Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема: технологические приемы полученияСодержание книги
Поиск на нашем сайте
ОТЛИВОК В ПЕСЧАНО - ГЛИНИСТЫХ ФОРМАХ Цель работы – овладение методикой формовки в опоках по неразъемной модели, не имеющей плоскости, пригодной для укладки модели (относительно плоскости разъема опоки). Теоретическое введение. Назначение литейной формы состоит в том, чтобы обеспечить необходимую конфигурацию и размеры отливок, заданную точность и качество поверхности, определенную скорость охлаждения залитого металла, способствующую формированию надлежащей структуры и качества отливки. Элементы песчаной литейной формы показаны на рис 1.
Рис. 1. Устройство литейной формы: 1 – полость; 2 – формовочная смесь; 3 – опока нижняя; 4 – опока верхняя; 5 – выпор; 6 – отверстия для выхода газов; 7 – прибыль; 8 – стержень; 9 – разъем формы; 10 – воронка; 11 – стояк; 12 – шлакоуловитель; 13 – зумпф; 14, 15 – питатели Для изготовления литейной формы необходимо иметь модельный комплект и другую литейную оснастку. Модельный комплект должен включать в себя всю оснастку для получения полости формы. Он состоит из модели отливки, стержневого ящика, моделей элементов литниковой системы, прибыли и выпора. При необходимости модельный комплект должен включать также шаблоны для контроля размеров и конфигурации формы. Модель служит для получения отпечатка в форме 1 (рис. 1), стержневой ящик – для изготовления стержня 8, который устанавливается в форму с целью создания полости в отливке. Кроме того, в литейной форме имеются литниковая воронка 10, стояк 11, зумпф 13, шлакоуловитель 12 и питатели 14, 15, представляющие в совокупности литниковую систему. Литниковая система нужна для подвода жидкого металла из заливочного ковша к полости формы 1. Зумпф предохраняет нижнюю полуформу от размыва и попадания продуктов ее размыва в полость формы и в отливку. Шлакоуловитель необходим для предотвращения попадания шлака и других частиц в полость формы. Прибылью 7 называют технологический прилив, предотвращающий образование усадочных раковин и пор в теле отливки. Через выпор 5 выходят воздух и газы, которые образуются в полости формы во время ее заливки расплавленным металлом. Для лучшего удаления газов в верхней и нижней полуформах, а также в стержнях устраивают вентиляционные каналы 6. Уплотнение формовочной смеси 2 в нижних и верхних полуформах выполняют в опоках 3, 4, представляющих собой открытые с противоположных сторон металлические ящики. После изготовления полуформ низа и верха и стержней производят сборку форм и их заливку жидким металлом. Наиболее широкое распространение в литейном производстве получила формовка по модели, так как она одинаково пригодна при литье самых разнообразных деталей, любой сложности, размеров и веса. Формовка по модели в зависимости от конструкции осуществляется или в почве или в опоках двойных, тройных и т.п. Способы ручной формовки. Формовка с подрезкой. Пример выполнения работы приведен на схеме (рис. 2).
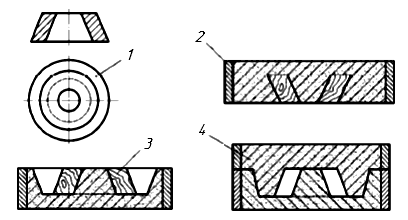
Рис. 2. Схема этапов формовки с подрезкой: 1 – отливка; 2 – набивка нижней опоки; 3 – подрезка вокруг модели; 4 – собранная форма
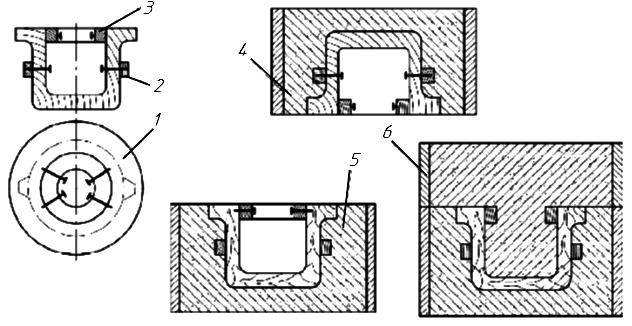
По схеме на рис. 2 начертить в эскизах этапы формовки с подрезкой по модели, представленной в задании (приложение 1). Формовка с «фальшивой» опокой. Рабочая полость образуется по неразъемной модели, выполненной во временной форме, называемой «фальшивой» опокой (фальшивка). Вместо выполнения в каждой форме подрезки изготавливают из формовочной смеси полуформу, в которую устанавливают модель. Пример выполнения работы приведен на схеме (рис. 3).
Рис. 3. Схема этапов формовки с фальшивой опокой: 1 – фальшивка с моделью сегмента; 2 – отъемные части модели; 3 – набивка низа по фальшивке с моделью; 4 – набивка верха (фальшивка удалена); 5 – собранная форма
По схеме на рис. 3 начертить в эскизах этапы формовки с «фальшивой» опокой модели, представленной в задании (приложение 1). Формовка по модели с отъемными частями. Такая формовка применяется в тех случаях, когда на модели имеются выступы, не позволяющие извлечь ее из формы после уплотнения. Эти выступы делаются отъемными. Пример выполнения работы приведен на схеме (рис. 4).
Рис. 4. Схема этапов формовки по модели с отъемными частями: 1 – модель с отъемными частями; 2, 3 – отъемные части; 4 – набивка низа по фальшивке с моделью; 4 – набивка верха (фальшивка удалена); 5 – собранная форма
По схеме на рис. 4 начертить в эскизах этапы формовки по модели с отъемными частями (приложение 1). ПРАКТИЧЕСКАЯ РАБОТА 2.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-11; просмотров: 524; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.219.107.243 (0.008 с.) |