
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Единая система допусков и посадок (есдп)Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Поля допусков стандартизованы. Стандарты ЕСДП распространяются на гладкие сопрягаемые и несопрягаемые элементы деталей с номинальными размерами до 10000 мм и регламентируют величину основных отклонений и полей допусков в этом диапазоне размеров. Каждому классу (степени) точности в системе ЕСДП соответствует определенный квалитет (всего их 19) со своей величиной поля допуска. Внутри каждого квалитета размеры полей допусков растут с увеличением номинальных размеров. Квалитеты нумеруются порядковыми номерами: 01; 0; 1…17. В технической документации поле допуска обозначается IT c номером квалитета (пример: IT7; IT14). В табл. П1.2 представлены рекомендации по применению полей допусков различных квалитетов.
Основным отклонением называют одно из двух отклонений поля допуска (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Основным всегда является ближайшее к нулевой линии предельное отклонение. Основные отклонения на чертеже и в документации обозначаются буквами латинского алфавита - для основных отклонений отверстий используются прописные (большие) буквы, а для обозначения основных отклонений валов - строчные (малые) буквы. При этом буквы I и i не используются, но существуют основные отклонения, обозначаемые двумя буквами (CD, EF, FG, ZA,ZB,ZC). Во всех размерных группах основные отклонения H и h равны 0, а основные отклонения J и j располагаются симметрично относительно нулевой линии. Основные отклонения A…H (a…h) расположены в тело детали (для отверстий имеют знак «+», для валов - «-»), а основные отклонения K…Z (k…z) расположены из тела детали (для отверстий имеют знак «-», для валов - «+»). Неосновное (второе предельное) отклонение образуется путем прибавления допуска квалитета к основному отклонению в сторону от нулевой линии (кроме основных отклонений J и j). Таким образом обозначение допуска размера состоит из одной или двух букв (основное отклонение) и цифры (поле допуска для квалитетов от 01 до 17), например: D5; CD11; d6; H7; h9; J14; P6; r8 и т.д. Сочетанием любых основных отклонений с каждым из квалитетов возможно образовать свыше тысячи полей допусков валов и отверстий. Такое разнообразие полей допусков в производственных условиях является неэкономичным, так как затрудняет унификацию режущего и мерительного инструмента. Поэтому в стандартах произведен ограничительный отбор полей допусков, рекомендованных к применению, а среди последних выделены поля допусков предпочтительного применения (в стандартах поля предпочтительного применения обычно заключены в рамки).
Посадкой называется характер соединения двух деталей, определяемый величиной зазора или натяга на поверхностях контакта соединяемых деталей. Различают три типа посадок: с зазором, с натягом и переходные. Посадка (натяг или зазор) обеспечивается за счет сочетания определенного вида полей допусков на сопрягаемые поверхности. В технической документации посадка обозначается в виде дроби, числитель которой всегда является допуском отверстия, знаменатель - вала.
