерживают в течение 60-90 сек. Увлажненные союзки лицевой поверхностью укладывают на нижний нож машины на заданном расстоянии по шкале на боковых щечках. Центр ножа должен совпадать с осевой линией союзки. Союзку прижимают пальцами к щечкам до соприкосновения верхнего и нижнего ножей. Температура формующих ножей - 90-1000С; температура щечек - 60-70°С; давление - 0,5-0,6 МПа; время формования - 18-20 сек. Качество отформованных союзок проверяется по шаблону соответствующего размера. Союзки после формования не должны иметь на лицевой поверхности складок и морщин и не должны иметь перекосов Союзки с наклеенной межподкладкой укладывают в устройство для увлажнения и выдерживают в течение 60-90 сек. Увлажненные союзки лицевой поверхностью укладывают на нижний нож машины на заданном расстоянии по шкале на боковых щечках. Центр ножа должен совпадать с осевой линией союзки. Союзку прижимают пальцами к щечкам до соприкосновения верхнего и нижнего ножей. Температура формующих ножей - 90-1000С; температура щечек - 60-70°С; давление - 0,5-0,6 МПа; время формования - 18-20 сек. Качество отформованных союзок проверяется по шаблону соответствующего размера. Союзки после формования не должны иметь на лицевой поверхности складок и морщин и не должны иметь перекосов
| | М-на ТИП 163, Ф.МодельW51, устройство для активации
| сосуд для увлажнительной жидкости, шаблоны
| Спецжидкость ”Lidofil”
|
| 6 Обрубание союзок, контроль по шаблону
| 
| Отформованные союзки укладывают на вырубочную подушку пресса и с использованием резаков производят обрубание верхнего контура союзки в точном соответствии с утвержденным образцом обуви. После обрубания союзок проверяют их продольный профиль и площадь по контрольному шаблону
| | Стол для ручных работ, пресс «АТОМ»
| набор резаков; плита ПВХ, шаблоны
| гелевый стержень,
графитный стержень
| | | | | |
| 7 Окрашивание союзок после обрубания
| 

| Союзки складывают в пачки, выравнивают по окрашиваемому краю. Торцы верхнего края союзок окрашивают под цвет лицевой поверхности кожи. Краску наносят ровным тонким слоем, без пропусков и подтеков, не за-грязняя лицевую поверхность союзок. Сушка − 5-10 мин при температуре цеха
| | Стол с вытяжкой
| кисть, пульверизатор
| Нитрокраска, этилацетат
| | | | | | Продолжение таблицы 3.4
| 8 Спускание краев деталей верха (союзка)
| 
| Верхний край союзок спускают по краю с бахтормяной стороны на ширину 5-6 мм. Толщина спущенного края должна быть 0,7-0,8 мм. Спущенный край союзок должен быть одинаковым по ширине и толщине по всему верхнему краю
| | МашинаCS-33РФ Фортуна
| толщиномер ТР-25-100, измерительная линейка
| -
| | | | | |
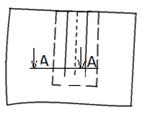
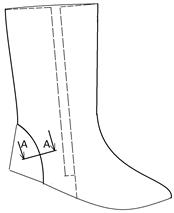
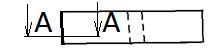
| 9 Стачивание задних краев задинкинаружной и задинки внутренней
|  А-А
А-А 
| Заднюю часть задинок по линии выреза складывают лицевыми сторонами так, чтобы нижние и верхние края по линии шва совпадали и скрепляют. Расстояние строчки от края детали 1,2-1,5 мм, частота строчки 5,0-6,0 стежков на 1см строчки
| | DÜRKOPPADLER
175-141621
| Иглы134KKS№90, ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | |
| 10 Разглаживание тачного шва с одновременным наклеиванием липкой ленты
|

| Сшитые края должны симметрично располагаться по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а детали – деформированы
| |
USM-6 ф.«Schön»
| Ножницы
| Нейлоновая лента шириной 15 мм, увлажнительная жидкость
| | | | | | Продолжение таблицы 3.4
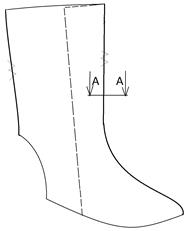
| 11 Стачивание задних краев (голенище наружное, голенищевнутренне)
|  А-А
А-А 
| Заднюю часть деталей по линии выреза складывают лицевыми сторонами так, чтобы нижние и верхние края по линии шва совпадали и скрепляют. Расстояние строчки от края детали 1,2-1,5 мм, частота строчки 5,0-6,0 стежков на 1см строчки
| | DÜRKOPPADLER
175-141621
| Иглы134KKS№90, ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | |
| 12 Разглаживание тачного шва с одновременным наклеиванием липкой ленты
|

