Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор поверхности разъема формы.Содержание книги
Похожие статьи вашей тематики
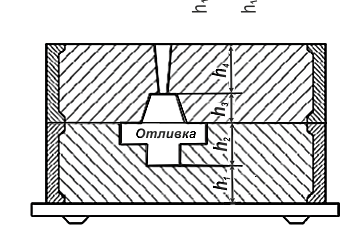
Поиск на нашем сайте Разъем формы применяется исходя из необходимости удаления постоянных моделей из разовой формы, а при литье в постоянные формы для удаления отливки. В зависимости от сложности модели и от принятого способа формовки, число поверхностей разъема может быть равно 1, 2 и 3. Поверхность разъема формы и положение отливки в форме при заливке обычно тесно увязываются между собой. Однако выбор поверхности разъема формы является вопросом подчиненным, и окончательное назначение поверхности разъема производится только после определения положения отливки в форме. Назначением поверхности разъема формы предопределяют такие параметры технологического процесса, как конструкция модели, величина формовочных уклонов, необходимость применения стержней и т.п. При выборе поверхности разъема формы необходимо стремиться к тому, чтобы число разъемов было минимальным. Большое число разъемов ведет к уменьшению точности изделия и дополнительной обработке на отливке заливов по поверхностям разъема. При работе на формовочных машинах число разъемов формы следует сводить к одному или, в крайнем случае, к двум, при условии размещения в верхнем съеме только прибылей. Во всех случаях поверхности разъема формы должны назначаться таким образом, чтобы обеспечивалась возможность формовки с применением наименьшего количества стержней. Это положение определяется не только необходимостью снижения трудоемкости изготовления форм, но и получением отливок с наименьшими отступлениями от размеров чертежа. Чем меньше стержней, тем меньше протяженность швов между ними, тем меньше заливов и связанных с ними дефектов. Везде, где это возможно, нужно заменять стержни «болванами». В тех случаях, если отливка подвергается механической обработке, желательно, чтобы поверхность разъема формы предусматривала расположение баз для механической обработки и максимальное число обрабатываемых плоскостей в одной полуформе. Это обстоятельство имеет исключительно важное значение при обработке отливок без предварительной разметки (крупносерийное или массовое производство). На базовых поверхностях недопустимо наличие литейных швов. При оформлении базовых поверхностей стержнями, количество таких стержней должно быть минимальным, а фиксироваться они должны в той половине формы, в которой располагаются обрабатываемые поверхности. Однако стремление разместить отливку в одной полуформе не всегда бывает рациональным, так как в ряде случаев для этого потребуется применять высокие опоки, что неизбежно приведет к удорожанию формовки. При формовке в парных опоках следует назначать такую поверхность разъема, при которой суммарная высота формы будет наименьшей. Суммарная высота формы определяется общей высотой модели (h 2 + h 3) и необходимыми запасами между моделью и краем опоки (h 1, h 4) (рис. 25).
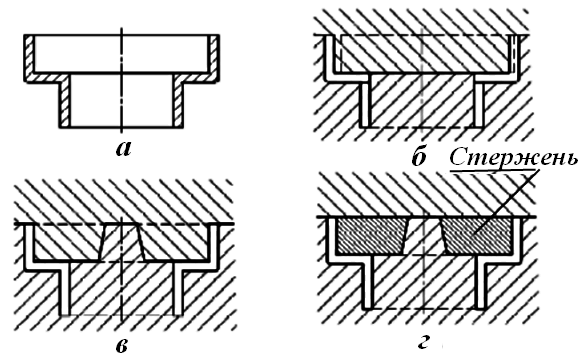
Рис. 25 Выбранная поверхность разъема должна по возможности обеспечивать установку основных стержней в нижней полуформе. Это вызывается тем, что удержать стержень, особенно крупный, в верхней полуформе не всегда возможно, и при переворачивании верхней полуформы возможны обвалы стержней. При назначении поверхности разъема необходимо предусматривать последствия сдвига формы по плоскости разъема. Это особенно важно в тех случаях, когда в результате сдвига уменьшается толщина вертикальных стенок отливки. Для ограничения сдвига формы, при наличии фигурных поверхностей разъема, практикуется выполнение направляющих «болванов». В некоторых случаях, для создания плоского разъема, не влияющего на размеры отливки, применяют перекрытие формы стержнями (рис. 26). Например, требуется изготовить отливку (рис. 26, а), которая обрабатывается только с внутренней поверхности. Возможны три варианта поверхностей разъема формы (рис. 26, б, в, г). Поверхность разъема, представленная на рис. 26, б, не обеспечивает получение стенок отливки одинаковой толщины. В случае сдвига одной половины формы относительно другой свисающий «болван» сместится и займет положение, обозначенной пунктирной линией. В результате этого отливка получится разностенной. Значительное уменьшение влияния сдвига на изменения размеров отливки достигается устройством направляющего «болвана», представленного на рис. 26, в. Применение перекрывающего стержня значительно упрощает поверхность разъема и позволяет даже при значительных сдвигах (смещениях) одной половины формы относительно другой получать отливки без искажений в размерах (рис. 26, г). В целях уменьшения объема и упрощения механической обработки желательно, чтобы поверхность разъема формы совпадала с плоскостью механической обработки отливки. Во всех случаях нужно стремиться к назначению плоской поверхности разъема форм, вместо фигурной. Разъем следует располагать таким образом, чтобы имелась возможность обеспечить необходимый подвод металла к полости формы.
Рис. 26
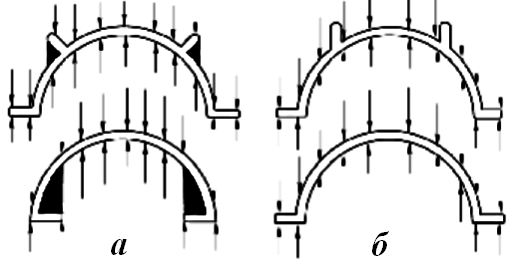
При выбранной поверхности разъема модели и формы модель должна свободно извлекаться из формы после формовки. Для определения участков отливки, препятствующих свободному извлечению из формы оформляющей их модели, мысленно проверяют, образуются ли теневые участии при освещении отливки параллельными лучами, перпендикулярными выбранной плоскости разъема модели (рис. 27).
Рис. 27. Схема проверки возможности свободного извлечения модели из формы
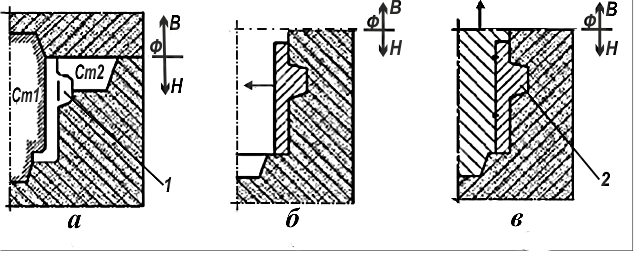
Затемненные участки указывают на элементы в конструкции модели, которые не могут быть извлечены из формы после формовки без ее разрушения. Такие элементы (например, бобышка 1) должны быть оформлены или стержнями (рис. 28, а), или с применением отъемных частей 2 модели (рис. 28, в), которые при съеме модели остаются в форме и затем извлекаются из нее (рис. 28, б).
Рис. 28
|
||
|
|
Последнее изменение этой страницы: 2016-12-11; просмотров: 842; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.136 (0.007 с.) |