Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологическая схема процесса computer to plateСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте По конструкции системы CtP делятся на 3 типа:
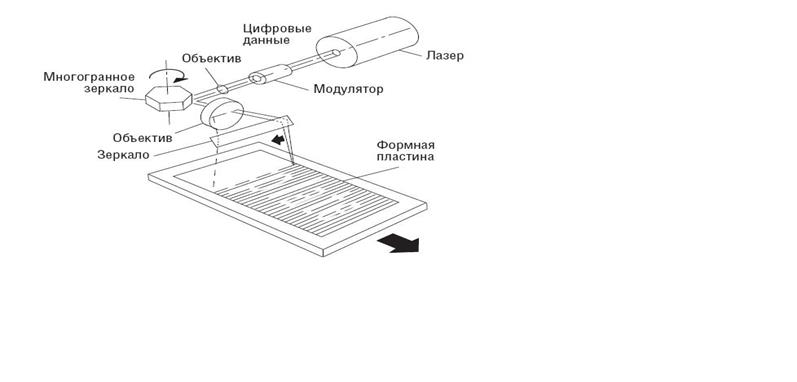
Устройства с внешним барабаном - пластина расположена на внешней Устройство с внутренним барабаном - пластина располагается на внутренней поверхности неподвижного цилиндра. Экспонирование производится лучом лазера, который передается на поверхность пластины через вращающуюся призму. Оптика с вращающимся зеркалом перемещается вдоль оси барабана, при этом скорость вращения зеркала может достигать 40000 оборотов в минуту.
. Производительность зависит от выбранного разрешения и скорости вращения призмы. Чем выше разрешение, Тем
Планшетные/плоскостные. или капстановые) - форма фиксируется на плоской подложке, запись производится перемещением экспонирующей головкой. По этому принципу устроены и все лазерные принтеры, где формирование изображения происходит на движущемся листе бумаги. Эти системы используются в основном для газетного производства, но некоторые модели рекомендуются и для коммерческой печати.
Запись изображения в большинстве CtP производится лазерным источником излучения на соответствующие их составу светочувствительные слои формных пластин. Наибольшее распространение получили: - инфракрасный диод с длиной волны 830 нм - инфракрасный лазер с длиной волны 1064 нм - зеленый лазер с длиной волны 532 нм - фиолетовый лазер с длиной волны 400-41 О нм Некоторые устройства оснащены УФ-ламповыми источниками (360-450 нм), синим аргоновым лазером (488 нм), красным гелий-неоновым лазером (633нм) и красным лазерным диодом (650нм). Пластины для CtP. На сегодняшний день на рынке в основном используются термальные и Термальные пластины (длина волны 830 нм) 1.термочувствительный слой 2.полимер 3.алюминий Под воздействием излучения лазера термочувствительный слой на экспонированных участках разрушается. В процессе проявления непокрытые эти слоем участки полимера удаляются, оставляя изображение. Пластины чувствительны только в зоне инфракрасного спектра, с ними можно обращаться при дневном свете. Считается, что термальные пластины имеют цифровую структуру, т.е их нельзя переэкспонировать, перепроявить или Фиолетовые пластины (длина волны 405 нм) бывают 2-х видов серебросодержащие и фотополимерные. Серебросодержащие 1.защитный слой 2.эмульсия 3.барьерный слой 4.алюминий После экспонирования пробельных областей частицы галогена серебра в этих областях фиксируются в слое эмульсии. Ионы серебра из неэкспонированных областей осаждаются через барьерный слой на алюминий, образуя изображение. Серебросодержащие пластины получили широкое распространение. Они имеют серебросодержащий чувствительный Фотополимерные 1.защитный слой 2.фотополимерный слой 3.алюминий
Под воздействием излучения лазера фотополимер затвердевает. Затем перед проявлением пластины он нагревается для того, чтобы усилить эффект экспонирования. В процессе проявления не затвердевший полимер удаляется, оставляя изображение. Данные пластины имеют меньшее разрешение, чем термальные и серебросодержащие. Пластины, не требующие обработки и химикатов Для' изготовления печатных форм на основе пластин последнего поколения процессор не нужен. «Беспроцессорная» пластина прямо из CtP попадает сразу в печатную машину. Не требующие химии пластины перед установкой в машину требуют несложной обработки - например, промывание водой. Основной недостаток - большое количество отходов (в основном пыли), которые нужно собирать непосредственно в экспонирующем устройстве. Основными поставщиками этих пластин являются фирмы
