
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Скрепление деталей штучными крепителямиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Механизмы для скрепления деталей и изделий штучными крепителями широко используются в машинах обувного производства для временного прикрепления стелек к колодкам, прикрепления подошв обуви, соединения элементов (фликов и набоек) каблука, вставки блочков, а также в некоторых типах обтяжных и затяжных машин для фиксации обтянутой или затянутой заготовки на колодке. В качестве штучных крепителей используют шпильки, винты, гвозди, полускобки, скобки, блочки и т. д. При скреплении двух или'нескольких деталей их спрессовывают и перпендикулярно или под углом к плоскости их скрепления поступательным или поступательным с вращением движением вводят штучный крепитель. Из машин для скрепления деталей и изделий штучными крепителями применяют гвоздевые, скобочные и блочковые, ограниченное применение находят шпилечные и винтовые машины. Из гвоздевых машин следует отметить: АСГ-19 — для прикрепления подошв стандартными гвоздями; ПДН-О — для прикрепления подошв гвоздями, изготовляемыми машиной; МКН, ПКВ и ПДК — для прикрепления каблука гвоздями; 04222/Р1 (ЧССР) — для прибивания каблуков к обуви гвоздями; ОМ-4М — для обтяжки заготовки на колодке пятью гвоздями; полуавтоматы 02038/Р1 и 02038/Р2 (ЧССР) —для затяжки пяточной части заготовки обуви 12—20 гвоздями; ЗВ-1 и ЗВ-2-О, 02087/Р1 и 02074/Р2 (ЧССР) —для затяжки заготовки верха обуви на колодке и др. К скобочным относится машина ППС-С — для временного прикрепления стелек к колодкам и подошв к стелькам скобками. Для вставки и закрепления блочков широко применяется машина ВБ-1. Основными механизмами для скрепления деталей и изделий штучными крепителями являются: молотковые механизмы, механизмы прижимов и упоров, штампы для пробивания отверстий в скрепляемых деталях, вставки и закрепления в них крепителей. Пример взаимодействия исполнительных инструментов перечисленных механизмов показан на рис. 3.5.8.
1 – упор с лункой, 2 – скрепляемые детали, 3 - канал гвоздеподающего механизма, 4 – молоток, 5 – шило, 6 – патрон, 7 – боковой упор.
Патрон отсекает по одному гвоздю и удерживает его до забивания. При нажатии на педаль упор 1 опускается, вставляют скрепляемые детали.
качественная загибка острия штучного крепителя возможна при введении его по нормали к плоскости скрепляемых деталей, а также при попадании острия крепителя после прохождения через скрепляемые детали на определенную зону лунки упора. Последнее условие может быть выполнено за счет конструктивных особенностей рабочей поверхности упора.
Q – усилие расклепывания гвоздя, N – реакция упора на давление острия гвоздя, Т – сила трения острия гвоздя о поверхность лунки, f – угол трения острия гвоздя о лунку. Р – усилии забивания гвоздя. х – смещение острия гвоздя относительно центра лунки, рекомендуется выбирать от 1,5 до 2,0 мм. α – угол скоса краев упора, рекомендуется выбирать в пределах 30о.
Для предотвращения сдвига стельки относительно колодки при формовании и сборке обуви предварительно прикрепляют стельку к колодке металлическими скобками на машинах ППС-С и 04054/Р1, принцип действия которых одинаков. Эти же машины применяют также для временного прикрепления подошв к следу затянутой обуви, чтобы избежать их сдвига в процессе последующего прикрепления. Стельки можно также прикреплять затяжными гвоздями на машинах ПДН-О и 02015/Р5. Число скобок или гвоздей и их расположение зависят от конструкции колодки и способа затяжки. Машина ППС-С предназначена для предварительного прикрепления стельки или подошвы металлическими скобками, изготовленными машиной из проволоки. Скобки должны выступать над поверхностью колодки на 2—3 мм, что позволяет легко удалять их после затяжки. Технологическая операция на машине выполняется следующим образом. Колодку (рис. 3.5.10) с наложенной на ее след стелькой плотно прижимают снизу к патрону 9 машины в том месте, в котором следует забить скобку, и нажатием на педаль включают машину. При этом вращающиеся ролики 2 и 3 подают проволоку в зазор между ножами 4 и 5 на наковальню 6. Затем верхний нож, опускаясь, отрезает с помощью неподвижного нижнего ножа часть проволоки требуемой длины, а матрица 7, двигаясь вниз, загибает отрезанную часть проволоки на выступающем конце наковальни 6, образуя скобку. После этого наковальня 6 отходит назад, а молоток 8, резко опускаясь, забивает скобку через патрон в стельку и колодку.
Рис. 3.5.10. Кинематическая схема исполнительных органов машины ППС-С.
Полный цикл работы машины происходит за один оборот главного вала. Машина имеет механизмы подачи проволоки, ножей, образования скобки, молотка и привода.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 535; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.19.115 (0.007 с.) |

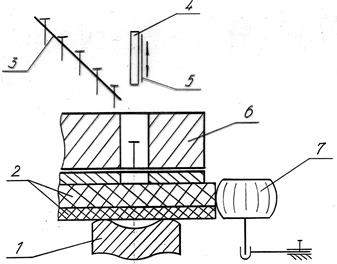 Рис. 3.5.8. Исполнительные инструменты машины АСГ-19.
Рис. 3.5.8. Исполнительные инструменты машины АСГ-19. Рис. 3.5.9. Условие расклепывания гвоздя.
Рис. 3.5.9. Условие расклепывания гвоздя.



