Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Испытание узлов трубопроводов систем отопления, теплоснабжения, горячего водоснабжения санитарно-технических систем на месте изготовления на герметичность (гидростатическим или пузырьковым методом).Содержание книги
Поиск на нашем сайте
Узлы трубопроводов инженерных систем должны быть испытаны на герметичность на месте их изготовления согласно ТКП 45-1.03-85-2007 «Внутренние инженерные системы зданий и сооружений. Производство работ. Правила монтажа.» А так же выполнены требования: Узлы газопроводов и трубопроводов систем отопления, теплос-ия, внутр. холодного и ГВ, в том числе предназначенные для заделки в отопительные панели, клапаны, краны, задвижки, грязевики и т.д., необходимо подвергать испытанию гидростатическим (гидравлическим) методом в течение не менее 3 мин или пузырьковым (пневматическим) методом в течение не менее 30 с в соответствии с ГОСТ 25136 и ГОСТ 24054. При гидростатическом методе испытаний на герметичность из узлов полностью удаляют воздух, и заполняют водой с температурой >5۫ С и выдерживают под пробным избыточным давлением Узлы канализации и внутр. водостоков из стальных труб выдерживают под давлением 0,2МПа в течение не менее 3 мин. Падение давления при испытании не допускается. Выдержавшими испытание считаются узлы труб на поверхности и в местах соединения которых не появилась роса, капли воды и не произошло падение давления. Выдержавшими испытание считаются клапаны, задвижки и краны если в местах уплотнительных устройств после двукратного поворота регулирующих устройств не появились капли воды. При пузырьковом методе испытаний на герметичность в узлах трубопроводов создают избыточное давление воздуха 0,15МПа и погружают в ванну с водой. Выдержавшими испытание считаются узлы, при испытании которых не появились пузырьки воздуха в ванне с водой. После гидростатического метода узлы необходимо продуть сжатым воздухом с давлением не более 0,15МПа, а присоединительные трубопроводы закрыть инвентарными заглушками. Наружная поверхность узлов и деталей из неоцинкованных труб должна быть покрыта грунтовкой, за исключением резьбовых соединений которые покрываются антикоррозионной смазкой. Чугунные радиаторы или блоки ребристых труб должны выдерживать пробное давление воды 1,5МПа при гидростатическом методе и 0,1 при пузырьковом методе испытаний. Блоки стальных радиаторов испытывают пузырьковым методом при 0,1МПа. Блоки конвекторов: гидростатическим методом при 1,5МПа, пузырьковым при 0,15МПа После испытаний вода удаляется из трубопроводов сжатым воздухом. Выявленные дефекты устраняются при снижении давления до атмосферного. Испытания проводят в присутствии производителя работ и заказчика. 15 Способы изготовление монтажных узлов и деталей из листовой стали и алюминия. Виды продольных и поперечных соединений звеньев воздуховодов фальцевым и соединение фланцевым способами. Картина. Царг. Правила фальцевого соединения картин. Способы придания жѐсткости воздуховодам. Узел – сборочная единица части линии ограниченная транспортными габаритами, которая по своим размерам и конфигурации может быть смонтирована без разборки в блоке или установлена в проектное положение согласно чертежам. Деталь -часть линии возд-да или труб-да или отдельный элемент, не имеющий соединений, а также изделия, входящие в конструкцию ее крепления, например, патрубок-отрезок трубы, фасонная часть-тройники, крестовины, переходы, муфты, арматура и тд. Тройники, крестовины, отводы также изготовляют на фальцах, на сварке или на клею, с раскроем как непосредственно на металле, так и с предварительным приготовлением шаблона из плотной бумаги, картона или тонкого листа металла. Сборку вентиляционных заготовок производят под различные соединения элементов воздуховодов: бесфланцевое, фланцевое, клеевое, сварное. Тип соединений определяется монтажным проектом. Воздуховоды, фасонные части и изделия, работающие в средах с большим влагосодержанием, а также дефлекторы, зонты, вытяжные шахты, устанавливаемые вне зданий и подверженные атмосферным воздействиям, следует изготовлять из оцинкованной стали. В некоторых случаях при воздействии на воздуховоды сильнокоррозионных сред их изготовляют из антикоррозионных материалов — металлопласта, алюминия и его сплавов, титана, нержавеющей стали и др. Металлические воздуховоды изготовляют преимущественно из малоуглеродистой кровельной стали и тонколистовой черной оцинкованной стали. В незначительном количестве применяют нержавеющую сталь, титановые сплавы и алюминий.
