Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Робототехнический комплекс механообработкиСодержание книги
Поиск на нашем сайте
Робототехнический комплекс (РТК) предназначен для выполнения операций механообработки деталей из пластмасс и легких сплавов. К числу типичных операций относятся зачистка заусенцев, снятие облоя, шлифование контуров и поверхностей, сверление отверстий, снятие фасок. В состав РТК входят: промышленный робот РМ-01, включающий манипулятор PUMA-560 и устройство управления «Сфера-36», компьютер верхнего уровня типа IBM PC, блок пневмоэлектроаппаратуры, сменные рабочие органы (схваты, инструментальные пневмоголовки), комплект режущего инструмента (фрезы, напильники, металлические щетки), устройство силомоментного очувствления с блоком ввода аналоговых сигналов в устройство управления и многофункциональный адаптер ввода-вывода сигналов в компьютер.
 Для выполнения на РТК технологических производственных процессов возможно включение в его состав роликового транспортера и механизма подачи палет с заготовками, а также поворотного стола с фиксаторами. Технологическое оборудование РТК обеспечивается пневмопитанием под давлением 0,5 МПа. В частности, при механической обработке используется в качестве рабочего органа специальная пневмоголовка производства фирмы NOKIA (Финляндия), которая крепится к наружному фланцу силомоментного датчика (рис. 2.2). Основные технические характеристики пневмоголовки: мощность 160 Вт, частота вращения выходного вала 28000 об/мин, масса 1,5 кг. Для выполнения на РТК технологических производственных процессов возможно включение в его состав роликового транспортера и механизма подачи палет с заготовками, а также поворотного стола с фиксаторами. Технологическое оборудование РТК обеспечивается пневмопитанием под давлением 0,5 МПа. В частности, при механической обработке используется в качестве рабочего органа специальная пневмоголовка производства фирмы NOKIA (Финляндия), которая крепится к наружному фланцу силомоментного датчика (рис. 2.2). Основные технические характеристики пневмоголовки: мощность 160 Вт, частота вращения выходного вала 28000 об/мин, масса 1,5 кг.
Электромеханический манипулятор PUMA-560 антропоморфного типа имеет 6 вращательных степеней подвижности. Приводы степеней подвижности созданы на базе двигателей постоянного тока с защитными тормозами и инкрементальными инкодерами в качестве датчиков обратной связи. Грузоподъемность робота 2,5 кг, точность позиционирования 0,1 мм. Устройство управления «Сфера-36» предназначено для позиционно-контурного управления функциональными движениями манипулятора и имеет архитектуру типа «компьютер – внешний контроллер» для управления исполнительными приводами. Система является многопроцессорной и двухуровневой: она содержит центральный процессор и шесть процессоров приводов. Модули устройства имеют унифицированные шины внутренней связи (типа Q-BUS) и стандартный интерфейс связи с технологическим оборудованием. Устройство силомоментного очувствления состоит из двух функциональных модулей: датчика силы и блока обработки силомоментной информации. Датчик силы конструктивно выполнен в виде плоских крестообразных пластин, на грани которых наклеены тензорезисторы. Конструкция датчика предусматривает измерение трех компонент вектора силы, действующей на рабочий орган робота: силы, перпендикулярной фланцу датчика силы (Fz), и двух моментов в плоскости фланца (Mx и My). В качестве чувствительных элементов выбраны фольговые тензорезисторы типа КФ 5П1-3200-А12. Датчик изготовлен из алюминиевого сплава Д16-Т, обладающего высоким значением модуля Юнга и малой удельной массой. Блок обработки силомоментной информации предназначен для преобразования сигналов с тензоусилителя в три информационных сигнала о векторе сил, действующем на рабочий орган. Блок выполнен в виде отдельной платы и установлен в корпус тензоусилителя. Технические характеристики устройства силомоментного очувствления в целом таковы: – количество измеряемых компонент вектора сил – 3 (осевая нагрузка до 50 Н; поперечные силы по осям X и Y до 25 Н на плече 0,12 м); – диапазон выходных сигналов для ввода в компьютер от -5 В до + 5 В, – погрешность выходного сигнала не более 2 % от номинала. При управлении роботом на операциях механообработки основная функция компьютера состоит в обработке сигналов от датчика силомоментного очувствления и выработке сигналов коррекции движения. Если датчик сил и моментов содержит встроенный микропроцессор, то организация обмена информацией с компьютером не представляет труда. В противном случае необходимо использовать многофункциональный адаптер (МА), который осуществляет согласование аналоговых и цифровых сигналов с системной шиной компьютера. МА представляет собой электронный модуль (плату), вставляемый в слот IBM PC. Адаптер содержит следующие функциональные узлы: аналого-цифровой преобразователь с коммутатором на входе, цифро-аналоговый преобразователь, устройство параллельного ввода-вывода и таймер. Серийный комплект устройства управления «Сфера-36» не имеет возможности ввода и обработки аналоговой информации. Поэтому на базе стандартного модуля аналогового ввода (МАВ) этой стойки управления был реализован контроллер ввода аналоговых сигналов с силомоментного датчика. Шесть каналов модуля МАВ служат для ввода сигналов с потенциометрических датчиков, расположенных в степенях подвижности манипулятора. Оставшиеся два канала АЦП, которые в штатном режиме используются для тестирования системы, переведены в режим связи с внешними задатчиками сигналов. Связь между устройством управления «СФЕРА» и компьютером обеспечивается специальными драйверами. Программирование движений технологического робота проводится автоматизированно с помощью специально разработанного комплекса подготовки управляющих программ, блок-схема которого представлена на рисунке 2.3. Таким образом, данный робототехнический комплекс механообработки реализует современную концепцию построения производственных систем типа CAD/CAM, когда автоматизированное проектирование изделия и его автоматическое изготовление интегрированы в единую систему и задача пользователя состоит только в подготовке исходной компьютерной модели детали. Можно провести аналогию между мехатронным принципом объединения элементов и концепцией CAD/CAM, где методология интеграции воплощена на высоком системном уровне.