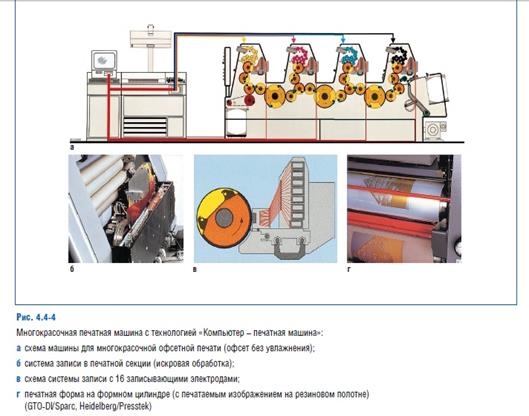
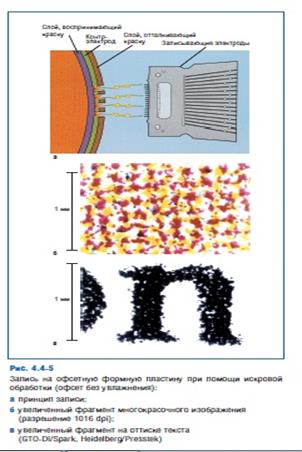
ИЗГОТОВЛЕНИЕ ПЕЧАТНЫХ ФОРМ ПЛОСКОЙ ОФСЕТНОЙ ПЕЧАТИ СПОСОБОМ Computer-to-Press (с компьютера в печатную машину). Отдельные страницы издания верстаются в электронной системе на одной полосе и передаются непосредственно из компьютера в печатную машину. Запись информации на формную пластину производится непосредственно в печатной машине. Поэтому отсутствуют этапы экспонирования пленок и их копирования на пластину. Первая печатная машина для технологии «Компьютер-печатная машина» появилась в 1991 году. Принцип действия основан на том, что в офсетных печатных машинах вместо увлажняющего аппарата установлены лазерные устройства записи. В основном используются лазерные установки с инфракрасным излучением (830 нм). Для осуществления записи методом абляции (разрушение слоя) формный материал содержит специальный слой, активно поглощающий тепло. Под действием импульса излучения лазера он подвергается испарению.
В 1995 году появилось 3-е поколение машин с записью на формный материал. Ее конструкция основана на схеме планетарного типа с 4-мя офсетными печатными секциями при одном общем печатном цилиндре. По сравнению с секционными машинами для машины планетарного типа требуется значительно меньше производственной площади. Печатный процесс соответствует офсетной печати без увлажнения, а запись формы осуществляется методом лазерной абляции.
Внутри формного цилиндра находится рулон c формным материалом. После печати использованная форма автоматически наматывается на другой рулон, а ранее не использованный формный материал подается на формный цилиндр и закрепляется на его поверхности. Изготовление печатных форм составляет 10 минут. Кассета с формным материалом сконструирована так, что ее емкости хватает на 35 заказов. Когда формный материал израсходован, приемная кассета заменяется новой. Верхний силиконовый слой формы отталкивает краску, а нижний полимерный слой воспринимает ее. При изготовлении формы возможно применение частотно-модулированного (стохастического) растрирования.
Компоненты системы прямой записи. Данные задания передаются в растровый процессор, подключенный к пульту управления машины. Сгенерированные RIP битовые карты растрированных цветоделенных изображений RIP управляет записью печатных форм одновременно во всех четырех печатных секциях. Машина с прямой записью является выводным устройством цифровых допечатных процессов. Таким образом, растровый процессор RIP управляет записью форм печатной машины. Цветопроба может изготавливаться в процессе предварительной подготовки на цветном мониторе машины или на подключенном цифровом пробопечатном устройстве (термосублиматизационном струйном принтере).
В настоящее время технология, используемая в печатной машине, предусматривает работу с формным материалом Pearldry фирмы Presstek. Процесс записи можно условно разбить на две стадии: · инфракрасный лазерный луч фокусируется на пластине и начинает воздействовать на титановый слой; · выделившееся при нагревании тепло расплавляет верхний силиконовый слой; в результате воздействия лазерного луча, слой титана испаряется и проявляется полиэстровый слой. Предохраняющий печатную форму силикон очень трудно удаляется с поверхности прожженных участков изображения. Силикон должен быть полностью удален с от экспонированных участков, иначе возможно появление марашек на печатном оттиске. Очистка осуществляется в две стадии: мягкие щетки с вакуумной системой удаляют большинство частиц силикона, а последующая смывка специальным раствором полностью завершает цикл подготовки печатной формы. После этих процедур можно сразу же начинать процесс печати.