| Сшитые края должны симметрично располагаться по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а детали – деформированы
| |
USM-6 ф.«Schön»
| Ножницы
| Лента нейлоновая ш.15мм, увлажнительная жидкость
| | | | | |
| 13 Стачивание задних краев (голенище верхнее наружное, голенище верхнеевнутренне)
|  А-А
А-А 
| Заднюю часть деталей по линии выреза складывают лицевыми сторонами так, чтобы нижние и верхние края по линии шва совпадали и скрепляют. Расстояние строчки от края детали 1,2-1,5 мм, частота строчки 5,0-6,0 стежков на 1см строчки
| | DÜRKOPPADLER
175-141621
| Иглы134KKS№90, ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | | Продолжение таблицы 3.4
| 14 Разглаживание тачного шва с одновременным наклеиванием липкой ленты
| |
| Сшитые края должны симметрично располагаться по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а детали – деформированы
| |
USM-6 ф.«Schön»
| Ножницы
| Лента нейлоновая шириной 15 мм, увлажнительная жидкость
| | | | | |
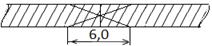
| 15 Настрачивание задинки на голенище двумя строчками
| 
| Задинка настрачивается на голенище двумя параллельными строчками. Расстояние строчки от края детали 1,0-1,2 мм, расстояние между строчками 1,5-2,0 мм, частота строчки 4,5-5,0 стежков на 1см
А-А 
| | DÜRKOPP ADLER 1180i-647
| Иглы 134LLCR90;
ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | |
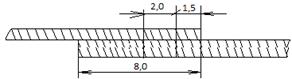
| 16 Загибка голенища верхнего. Ручная поправка
| 
 А-А А-А
| Верхний край, предназначенный для загибки, подводят под исполнительные органы машины и загибают на ширину - 4-5 мм с одновременным нанесением термопластичного клея и наклеиванием укрепляющей тесьмы. Вогнутые края загибаемых деталей подрезают ножевым устройством машины на глубину 2,0-2,5 мм. Загнутые края должны иметь одинаковую по всему периметру ширину и быть прочно склеены с не лицевой стороной детали. Выступающие края тесьмы обрезают
| | Машина СОМ-52 FU ф. «Соmelz»
| Ножницы, измер. лин. с ц. д. 1,0мм, молоток
| Клей-расплав,
тесьма капроновая
| | | | | |
Продолжение таблицы 3.4
| 17 Настрачивание голенищ верхних на голенище одной строчкой
| 
| Задинка настрачивается на голенище одной строчкой. Расстояние строчки от края детали 1,2-1,5 мм, частота строчки 4,5-5,0 стежков на 1см
А-А
| | DÜRKOPP ADLER 1180i-547
| Иглы 134LLCR90;
ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | |
| 18 Настрачивание деталей верха (союзки на голенище) двумя строчками
|  А-А
А-А 
| Союзки настрачивается на голенище двумя параллельными строчками. Расстояние строчки от края детали 1,0-1,2 мм, расстояние между строчками 1,5-2,0 мм, частота строчки 4,5-5,0 стежков на 1см
| | DÜRKOPP ADLER 1180i-647
| Иглы 134LLCR90;
ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | |
| 19 Намазка клеем резинки и голенища. Сушка Составление
|  
| На бахтормяную сторону голенища и резинку наносят тонкий ровный слой клея, не допуская загрязнений лицевой стороны берцев, подкладки. Клеевую пленку высушивают при температуре окружающей среды в течение 10-15 мин. Резинку точно накладывают на бахтормяную сторону голенища по наметке без перекосов
| | Стол с вытяжкой
| Сосуд для клея, кисть
| Клей резиновый 10%
| | | | | | Продолжение таблицы 3.4
| 21 Настрачивание резинки на детали верха
|  Резинка настрачивается на голенище одной строчкой. Строчка проходит по центру между двумя ножами, частота строчки 4,0-6,0 стежков на 1см строчки Резинка настрачивается на голенище одной строчкой. Строчка проходит по центру между двумя ножами, частота строчки 4,0-6,0 стежков на 1см строчки
 А-А А-А
| | Машина «DÜRKOPPADLER» модель 1180i-547
| Иглы:134LRCR90, ножницы, изм. линейка
| Нитки 44ЛХ/44ЛХ
|
| 22 Стачивание подкладки по переднему краю переметочным швом
|  Детали подкладки стачивают по переднему краю переметочным швом так, чтобы их края совпадали. Расстояние строчки от края - 3-4 мм, частота строчки − 3-4 стежка на 1 см шва. Начало и конец строчки закрепляют 2-3 стежками
А-А Детали подкладки стачивают по переднему краю переметочным швом так, чтобы их края совпадали. Расстояние строчки от края - 3-4 мм, частота строчки − 3-4 стежка на 1 см шва. Начало и конец строчки закрепляют 2-3 стежками
А-А
| | DÜRKOPPADLER 527-101
| Иглы
134 LLCR 90
| нитки 44ЛХ/44ЛХ
|
| 23 Стачивание подкладки по заднему шву переметочным швом
|  Детали подкладки стачивают по переднему краю переметочным швом так, чтобы их края совпадали. Расстояние строчки от края - 3-4 мм, частота строчки − 3-4 стежка на 1 см шва. Начало и конец строчки закрепляют 2-3 стежками
А-А Детали подкладки стачивают по переднему краю переметочным швом так, чтобы их края совпадали. Расстояние строчки от края - 3-4 мм, частота строчки − 3-4 стежка на 1 см шва. Начало и конец строчки закрепляют 2-3 стежками
А-А
| | DÜRKOPPADLER 527-101
| Иглы
134 LLCR 90
| нитки 44ЛХ/44ЛХ
| Продолжение таблицы 3.4
| 24 Настрачивание кожкармана на подкладку
|  Карманы настрачивают на подкладку двумя параллельными строчками, ориентируясь по гофрам и наколкам Припуск подкладки под строчку - 8-10 мм, расстояние между строчками - 2-4мм. Расстояние строчки от края - 1,2-1,5мм, количество стежков - 4,0-5,0 на 1 см. строчки. А-А Карманы настрачивают на подкладку двумя параллельными строчками, ориентируясь по гофрам и наколкам Припуск подкладки под строчку - 8-10 мм, расстояние между строчками - 2-4мм. Расстояние строчки от края - 1,2-1,5мм, количество стежков - 4,0-5,0 на 1 см. строчки. А-А
| | DURCOPP ADLER Модель: 1180i-547
| Иглы
134 LLCR 90
| Нитки 44ЛХ/44ЛХ
|
| 25 Сострачиваниенаружной и внутренней штаферок тачным швом
|  А-А
А-А

