Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика используемого сырьяСодержание книги
Поиск на нашем сайте Основными признаками выбора пластмасс являются эксплуатационные и технологические свойства. При выборе полимерного материала для изделия «крышка для кофе» необходимо учитывать ряд свойств, которыми он должен обладать. К ним относятся: 1. Нетоксичность; 2. Герметичность; 3. Небольшая усадка; 4. Высокая жесткость; 5. Низкая цена; 6. Внешний вид (полуглянцевая поверхность) Характеристика Полипропилена (ПП). Полипропилен – синтетический термопластичный неполярный полимер, принадлежащий к классу полиолефинов. Продукт полимеризации пропилена. Твердое вещество белого цвета. Сырьем для полипропилена служит газ пропилен (пропен). В промышленности получают полимеризацией пропилена главным образом в массе а также в растворе. Реакцию в массе осуществляют при 70-800С и давлении 2,7-3,0 МПа. Полипропилен - один из наиболее широко использующихся пластиков. Технология переработки полипропилена сравнительно проста, для этого подходят все основные способы переработки пластмасс. Для переработки полипропилена не требуется применения узкоспециализированного оборудования. Современной промышленностью выпускаются специальные марки красителей и концентратов пигментов для окрашивания изделий из полипропилена (кроме того подходят также и универсальные концентраты пигментов, разработанные на основе низкомолекулярного полиэтилена других типов полиолефинов). Первичный полипропилен обладает неплохими оптическими свойствами, что используется при получении прозрачных изделий. Полипропилен обладает высокой химической стойкостью, ударной вязкостью и повышенной износостойкостью, стоек к многократным изгибам, физиологически безвреден, водонепроницаем, устойчив к коррозионному растрескиванию, обладает высокой теплопроводностью, точка плавления 160˚С. Материал не имеет запаха, не тонет в воде, в огне горит без дыма, запах при горении острый и сладковатый, плавится каплями. Экологически безвреден. Цена ПП 60р/кг. Так как полипропилен - подобно другим полимерным материалам - является сгораемым веществом, в складах для хранения материала, а также при его транспортировке, надо придерживаться правил пожарной безопасности для сгораемых материалов. Гранулят полипропилена должен храниться при температурах в пределах от -20 до +40 °С, защищенным от воздействия прямых солнечных лучей и от пыли. При длительном хранении полипропилена воздействие прямого солнечного излучения и/или теплового излучения должно быть исключено. При хранении материала в несоответствующих условиях (например, при больших колебаниях температуры склада или при высокой относительной влажности воздуха) атмосферная влага может конденсироваться внутри единиц упаковки. В этом случае гранулят перед употреблением надо высушить. Свойства полипропилена: 1) Разрушающее напряжение при растяжении, 250-400 кгс/см2 2) Модуль упругости при изгибе, 6700-11900 кгс 3) Ударная вязкость с надрезом, 33-80 кгс·см/см2 4) Твердость по Бринеллю, 6,0-6,5 кгс/мм2 5) Линейная усадка в форме 1-2,5 %
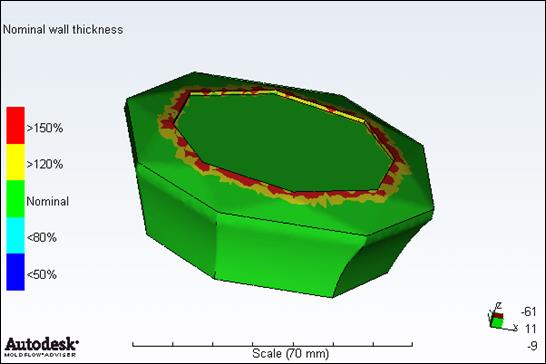
Расчет технологических параметров процесса литья под давлением с помощью программы Moldflow Для того чтобы еще на этапе проектирования изделия провести анализ заполнения модели расплавом полимера, применяется программа MoldFlow. Она позволяет прогнозировать, как будет влиять конструкция детали, материал изделия, технологические параметры на процесс реального производства, учесть особенности процесса при изготовлении литьевой пресс-формы и, как следствие, избежать проблем, которые появятся при изготовлении пресс-формы и соответственно запуске детали в производство. Для расчетов используется сетка конечных элементов, построенная на поверхности модели, причем сетка создается в автоматическом режиме. Работа в программе происходит следующим образом: 1. Определение места впрыска расплава. Перед проведением анализа заполнения имеется возможность провести анализ на определение оптимального расположения места впуска (исходя из геометрии модели). 2. Определение технологических параметров процесса. Исходя из указанного места впрыска и материала изделия, программа проведет анализ, и предложит технологические параметры процесса: температуру расплава, температуру формы, а так же скорость впрыска, с тем, чтобы при заполнении скорость сдвига (напряжение сдвига - соответственно) не приводило к деструкции материала. 3. Анализ впрыска. Для проведения непосредственно анализа заполнения, необходимо выбрать место впрыска расплава, материал изделия и задать технологические параметры процесса. Результаты компьютерного анализа: · Время заполнения модели расплавом · Распределение и перепад давления по модели · Распределение поля температур · Наличие линий спая и мест скопления газов · Расположение утяжин при заполнении · Качество поверхности модели при охлаждении изделия · Разброс времени охлаждения различных участков модели и т.д. Номинальная толщина стенки. Поддержание равнотолщинности стенки должно быть основной целью конструирования изделия. В тех зонах, где изделие будет иметь разную толщину, будет наблюдаться анизотропия усадки. Колебания в усадке будут усложнять достижение нужных размеров отливки и приводят к короблению. Изменение толщины стенок будут также влиять на стадии заполнения и уплотнения литьевой пресс-формы или на продолжительность цикла литья. Кроме того, заполнение зон с толстыми стенками через зоны с относительно тонкими стенками будет приводить к утяжинам и пустотам в толстых стенках. Если разнотолщинности избежать нельзя, то надо пытаться сделать эти изменения минимальными, а переход плавным. На рисунке 7 видно что практические все изделие имеет номинальную толщину стенки, а в тех местах где присутствует разнотолщинность имеются плавные переходы.
Рисунок 7 – Номинальная толщина стенки
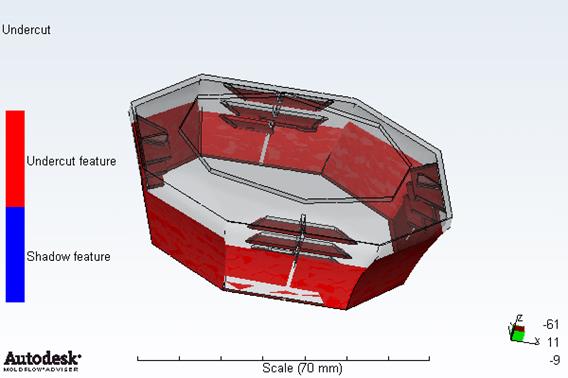
Поднутрения На рисунке 8 представлена эпюра поднутрений изделия. Как и следовало ожидать боковые грани изделия крышки и резьба выделены красным цветом (показывает наличии поднутрений). Поэтому конструкция формы будет спроектирована таким образом, что обеспечит легкое извлечение изделия и свободное течение полимерного материала.
Рисунок 8 – Эпюра поднутрений
|
||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 446; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.216 (0.012 с.) |