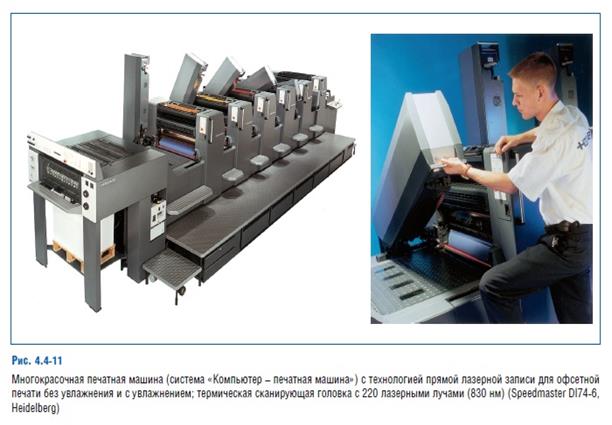
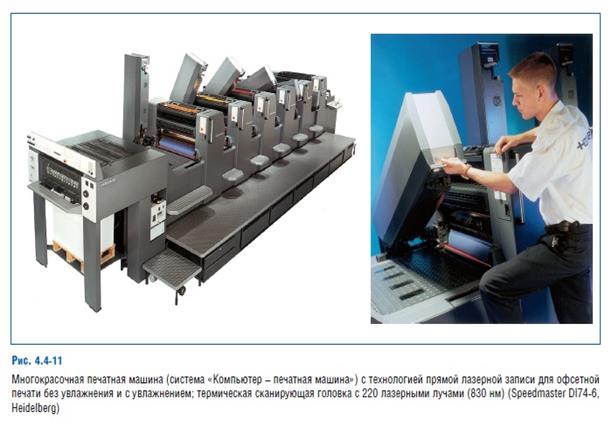
Основная масса машин выпускается форматом А-3. В настоящее время все чаще выпускаются машины больших форматов. Фирма Heidelberg выпустила печатную машину секционного типа с записью на формном материале формата А-2 SM DI 74. Конструкция машины предусматривает возможность использования печатных форм как для офсета без увлажнения, так и для традиционного офсета. Устройство записи размещено в печатной секции таким образом, что имеется место для увлажняющего аппарата. Блок для записи оснащен лазерным устройством с 220 источниками излучения. Записывающая головка движется вдоль оси цилиндра. Изготовление форм занимает 12 минут.
Наряду с фирмой Heidelberg и другие фирмы вышли на рынок ссистемами «Компьютер – печатная машина». Например, фирма ADAST (Чехия) выпустила листовую офсетную машину формата А-2, которая также основана на технологии тепловой записи лазером. Печатная машина Dominant 745 C PD ADAST предназначена для офсетной печати без увлажнения. На рынках появляются все новые фирмы и все новые машины. Новые тенденции рынка свидетельствуют о том, что техника «Компьютер-печатная машина» находит все большее применение.
ИЗГОТОВЛЕНИЕ ПЕЧАТНЫХ ФОРМ ПЛОСКОЙ ОФСЕТНОЙ ПЕЧАТИ СПОСОБОМ Computer-to-Press (с компьютера в печатную машину). Отдельные страницы издания верстаются в электронной системе на одной полосе и передаются непосредственно из компьютера в печатную машину. Запись информации на формную пластину производится непосредственно в печатной машине. Поэтому отсутствуют этапы экспонирования пленок и их копирования на пластину. Первая печатная машина для технологии «Компьютер-печатная машина» появилась в 1991 году. Принцип действия основан на том, что в офсетных печатных машинах вместо увлажняющего аппарата установлены лазерные устройства записи. В основном используются лазерные установки с инфракрасным излучением (830 нм). Для осуществления записи методом абляции (разрушение слоя) формный материал содержит специальный слой, активно поглощающий тепло. Под действием импульса излучения лазера он подвергается испарению.
В 1995 году появилось 3-е поколение машин с записью на формный материал. Ее конструкция основана на схеме планетарного типа с 4-мя офсетными печатными секциями при одном общем печатном цилиндре. По сравнению с секционными машинами для машины планетарного типа требуется значительно меньше производственной площади. Печатный процесс соответствует офсетной печати без увлажнения, а запись формы осуществляется методом лазерной абляции.
Внутри формного цилиндра находится рулон c формным материалом. После печати использованная форма автоматически наматывается на другой рулон, а ранее не использованный формный материал подается на формный цилиндр и закрепляется на его поверхности. Изготовление печатных форм составляет 10 минут. Кассета с формным материалом сконструирована так, что ее емкости хватает на 35 заказов. Когда формный материал израсходован, приемная кассета заменяется новой. Верхний силиконовый слой формы отталкивает краску, а нижний полимерный слой воспринимает ее. При изготовлении формы возможно применение частотно-модулированного (стохастического) растрирования.
