Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет неподвижной опорной плиты на смятие.Содержание книги
Поиск на нашем сайте
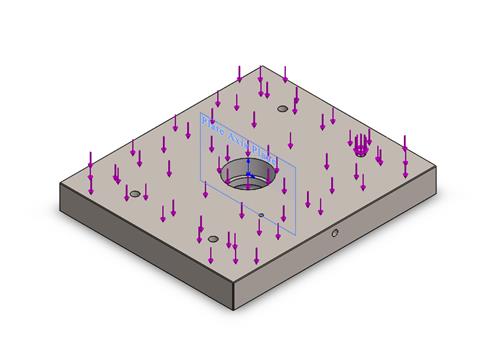
Опорные плиты испытывают нагрузку и деформацию от действия усилия смыкания термопластавтомата. На рисунке 32 представлена твердотельная модель плиты с указанием направления приложенного к ее поверхности максимального усилия смыкания 690 кН. Предполагается, что опорная плита жестко закреплена.
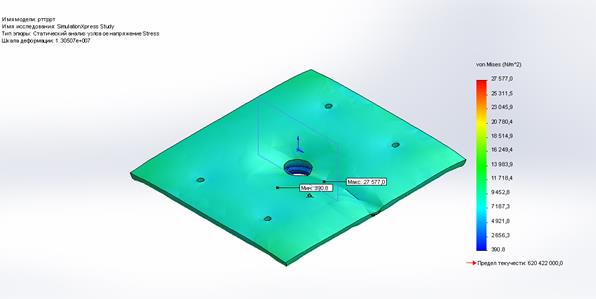
Рисунок 32 – Схема распределение нагрузки После проведения расчета были получены результаты, анализ которых дан ниже. На рисунке 33 представлена эпюра статического усилия опорной плиты. Значение максимального напряжения, которое испытывает плита s max = 27,5 МПа. Полученное расчетное значение ниже предела текучести стали s = 620,4 МПа.
Рисунок 33 – Статический анализ опорной плиты На рисунке 34 представлена эпюра статического перемещения опорной плиты. Значение максимального линейного перемещения составляет 0.01 мм, т.е деформация практически отсутствует.
Рисунок 34 – Статическое перемещение
Охрана труда и окружающей среды Охрана труда В последнее время в промышленности переработки полимеров, как и во многих других, коренным образом изменились условия и охрана труда работающих, в результате реконструкции действующих цехов и предприятий, внедрения автоматизированных производств, использования электроники и других достижений науки и техники. Сократилось число несчастных случаев и профессиональных заболеваний, уменьшилось число трудоемких ручных процессов. Однако проблема охраны труда остается актуальной даже на самых современных производствах. Внедрение новой технологии и оборудования с высокими скоростями перемещения исполнительных устройств, автоматичностью действий, большой зоной обслуживания требует совершенствования техники безопасности и обеспечения здоровых санитарно- гигиенических условий. Задача данного этапа работы заключается в анализе опасных и вредных производственных факторов, выявление их влияния на охрану труда. Необходимо также предложить мероприятия обеспечивающие безопасность производства на всех стадиях технологического процесса изготовления изделия. 6.1.1 Характеристика опасных и вредных факторов производства Условия труда в производстве изделий из полимерных материалов определяются характером выполнения технологического процесса и санитарно-гигиеническими факторами. В данном дипломном проекте сконструирована литьевая форма, предназначенная для изготовления изделия «Крышка для кофе» из полипропилена, которая будет устанавливаться на термопластавтомат Demag. При осуществлении технологического процесса литья под давлением на работника воздействуют факторы различного характера, а окружающая производственная среда (температура, влажность, загрязненность воздуха, шум и др.) также может оказывать влияние на функционирование органов дыхания, кровообращения, зрения, слуха. При изготовлении изделий методом литья под давлением необходимо учитывать опасные и вредные факторы, сопутствующие эксплуатации машины в целом и литьевой формы в частности. Опасным производственным фактором называется такой, воздействие которого на человека, работающего в определенных условиях, приводит к травме или другому внезапному резкому ухудшению здоровья. Вредным производственным фактором называется такой, воздействие которого на человека, работающего в определенных условиях, приводит к его заболеванию или снижению его трудоспособности. Согласно ГОСТ 12.0.003-74, опасные и вредные производственные факторы разделяют по природе действия на следующие группы: · физические; · химические; · биологические; · психофизиологические. Группа физических опасных вредных производственных факторов включает такие опасные и вредные моменты производства, как движущиеся машины и механизмы или их элементы, передвигающиеся изделия, заготовки, материалы, разрушающиеся конструкции; повышенная или пониженная температура поверхностей оборудования, материалов, повышенные уровни шума, вибрации, ультразвука, ионизирующих излучений, статического электричества, электромагнитного излучения; неудовлетворительное освещение; повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека и т.