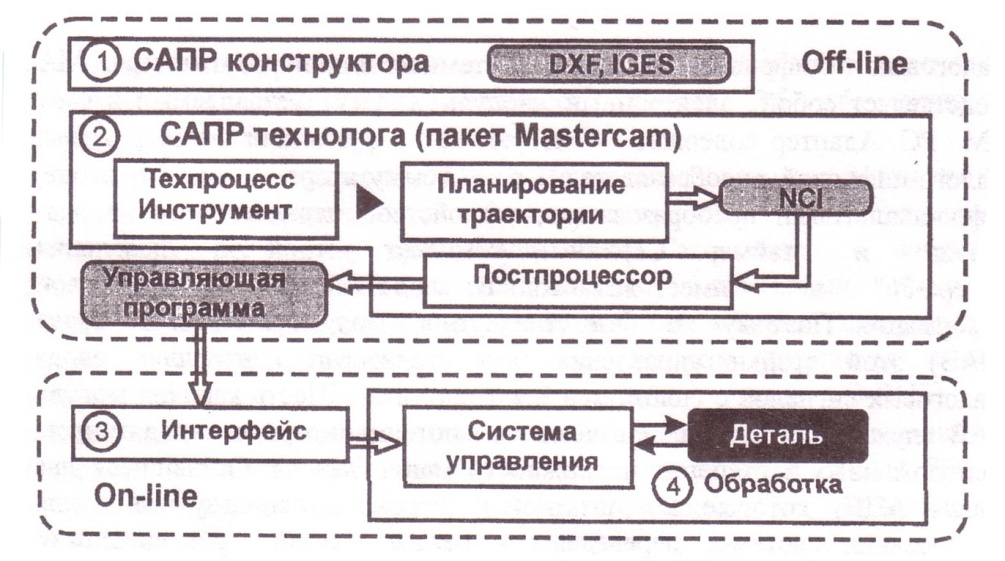
Рис. 2.3. Блок-схема комплекса программирования движений
Задача программирования движения манипулятора решается в четыре основных этапа, при этом первые два выполняются на ЭВМ верхнего уровня, что позволяет не выключать РТК из производственного процесса. Этап 1. Разработка компьютерной модели детали в среде Auto CAD. С помощью САПР конструктора выполняется чертеж обрабатываемой детали, либо выбирается стандартная графическая модель из библиотеки. Компьютерная модель записывается в соответствующем формате. Этап 2. Планирование движений робототехнической системы. В качестве базового программного обеспечения использован интерактивный пакет MASTERCAM, позволяющий в режиме диалога задавать траекторию движения и желаемую ориентацию рабочего органа в декартовой системе координат, закон движения во времени, команды на вспомогательное технологическое оборудование. При этом могут применяться проверочные и оптимизационные процедуры, которые учитывают кинематические, динамические, энергетические и другие особенности конкретного манипулятора. Полученный файл во внутреннем формате поступает для обработки на постпроцессор. Постпроцессор - это специальная программа, которая автоматически генерирует управляющую программу, готовую для загрузки и исполнения устройством управления робота. Этап 3. Автоматическая загрузка управляющей программы. На этом этапе осуществляется пооператорная загрузка программы в устройство управления «Сфера-36». При этом стойка управления и компьютер соединены через последовательный порт по протоколу RS-232. Этап 4. Исполнение программы. Для начала выполнения программы необходимо выполнить привязку системы координат, задав в режиме дистанционного обучения исходную точку в рабочей зоне робота. Затем происходит автоматическое выполнение функционального движения, при этом сила резания поддерживается на заданном уровне за счет регулирования контурной скорости рабочего органа.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-09; просмотров: 561; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.007 с.) |