| Штаферки складывают лицевыми сторонами так, чтобы нижние и верхние края совпадали, и сострачивают одной строчкой параллельно краю. Расстояние строчки от края -1,5мм, частота строчки - 4,0-5,0 стежков на 1см строчки
| | DÜRKOPP ADLER 1180i-547
| Иглы 134LRCR140;
ножницы, изм. линейка
| Нитки20/3/30/3
| | | | | |
| 26 Настрачивание штаферки на подкладку под голенища
| 
 А-А А-А
| Штаферкубахтормяной стороной накладывают на лицевую сторону верхних краев подкладки по гофрам так, чтобы передние края штаферки совпадали с краями подкладки и пристрачивают одной строчкой. Припуск подкладки под настрачивание 6-8мм. Расстояние строчки от края штаферки 1,2 -1,5мм, частота строчки -4,0-5,0 стежков - 1см строчки.
| | DÜRKOPP ADLER 1180i-547
| Иглы 134LLCR90;
ножницы, изм. линейка
| Нитки 44ЛХ/44ЛХ
| | | | | | Продолжение таблицы 3.4
| 28 Сострачивание подкладки с внутренней стороны под клапаном переметочным швом
| Детали подкладки стачивают по боковому шву переметочным швом так, чтобы их края совпадали. Расстояние строчки от края - 3-4 мм, частота строчки − 3-4 стежка на 1 см шва. Начало и конец строчки закрепляют 2-3 стежками
 А-А А-А
| | DÜRKOPPADLER 527-101
| Иглы
134 LLCR 110
| нитки 44ЛХ/44ЛХ
| | 30Пристрачивание застежки «молния» к клапану
|  А-А
А-А