п. К физическим опасным и вредным факторам производства изделий методом литья под давлением относятся: · Движущиеся части оборудования: шнек узла впрыска, подвижная плита узла смыкания с установленной на ней полуформой. · Опасность падения литьевой формы. · Повышенная температура поверхности материального цилиндра и сопла. · Циклические повышения уровня шума при смыкании- размыкании формы. · Вибрация. · Зоны образования статического электричества (при пересыпании гранул полимерного материала). · Токоведущие и металлические части оборудования, находящиеся под электрическим напряжением (электродвигатель, корпус литьевой машины). · Недостаток естественного света. · Запыленность помещения. Химические опасные и вредные производственные факторы заключаются во вредном воздействии на организм человека сырья, полупродуктов, готовой продукции и отходов производства. Биологические опасные и вредные производственные факторы включают в себя патогенные микроорганизмы (вирусы, бактерии, грибы, простейшие и др.) и продукты их жизнедеятельности, а также макроорганизмы (растения и животные). Психофизиологические опасные и вредные производственные факторы по характеру действия подразделяются на физические (статические и динамические) и нервно-психические нагрузки (умственное перенапряжение, перенапряжение анализаторов, монотонность труда), эмоциональные перегрузки. Необходимо постоянно проводить анализ опасных и вредных производственных факторов для разработки эффективных мер охраны труда с целью повышения качества условий труда, которое в свою очередь заметно влияет на эффективность всего производственного процесса в целом. Материал исходного сырья - полипропилен. При комнатной температуре полипропилен не выделяет в окружающую среду токсичных веществ и не оказывает вредного воздействия на человека, за исключением случаев образования пыли, например при измельчении отходов. При нагревании полипропилена в пресс-форме до 210-220°С происходит выделение летучих продуктов термоокислительной деструкции: органические кислоты (нормирование по уксусной кислоте); формальдегид; ацетальдегид; двуокись углерода; оксид углерода. Формальдегид - раздражающий газ, вызывающий дегенеративные процессы в паренхиматозных органах, сенсибилизирует кожу, обладает токсичным действием, оказывает сальное воздействие на центральную нервную систему человека. Ацетальдегид - газ, при высоких концентрациях вызывает удушье, резкий кашель, головные боли, бронхиты, воспаление легких. Оксид углерода - газ, который вызывает удушье, судороги, поражает центральную нервную систему. Уксусная кислота – в виде паров обладает сильным раздражающим действием, к парам наблюдается привыкание – по-видимому, лишь кажущееся. Вызывает острые, а затем хронические риниты, фарингиты, ларингиты, конъюнктивиты и бронхиты. Все выше перечисленные вещества обладают токсичным и раздражающим воздействием на организм человека и поэтому при переработке пластмасс, и в частности полипропилена, необходимо проводить контроль за содержанием в воздухе рабочей зоны вредных веществ, а также минимизировать контакт работника с ними. Содержание веществ не должно превышать ПДК (таблица 3).
7.1.2 Мероприятия и решения, принятые для обеспечения безопасности технологического процесса Процесс получения изделий литьем под давлением при соблюдении норм ОТ и правил ТБ не представляет угрозы здоровью и жизни человека, но в случае неисправности оборудования или в аварийных ситуациях может возникнуть опасность. Для обеспечения безопасности технологического процесса необходимо выполнять требования: -устранения непосредственного контакта людей, работающих с веществами, оказывающими вредное воздействие; -замену технологических процессов и операций, связанных с возникновением опасных факторов, процессами и операциями, при которых указанные факторы отсутствуют или обладают меньшей интенсивностью; -внедрение дистанционного управления процессами и операциями при наличии опасных и вредных производственных факторов; -герметизацию оборудования и коммуникации, а также проведение процессов под разряжением для предотвращения выделения в рабочую зону опасных веществ; -использование систем получения информации о возникновении опасных и вредных производственных факторов на отдельных технологических операциях; -применение систем контроля технологического процесса и управления им, которые обеспечивают защиту работающих, аварийное отключение производственного оборудования.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 567; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.007 с.) |