При назначении основных отклонений для размеров, принадлежащих разным деталям соединения используют систему отверстия и систему вала (рис. П1.3). В системе отверстия отверстие является основным, и для него обычно в качестве основного отклонения назначают отклонение Н (равное 0), а формирование посадки производят за счет основного допуска вала (от a до h зазор, остальные либо переходные, либо натяг); в системе вала все наоборот - основным является вал (основное отклонение вала h, равное 0), а формирование посадки производят за счет основного допуска отверстия. Стандартами рекомендуются предпочтительные сочетания полей допусков сопрягаемых деталей для посадок разной степени плотности, но принципиально возможно применение для сопрягаемых деталей самых различных сочетаний основных отклонений и квалитетов. Наиболее предпочтительным является выбор квалитета для размеров отверстий на один выше (то есть менее точного) по сравнению с валами (отверстие труднее обработать), в этом случае стоимость обработки обеих сопрягаемых поверхностей будет примерно одинакова, а качество соединения почти не ухудшается. Наиболее наглядно посадки изображаются на диаграммах полей допусков (рис. П1.3): - при посадке с зазором поле допуска вала всегда лежит ниже поля допуска отверстия (наибольший предельный размер вала всегда меньше наименьшего предельного размера отверстия), то есть посадка гарантирует зазор в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей; - при посадке с натягом поле допуска вала всегда лежит выше поля допуска отверстия (наименьший предельный размер вала всегда больше наибольшего предельного размера отверстия), то есть посадка гарантирует натяг в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей; - при переходной посадке поля допусков частично или полностью перекрываются (наибольший предельный размер вала больше наименьшего предельного размера отверстия, а наименьший предельный размер вала меньше наибольшего предельного размера отверстия), и в этом случае в соединении возможен как некоторый зазор, так и некоторый натяг, в зависимости от действительных размеров соединяемых деталей. Изготовление деталей с допусками, установленными в системе отверстия, обходится (при прочих равных условиях) дешевле вследствие использования меньшей номенклатуры режущего и мерительного инструмента. По этой причине основная масса деталей, изготавливаемых в машиностроении выполняется с допусками по системе отверстия. Поля допусков для отверстий и валов представлены в табл. П1.3 и П1.4 (численные значения полей допусков см. приложение 2). Таблица П1.3
Таблица П1.4
В таблицах П1.5 и П1.6 представлены посадки ЕСДП в системе отверстия и системе вала, рекомендуемые к применению для размеров 1- 500 мм. Таблица П5
Таблица П1.6
Посадки с зазором.
1. Скользящие посадки (H/h) предназначены главным образом для неподвижных соединений при необходимости частой сборки и разборки, а также для соединений подвергаемых регулированию или настройке: H6/h5 - для особо точного центрирования; H7/h6 - для установки сменных зубчатых колес в станках; - для короткоходовых подвижных соединений (хвостовики подпружиненных клапанов в направляющих втулках, возможна ее замена на H7/g6); - для соединения деталей со свободным передвижением при затяжке; - для точного направления при возвратно-поступательных перемещениях (поршневой шток насоса высокого давления в направляющей втулке); - для центрирования корпусов (стаканов) под установку подшипников качения; H8/h7 - для центрирования соединяемых деталей при пониженных требованиях к соосности; H8/h8, H8/h9, H9/h9 - для неподвижно закрепляемых деталей при невысоких требованиях к точности, относительно небольших нагрузках и необходимости обеспечения легкой сборки (низкоскоростные зубчатые колеса, шкивы и другие детали, соединяющиеся с валом на шпонке, неответственные корпуса для подшипников качения, центрирование фланцевых соединений); - для низкоскоростных подвижных соединений с малыми перемещениями при низком коэффициенте использования (посадка подвижных элементов сцепных муфт); H11/h11 - для центрирования неподвижных соединений (торцовые и фланцевые крышки); - для неответственных шарниров. 2. Посадки с гарантированным зазором предназначены главным образом для подвижных соединений (подшипники скольжения): H7/g6 (движения) характеризуется минимальной величиной гарантированного зазора, применяется для соединения головки шатуна ДВС с шатунной шейкой коленчатого вала; H7/f7 (ходовая) - для подшипников скольжения при умеренных скоростях и постоянных нагрузках (свободно вращающиеся на валах колеса коробок передач, колеса, включаемые муфтами); H6/f6 (ходовая) - для точных подшипников, золотниковых пар гидропередач легковых автомобилей; H8/f8, H8/f9, H9/f9 - для подшипников скольжения при более чем двух или далеко разнесенных опорах; - для центрирования при относительно невысоких требования к соосности (сцепные муфты, крышки цилиндров); H7/e7, H7/e8, H8/e8, H8/e9 (легкоходовые) - для подшипников скольжения при высокой частоте вращения или разнесенных опорах; H7/d8, H8/d8 (широкоходовые) - для крупных высокоскоростных подшипников скольжения; H8/d9, H9/d9 - для подшипников, температура которых меняется при работе в широких пределах. Более грубые посадки этого типа (предпочтительно H11/d11) применяются в соединениях, работающих при наличии пыли и грязи, в шарнирных соединениях тяг рычагов и т.