Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор положения отливки в форме при заливке.Содержание книги
Поиск на нашем сайте
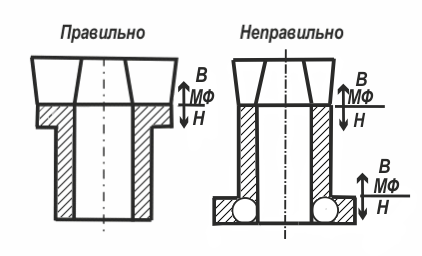
Положение отливки в форме предопределяет ее качество, сложность формовки, размеры опок, припуски на механическую обработку отдельных поверхностей и параметры технологии. Поэтому выбору положения отливки в форме при заливке уделяется особое внимание. Теорией и практикой литейного производства установлено, что при определении положения отливки в форме необходимо руководствоваться следующими положениями: 1. Отливка в форме должна располагаться таким образом, чтобы обеспечивалось направленное затвердевание ее к местам расположения прибылей. С этой целью массивные части отливки располагают, по возможности, в верхних или боковых частях формы. Такое расположение отливки позволяет обеспечить пропитку ее массивных частей установкой верхних прибылей. В том случае, если отливка имеет большое количество утолщений, разделенных друг от друга более тонкими стенками, когда применение прибылей прямого питания не обеспечивает направленного затвердевания, следует иметь в виду возможность применения боковых (отводных) прибылей и различных холодильников. На рис. 19-21 показано положение отливки в форме. При неправильном расположении отливки в форме не соблюдается принцип направленного затвердевания. Прибыли, устанавливаемые вверху, не обеспечивают питания изолированных узлов в нижних фланцах (рис. 19, 20). Боковые прибыли, устанавливаемые по разъему формы, не смогут пропитать нижнюю толстую стенку отливку (рис. 21).
Рис. 19
Рис. 20
Рис. 21
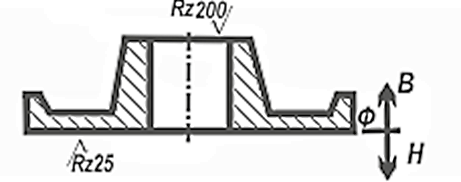
2. Максимальное количество обрабатываемых поверхностей отливки должно располагаться в нижней части формы по заливке, а при отсутствии такой возможности – вертикально или наклонно. Обрабатываемые поверхности отливок являются в большинстве случаев наиболее ответственными. Поэтому на этих поверхностях не допускается наличие таких литейных дефектов, как засоры и шлаковые включения, которые, как правило, располагаются на верхних плоскостях отливки; нижние плоскости отливки всегда более плотные. Однако в практике литья имеют место и такие случаи, когда по ряду соображений основные обрабатываемые поверхности приходится располагать сверху по заливке. В таких случаях принимают все меры к тому, чтобы предотвратить образование литейных пороков, а если все же такие пороки образуются, их удаляют вместе с припусками на механическую обработку. С этой целью в местах возможного появления литейных дефектов назначаются несколько увеличенные припуски на обработку.
Многие отливки подвергаются механической обработке с нескольких сторон. Естественно, что для этих отливок невозможно выбрать такое положение в форме при заливке, которое обеспечило бы расположение всех обрабатываемых плоскостей в нижних частях формы. Поэтому, в таких случаях в нижних частях формы размещаются размещать наиболее ответственные поверхности, а в верхних – менее ответственные, имеющие меньшую площадь (рис. 22).
Рис. 22
3. Симметричные в основной своей форме отливки, как правило, несут симметричную нагрузку. Для того чтобы обеспечить равномерность свойств отливки по сечению, перпендикулярному к оси симметрии, необходимо, чтобы симметричные части отливок находились в одинаковых условиях при заполнении полости формы металлом и при кристаллизации. Достичь этого можно в том случае, когда ось (плоскость) симметрии отливки занимает вертикальное положение при заливке. 4. Заполнение полости формы металлом, падающим с большой высоты, сопровождается захватом воздуха и окислением. Чем больше высота падения металла, тем больше энергия падающей струи, тем больше возможность разрушения формы и тем в большей степени загрязняется металл окислами и газами. Поэтому отливку в форме необходимо располагать таким образом, чтобы обеспечить минимальную высоту падения металла при заполнении полости формы. 5. Выбранное положение отливки в форме должно обеспечить наиболее простое оформление литниковой системы. Система должна подводить сплав к полости формы по кратчайшему пути, при этом нежелательно применение стержней, а также необходимо, чтобы сплав поступал в форму спокойно, не фонтанировал и не размывал стержни и выступающие части полости формы. 6. Отливку необходимо располагать в форме таким образом, чтобы обеспечить формовку по модели с минимальным количеством стержней. Сравнение вариантов, показанных на рис 20 свидетельствует, что правильный вариант рациональнее не только с точки зрения обеспечения направленности затвердевания отливки, но и с точки зрения меньшей трудоемкости изготовления формы. Изготовление формы по неправильному варианту связано либо с применением двух плоскостей разъема и использованием трех опок, либо двух стержней вместо одного по правильному варианту. Применение моделей с отъемными частями и увеличение количества стержней усложняет изготовление модели и удорожает стоимость формовки. 7. Для предотвращения недоливов и спаев при подводе металла по разъему формы тонкие стенки отливки лучше располагать внизу, вертикально или наклонно (рис. 23).
Рис. 23. Расположение тонких стенок отливки в форме
8. Формы для отливок, имеющих конфигурацию тел вращения с обрабатываемыми наружными и внутренними поверхностями, лучше заливать в вертикальном положении. 9. Большие плоские поверхности не следует располагать вверху, а если это неизбежно, рекомендуется делить их ребрами на меньшие участки. Это уменьшает возможность образования ужимин и разрушения верхней поверхности формы лучистой теплотой сплава, заполняющего форму. 10. Для отливок, имеющих полости, оформляемые стержнями, необходимо обеспечение надежной установки и фиксации стержней на знаках в нижней полуформе. Крепление стержней в верхней полуформе трудоемко и менее надежно. Целесообразно исключить применение жеребеек. Положение в форме отливки, показанное на рис. 24, б, нерационально, исходя из данных соображений.
Рис. 24. Конструирование внутренних полостей литой детали
При литье в разовые формы следует помнить, что формовка может производиться в одном положении, а заливка в другом. При выборе положения отливки в форме учитывается также ряд других требований, как, например, удобство формовки, возможность проверки правильности установки стержней в форме, прочность отдельных участков формы, удобство подвода и обрезки литников и т.п. В практике работы невозможно выбрать такое положение отливки в форме, чтобы одновременно удовлетворить всем указанным требованиям. Поэтому в борьбе за качество литья необходимо основное внимание уделять главным, решающим факторам. Отдельные проекции на чертеже формы размещаются в соответствии с выбранным положением отливки в форме. Кроме того, положение отливки в форме при заливке указывается на чертеже стрелками и надписями «верх», «низ».
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-11; просмотров: 1878; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.27.152 (0.009 с.) |