Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сварка. Виды сварных соединений. Классификация сварных швов по признакам. Многослойная сварка.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
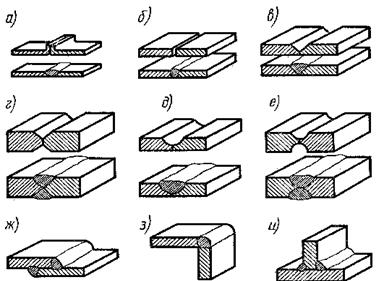
Сварка — это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании. Для сварки используются сварочные полуавтоматы, автоматы, сварочные трансформаторы. Выполняется ручным или автоматическим способом. Сварка труб выполняется стыковым, нахлесточным, угловым и тавровым сварными соединениями. В вентиляционных работах применяют различные сварные соединения и швы. Сварным соединением называется элемент сварной конструкции, состоящий из двух или нескольких деталей конструкции и сварного шва, соединяющего эти детали. Соединения на сварке, применяемые при изготовлении воздуховодов, фасонных частей и других деталей вентиляционных систем, бывают стыковые, стыковые с отбортовкой, нахлесточные,угловые (ГОСТ 5264-80). Стыковые соединения (рис.5,а), обозначение по ГОСТ5264-80 – С2 осуществляют для сварки воздуховодов и их деталей из листовой стали толщиной 1,5—3мм. Для выполнения такого соединения необходима подготовка кромок листов и точная подгонка зазоров величиной до 0,5мм. Стыковые соединения с отбортовкой применяют при изготовлений вентиляционных коробов. Для выполнения такого соединения у листов металла делают вначале отбортовку, а затем листы сваривают по гребешку. Нахлесточное соединение Это соединение осуществляется путем наложения одного элемента соединения на другой. Величина перекрытия должна быть не менее удвоенной суммы толщин кромок свариваемых изделий, Свариваемые поверхности не обрабатывают (не считая зачистку кромок). Листы при таком соединении обычно заваривают с обеих сторон, чтобы не допустить проникания влаги в зазоp между ними. При изготовлении круглых и прямоугольных воздуховодов нет возможности проварить шов изнутри, поэтому ограничиваются сваркой только наружных кромок. Нахлесточные швы с отбортовкой применяют также при изготовлении отводов круглого сечения. Угловые соединения (з) произ-т без и со скосом кромок. Тавровые соединения выполняют приваркой 1го эл-та изделия к др. (и). Без скоса кромок саривают конструкции с малой нагрузкой. Порядок наложения швов при сварке зав-т от диаметра трубы, марки стали, положение стыка.
Сварные соединения всех типов делают сварным швом, который представляет собой затвердевший наплавленный металл, образовавшийся в процессе сварки. Сварные швы подразделяются по следующим признакам: -- по положению в пространстве (рис.6,а)- на нижние, горизонтальные, вертикальные и потолочные; -- по положению относительно действующего усилия (рис.6, б) — на фланговые, торцовые или лобовые и косые; -- по протяженности (рис.6, в) — на непрерывные или сплошные и прерывистые;
Рис. Виды стыковых и нахлесточных сварных соединений 1) стыковое (а-е), 2) нахлесточное (ж), 3) угловое (з), 4) тавровое (и).
Рис. Виды сварных швов. 1 - нижний; 2 - горизонтальный; 3- вертикальный; 4 - потолочный; 5 - фланговый; 6 - торцовый или лобовой; 7 - косой; 8 - непрерывный; 9 - прерывистый; 10 - нормальный; 11 - выпуклый; 12 - вогнутый.
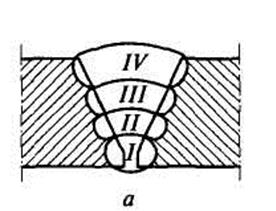
Многослойная сварка ( рисунок в виде круга ). Применяется для больших толщин металла (>20 мм) При многослойной сварке каждый слой необходимо выполнять в 2 прохода, начиная “в разбежку”. Причём каждый ход должен быть разнонаправленным. Сварка –проц. получения неразъемных соед-ний посредством установления межатомных связей м/ду свариваемыми частями при их нагреве или пластическом деформировании.
Скос комки - прямолинейный наклонный срез кромки, подлежащей сварке.
Корень шва – часть сварного шва, наиболее удалённая от его лицевой поверхности.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1382; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.58.141 (0.01 с.) |

 -- по внешней форме (рис,6, г) на нормальные, выпуклые и вогнутые.
-- по внешней форме (рис,6, г) на нормальные, выпуклые и вогнутые.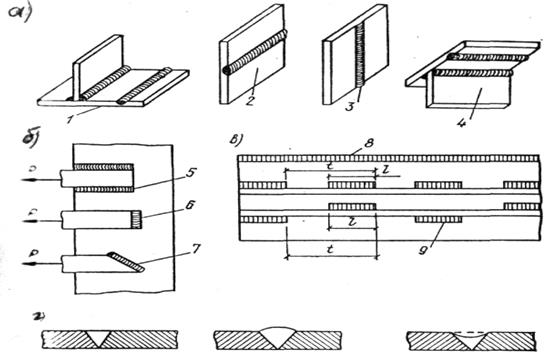
 Сварные соединения всех типов делают сварным швом, который представляет собой затвердевший наплавленный металл, образовавшийся в процессе сварки. Длину провариваемых участков прерывистого шва принимают равной 50 – 100мм, а промежутки между ними делают примерно вдвое больше. Расстояние от начала предыдущего шва до начала последующего называют шагом шва.
Сварные соединения всех типов делают сварным швом, который представляет собой затвердевший наплавленный металл, образовавшийся в процессе сварки. Длину провариваемых участков прерывистого шва принимают равной 50 – 100мм, а промежутки между ними делают примерно вдвое больше. Расстояние от начала предыдущего шва до начала последующего называют шагом шва.