п. 3. Переходные посадки предназначены для неподвижных соединений деталей, подвергающихся разборке и сборке при ремонтах или по условиям эксплуатации. Взаимная неподвижность деталей посадкой не гарантируется, а обеспечивается шпонками, штифтами, нажимными винтами и т.п.: H7/n6 (глухая) - для зубчатых колес, муфт, бронзовых венцов червячных колес, поршневых пальцев в бобышках поршней ДВС (посадка в системе вала N7/h6) и других деталей, работающих при значительных нагрузках, ударах и вибрации и подвергаемых разборке при капитальном ремонте (дает наиболее прочное соединение - вероятность зазора чрезвычайно мала, но для передачи вращающего момента без закладных деталей непригодна); H7/m6 (тугая) - для соединений, подвергаемых нечастой разборке, но требующих высокого качества центровки (несколько слабее предыдущей, но вероятность получения зазора в соединении невелика); H7/k6 (напряженная) - для точного центрирования неперемещаемых зубчатых колес в металлорежущих станках, втулок в головке шатуна дизельного ДВС, шкивов, съемных муфт и т.п. (обеспечивает средний зазор близкий к нулю и хорошее центрирование, не требуя больших усилий при сборке и разборке); H7/j6 (плотная) - применяется взамен предыдущей при необходимости ручной сборки и разборки (вероятность получения натяга в соединении мала, но вследствие погрешностей формы сопрягаемых поверхностей требует некоторых усилий при сборке и разборке). 4. Посадки с натягом предназначены для передачи нагрузок между соединяемыми деталями без применения дополнительных фиксирующих элементов, поэтому назначение их параметров требует выполнения двух условий: - обеспечение прочности соединения и передачи рабочих нагрузок при минимальном натяге; - сохранение целостности и работоспособности соединяемых деталей при максимально возможном натяге для данной посадки. H7/p6 - для неподвижных соединений, передающих сравнительно малые осевые усилия или небольшие вращающие моменты - соединения валов с тонкостенными втулками, соединения деталей из цветных металлов и легких сплавов, центрирование тяжелонагруженных валов со ступицами с применением дополнительных деталей, передающих нагрузку (клапанное седло в гнезде блока цилиндров ДВС, зубчатые колеса на валах с дополнительным креплением шпонками, штифтами и т.п.); H7/r6, H7/s6, H8/s7 (прессовые) - для неподвижных соединений, передающих средние нагрузки без дополнительного крепления соединяемых деталей (втулка в головке шатуна компрессора, зубчатые колеса на валах коробок скоростей токарных станков, бронзовые зубчатые венцы на чугунном ободе с дополнительным креплением от проворота); H7/u7, H8/u8 (горячепрессовые) - для неподвижных соединений, передающих значительную нагрузку без дополнительного крепления (соединения собираются только тепловым способом); H8/z8, H8/x8 - для тяжелонагруженных соединений или соединений деталей, изготовленных из материалов с относительно небольшим модулем упругости.
Размеры между поверхностями деталей, непосредственно не входящими в соединение (не контактирующими с поверхностями других деталей), обычно имеют точность на несколько квалитетов ниже (больший номер квалитета) по сравнению с посадочными размерами. Допускаемые отклонения на такие размеры обычно не указываются непосредственно после номинального размера, а оговариваются общей записью в технических требованиях чертежа. Такие допускаемые отклонения называют неуказанными предельными отклонениями. Неуказанные предельные отклонения всегда назначают "в тело" детали и назначают либо по квалитетам, либо по одному из специально установленных четырех классов точности: t1 - точный (соответствует 12 квалитету); t2 - средний (соответствует 14 квалитету); t3 - грубый (соответствует 16 квалитету); t4 - очень грубый (соответствует 17 квалитету). В технических требованиях чертежа должна быть ссылка либо на один класс точности, либо на один квалитет, либо на один квалитет и соответствующий ему класс точности. Точный класс применяется для деталей с особыми свойствами (например, для деталей, колебания массы которых строго заданы и ее подгонка невозможна или недопустима). Средний класс применяется для основной массы деталей машиностроения, подвергаемых механической обработке. Грубый класс применяется для деталей, получаемых литьем в землю, горячей штамповкой на молотовых штампах и некоторыми другими методами.