| Застежку «молния настрачивают на клапан одной строчкой. Расстояние строчки от края −1,2-1,5 мм, частота стежков на 1 см длины строчки - 4 -5.
| | DÜRKOPPADLER1180i-547
| Иглы 134LLCR90
| Нитки 40/3/60/3
| | | | | |
| 30 Настрачивание деталей верха на застежку «молния» с одновременным пристрачиванием деталей верха
| 
| Строчка должна проходить параллельно краю на расстоянии 1,0- 1,2мм от края. Частота строчки – 3,0-5,0 стежков на 1см строчки. Концы строчки должны быть закреплены двумя–тремя дополнительными стежками
| | DÜRKOPPADLER1180i-547
| Иглы 134LLCR90;
ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | |
Продолжение таблицы 3.4
| 32 Разбирание подкладки и верха по парникам, намазка клеем по верхнему канту и вдоль застежки «молния», склеивание верха с подкладкой
|  
| На не лицевые стороны голенищ и подкладки по канту и линии разреза на ширину 20-25мм наносят тонкий ровный слой клея, не допуская загрязнений лицевой стороны голенищ, подкладки и звеньев застёжки-«молния».Клеевую пленку высушивают при температуре окружающей среды в течение 10-15 мин
| | Стол с вытяжкой
| кисть, сосуд для клея
| клей резиновый 10%
| | | | | |
| 33 Строчка канта сапог с одновременной обрезкой кожподкладки и пристрачивание застежки «молния» и резинки второй строчкой
|  А-А А-А

| Строчка по верхнему канту должна проходить параллельно краю на расстоянии 1,2- 1,5мм от края. Частота строчки – 3,0-5,0 стежков на 1см строчки. Концы строчки должны быть закреплены двумя–тремя дополнительными стежками. Детали не должны быть стянуты по линии шва. Выступающие края подкладки обрезаются с поднутрением ножевым механизмом машины
| | DÜRKOPP ADLER 4182-147-200
| Иглы 134LLCR90;
ножницы, изм. линейка
| Нитки 40/3/60/3
| | | | | |
| 34 Застегивание застежки «молния»
| |
Застежку «молния» застегивают по всей длине, плавно, не повреждая шва и не сминая голенища
| | Стол для ручных работ
| -
| -
|
Продолжение таблицы 3.4
| 35Активация подноска, нанесение клея на верх и подкладку, дублирование
| 
|
Подносок термопластифицируют при температуре 110-120°С в течение 5-15сек и накладывают на союзку заготовки на расстоянии 5-7 мм от края затяжной кромки. Режимы дублирования: температура – 110-130°С, время дублирования – 7-10сек, давление в системе – 0,25-0,35 МПа
| | «INTERNATIONAL» тип ICZ-2110
| -
| Прутковая полиамидная смола
| | | | | |
| 36 Окрашивание верхнего канта сапог
|
 
|
Торцы верхнего края сапог окрашивают под цвет лицевой поверхности кожи. Краску наносят ровным тонким слоем, без пропусков и подтеков, не загрязняя лицевую голенищ. Сушка − 5-10 мин при температуре цеха.
| | Стол с вытяжкой
| кисть, пульверизатор, сосуд
| нитрокраска, этилацетат
| | | | | |
| 37 Обстрачивание заготовок по затяжной кромке
| А-А
 1-верх;
2-межподкладка;
3-подносок; 4-подкладка
1-верх;
2-межподкладка;
3-подносок; 4-подкладка
| Обстрачивание заготовки по затяжной кромке производят одной строчкой со стороны верха. Расстояние строчки от края – 4-6мм. Частота строчки – 4,0-5,0 стежков на 1 см. строчки
| | DÜRKOPPADLER1180i-547
| Иглы 134LLCR100;
ножницы
| Нитки 44лх/44лх
| | | | | | Продолжение таблицы 3.4
| 38 Смывание наметки. Чистка заготовок
| 
| Заготовку очищают, чтобы на наружных и внутренних деталях не было пятен, остатков клея и других загрязнений. Концы ниток, оставшиеся после строчек, обрезают, не повреждая строчку и лицевую поверхность деталей заготовки. Заготовка не должна иметь механических повреждений
| | Стол с вытяжкой
| Каучук, сосуд для смывочной жидкости
| ветошь, смывочная жидкость
| | | | | | | 42 Комплектование заготовок
| |
Заготовки комплектуют парами по размеру, цвету, оттенку, мерее в пачки по 6 пар. Каждая пачка должна быть связана шпагатом. В начало и конец пачки должен вкладываться картонный вкладыш для уменьшения деформации заготовки. Производственные партии заготовок отмечают с учетом ведомости и укладывают в пакеты
| | Стол СТ-Б
| книга учета, карандаш, ножницы
| шпагат
|
|