Компоненты системы прямой записи. Данные задания передаются в растровый процессор, подключенный к пульту управления машины. Сгенерированные RIP битовые карты растрированных цветоделенных изображений RIP управляет записью печатных форм одновременно во всех четырех печатных секциях. Машина с прямой записью является выводным устройством цифровых допечатных процессов. Таким образом, растровый процессор RIP управляет записью форм печатной машины. Цветопроба может изготавливаться в процессе предварительной подготовки на цветном мониторе машины или на подключенном цифровом пробопечатном устройстве (термосублиматизационном струйном принтере).
В настоящее время технология, используемая в печатной машине, предусматривает работу с формным материалом Pearldry фирмы Presstek. Процесс записи можно условно разбить на две стадии: · инфракрасный лазерный луч фокусируется на пластине и начинает воздействовать на титановый слой; · выделившееся при нагревании тепло расплавляет верхний силиконовый слой; в результате воздействия лазерного луча, слой титана испаряется и проявляется полиэстровый слой. Предохраняющий печатную форму силикон очень трудно удаляется с поверхности прожженных участков изображения. Силикон должен быть полностью удален с от экспонированных участков, иначе возможно появление марашек на печатном оттиске. Очистка осуществляется в две стадии: мягкие щетки с вакуумной системой удаляют большинство частиц силикона, а последующая смывка специальным раствором полностью завершает цикл подготовки печатной формы. После этих процедур можно сразу же начинать процесс печати.
Основная масса машин выпускается форматом А-3. В настоящее время все чаще выпускаются машины больших форматов. Фирма Heidelberg выпустила печатную машину секционного типа с записью на формном материале формата А-2 SM DI 74. Конструкция машины предусматривает возможность использования печатных форм как для офсета без увлажнения, так и для традиционного офсета. Устройство записи размещено в печатной секции таким образом, что имеется место для увлажняющего аппарата. Блок для записи оснащен лазерным устройством с 220 источниками излучения. Записывающая головка движется вдоль оси цилиндра. Изготовление форм занимает 12 минут.
Наряду с фирмой Heidelberg и другие фирмы вышли на рынок ссистемами «Компьютер – печатная машина». Например, фирма ADAST (Чехия) выпустила листовую офсетную машину формата А-2, которая также основана на технологии тепловой записи лазером. Печатная машина Dominant 745 C PD ADAST предназначена для офсетной печати без увлажнения. На рынках появляются все новые фирмы и все новые машины. Новые тенденции рынка свидетельствуют о том, что техника «Компьютер-печатная машина» находит все большее применение.
ФОРМЫ ФЛЕКСОГРАФСКОЙ ПЕЧАТИ Флексография – способ печати, которым могут запечатываться очень тонкая гибкая фольга, почти все виды бумаг, упаковочные материалы, ткани. Достигаемое качество флексографской печати ниже, чем в офсете. Максимальное разрешение 48 лин/см, в то время как в офсетной печати обычно используют линиатуры от 60 до 120 лин/ см. Современные печатные формы изготовленные способом «Компьютер – печатная форма» улучшают качество печати. Становится возможным печатать с линиатурой 60 лин/см. Эластичность форм флексографской печати в сочетанием с красками низкой вязкости позволяет печатать на невпитывающих материалах, что является актуальным в производстве упаковки. Печатные формы изготавливаются из резины или фотополимеризующихся материалов. Поскольку спектр продукции, выпускаемой флексографской печатью, достаточно велик и разнообразен, то и краски, применяемые для печати достаточно разнообразны. Это могут быть краски на водной основе, спиртоустойчивые, УФ краски и т.д. Печатные формы имеют либо плоскую форму и закрепляются на формном цилиндре с помощью двухсторонней липкой ленты, либо уже изготовлены в цилиндрической форме (например, по гильзовой технологии «Компьютер – печатная гильза»).
До начала 70-х годов во флексографской печати печатание производилось при помощи вулканизированных, а с оборотной стороны шлифованных резиновых форм высотой 2,7 мм для запечатывания пленок, 3 мм – для бумаги. Высота форм зависела от запечатываемого материала. Они изготавливались путем матрицирования и с использованием сырой резины с последующей ее вулканизацией. Равномерность по толщине обеспечивалась шлифовкой оборотной стороны клише. В последнее время применяются клише, гравированные лазером. Однако линиатура растра, полученная таким способом составляет 40 лин/см, что существенно ниже, чем у фотополимерных печатных форм.
|
||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 1234; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.009 с.) |