Очень грубый класс назначается для деталей, получаемых свободной и ручной ковкой, ручной газовой резкой и другими методами обработки низкой точности. Таким образом получаем 5 способов обозначения неуказанных предельных отклонений в чертежах и другой технической документации (табл. П1.7), при этом вариант 1 является предпочтительным, а вариант 2 применять не рекомендуется.
На чертежах и в технической документации допуски и посадки ставятся после номинального размера детали или соединения. ГОСТ 25346-82 предусматривает три варианта задания допусков и посадок (рис. П1.4): 1) с указанием числовых значений верхнего и нижнего предельных отклонений и их знаков, при этом нулевое отклонение не указывается (например, вал Æ Третий вариант обозначения предназначен для назначения стандартных предельных отклонений на размеры, не входящие в ряды нормальных линейных размеров. В серийном производстве обычно предпочитают буквенно-цифровое обозначение допусков и посадок, поскольку этот способ облегчает выбор специализированного мерительного инструмента (калибры и скобы), в штучном - численное, так как это облегчает подбор универсального мерительного инструмента необходимой точности. Таблицы допусков для размеров 1-500 мм представлены в приложении 2.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 457; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.221.171 (0.01 с.) |

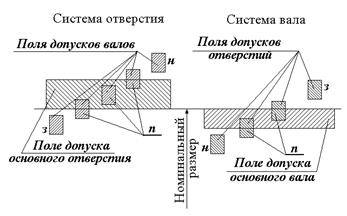 Рис. П1.3. Схема расположения полей допусков при формировании посадок в системе отверстия и системе вала; з - поля допусков посадки с зазором; п - переходные посадки; н - посадки с натягом.
Рис. П1.3. Схема расположения полей допусков при формировании посадок в системе отверстия и системе вала; з - поля допусков посадки с зазором; п - переходные посадки; н - посадки с натягом.
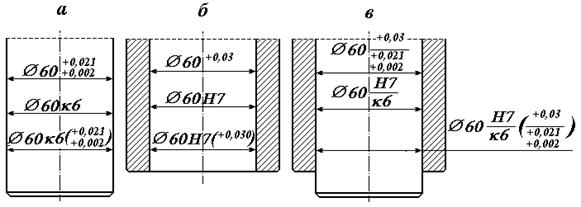 Рис. П1.4 Варианты обозначения полей допусков и посадок на чертежах: а - вала; б - отверстия; в - в соединении двух деталей.
Рис. П1.4 Варианты обозначения полей допусков и посадок на чертежах: а - вала; б - отверстия; в - в соединении двух деталей.
 , отверстие Æ
, отверстие Æ  или верхний ряд размеров на рис. П1.4); 2) с обозначением поля допуска - основного отклонения и номера квалитета (например, вал Æ 60k6, отверстие Æ 60H7 или средний ряд размеров на рис. П1.4); 3) сочетанием буквенно-цифрового и численного обозначений, то есть соединением двух предыдущих вариантов (например, вал Æ
или верхний ряд размеров на рис. П1.4); 2) с обозначением поля допуска - основного отклонения и номера квалитета (например, вал Æ 60k6, отверстие Æ 60H7 или средний ряд размеров на рис. П1.4); 3) сочетанием буквенно-цифрового и численного обозначений, то есть соединением двух предыдущих вариантов (например, вал Æ  , отверстие Æ
, отверстие Æ  или нижний ряд размеров на рис. П1.4). На чертежах общего вида и сборочных обычно указывают буквенно-цифровое обозначение допусков соединяемых деталей либо в виде дроби Æ 60H7/k6 (числитель - допуск для отверстия, знаменатель - для вала), либо в строку, через тире, Æ 60H7-k6 (перед тире - допуск отверстия, после тире - допуск вала).
или нижний ряд размеров на рис. П1.4). На чертежах общего вида и сборочных обычно указывают буквенно-цифровое обозначение допусков соединяемых деталей либо в виде дроби Æ 60H7/k6 (числитель - допуск для отверстия, знаменатель - для вала), либо в строку, через тире, Æ 60H7-k6 (перед тире - допуск отверстия, после тире - допуск вала).


