Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сборка деталей под роботизированную сварку.Содержание книги
Поиск на нашем сайте
Сборка изделия под роботизированную сварку выполняется в специальных сборочно-сварочных приспособлениях (кондукторах), обеспечивающих точное и жесткое фиксирование соединяемых деталей. Эти приспособления должны точно фиксироваться на кантователе робота, обеспечивая свободный доступ сварочной горелки ко всем швам изделия.
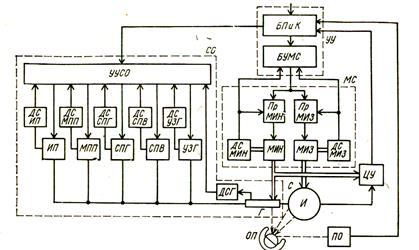
Рис. 4.2. Функциональная схема РТК для дуговой сварки. БПиК — блок планирования и координации; БУМС—блок управления манипуляционной системой; УУСО—устройство управления сварочным оборудованием; МИН—манипулятор сварочного инструмента; МИЗ—манипулятор изделия; ПРМИН и ПРМИЗ—приводы соответственно манипулятора инструмента и изделия; ДСМИН и ДСМИЗ—датчики состояния (положения звеньев) соответственно манипулятора инструмента и изделия; ИП—источник питания; МПП—механизм подачи электродной проволоки; СПГ—система подачи защитного газа; СПВ—система подачи охлаждающей воды; Г—горелка; ДС ИП, ДС МПП, ДС СПГ, ДС СПВ—датчики состояния соответственно источника питания, механизма подачи проволоки, системы подачи защитного газа, системы подачи воды; ДС Г—датчики состояния горелки, в том числе датчик столкновения горелки с другими элементами РТК; ПО—пульт обучения; С — точка сварки (конец электрода).
На конвейерных линиях применяются приспособления-спутники, в которых свариваемое изделие остается в течение всего цикла сборки и сварки. Постоянное крепление в приспособлении-спутнике обеспечивает неизменность положения сварочных деталей, повторяемость установки изделий в рабочей зоне робота, исключает деформации при сварке, что является необходимым условием применения сварочных роботов. Существует несколько способов подачи деталей для сварки на роботе: Детали собираются в спецоснастке, где осуществляется их прихватка, после чего изделие освобождается от оснастки и поступает на робот, устанавливается по базовым поверхностям и закрепляется на кантователе робота; Детали собираются в спецоснастке непосредственно на кантователе робота, производится их прихватка, а после освобождения от оснастки—сварка; Детали собираются в зажимном приспособлении на кантователе, после чего выполняется сварка; Детали собираются и зажимаются в приспособлении—спутнике на специальной позиции сборки, спутник поступает на позицию сварки робота, фиксируется на его кантователе, выполняется сварка, после чего спутник поступает на позицию разборки; Детали собираются в приспособлении—спутнике на позиции сборки и поступают в автоматизированную транспортно—складскую систему (АТСС), где находятся приспособления—спутники с различными изделиями. По команде от ЭВМ спутник с нужным изделием помощью робототранспортных тележек или иных транспортных средств поступает на сварку роботом. После сварки спутник с изделием транспортируется на позицию разборки или в АТСС. Так как свариваемое изделие, как правило, собираются и прихватываются в приспособлениях, то детали, входящие в них, должны иметь постоянные базы (отверстия, пазы, кромки и т.п.), обработанные механически. В производстве крупногабаритных корпусных изделий допуски на размеры свариваемых деталей часто бывают значительно больше, чем допустимая погрешность отклонения горелки от траектории шва. Например, допуски на элементы ковша тяжелого погрузчика могут достигать 10-15мм, в то время как погрешность при сварке требуется не более 1,0—1,2 мм. Это означает, что для сварки каждого очередного экземпляра одного и того же изделия робот заново должен переучиваться оператором. Данное обстоятельство резко снижает эффективность применения роботов и ставит задачу о необходимости автоматической коррекции движений робота при переходе от одного экземпляра изделия к другому, т.е. адаптации ПР к изделию.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-15; просмотров: 545; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.102.163 (0.009 с.) |