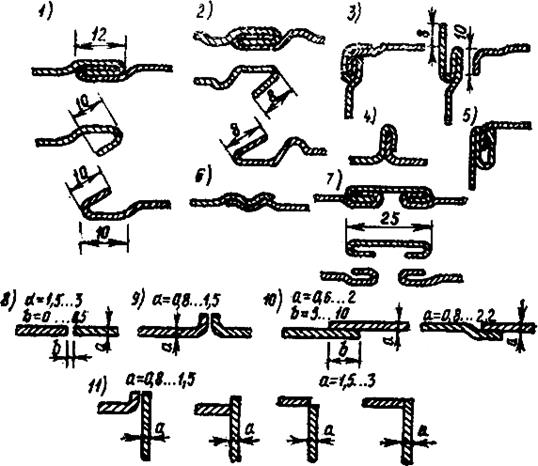
Виды фальцевых и сварных соединений: 1 - на простом лежачем фальце; 2 - фальце с двойной отсечкой; 3 - угловом фальце; 4 - поперечном фальце; 5 - фальце с защелкой; 6 - зигах; 7 - фальце с соединительной планкой; 8 - встык; 9 - с отбортовкой; 10 - внахлестку; 11 – угловые. Фальцевые воздуховоды изготовляют из листовой стали толщиной до 1,5 мм. Спирально-замковые воздуховоды изготовляют из стальной ленты толщиной до 1 мм, кромки которой соединяют между собой в замок по спиральной образующей. Для получения труб больших диаметров приходится скреплять по два или несколько листов. Такие скрепленные листы называются картиной. Сказанное относится и к периметрам прямоугольных воздуховодов. Изготовление картин является первым подготовительным процессом перед разметкой вентиляционных деталей. При изготовлении картин из листов различных размеров их соединяют таким образом, чтобы ширина картины не превышала 2 м, так как некоторые механизмы могут обрабатывать звенья воздуховодов длиной не более 2 м. Для фальцевых воздуховодов листы соединяют в картины с помощью лежачих фальцев, прокатку и уплотнение которых выполняют с помощью специальных механизмов. Для сварных конструкций воздуховодов картины изготовляют при помощи сварки листов. Максимальная длина воздуховодов определяется условиями их доставки и монтажа. Одно из распространенных соединений - фланцевое, для которого на деталях воздуховодов должны быть фланцы из полосовой ими угловой стали. Числа отверстий во фланцах и вид сортового металлопроката для них нормируются. Для удобства сборки фланцевых соединений отверстия под болты делают не круглыми, а овальными. При соединении металлических фланцев между ними прокладывают уплотнительный материал (листовую либо пористую резину, различного типа жгуты, асбестовый шнур и др.), после чего их стягивают болтами. Офланцовка вентиляционной детали заключается в насадке фланцев и набортовке кромок воздуховодов на зеркало фланцев. Фланцы изготовляют из угловой полосовой и листовой стали. Их Фланцы устанавливают перпендикулярно оси воздуховода. С воздуховодами их закрепляют с торцевых сторон отбортовкой, на сварке или на заклепках. При установке штампованных фланцев из листовой стали и фланцев из полосовой и угловой стали отбортовку следует делать размером 8...12 мм так, чтобы отогнутый борт не закрывал отверстий для болтов. Способы придания воздуховодам жёсткости: В зависимости от сечения прямоугольных воздуховодов на прямых и фассонных частях наносятся дополнительные рёбра жёсткости в виде зигов или перегибов. Для прямоугольных воздуховодов со стороной от 400 до 800 мм рёбра жёсткости наносятся через 200-300 мм по длине, или по дигонале на каждой стороне. При большей стороне прямоугольного воздуховода от 800 до 2000 мм и длиной больше 1250 мм воздуховод делится пополам зигом и каждая половина диагонали перегибом. Для соединения тонких участков или звеньев используется шина и фланец из уголка 32х32х3 Для прямоугольных воздуховодов с большей стороной A>= На фасонных частях со стороной > 400 мм устанавливается рассекатель на клипсах. 16 Виды продольных и поперечных соединений соединение звеньев воздуховодов бесфланцевым способом (бандажным, ниппельным, раструбным, реечным, планочным, телескопическим, с винипластовыми муфтами, сваркой, заклѐпкой, клеевое). Воздуховоды собирают на фланцевых и бесфланцевых соединениях. При сборке на фланцах следят за тем, чтобы прокладки между фланцами обеспечивали плотность соединения и не выступали внутрь воздуховода. При бесфланцевых соединениях воздуховодов применяют простейшее раструбное, бандажное, телескопическое, планочное и реечное соединения, а также бесфланцевое соединение с соединительной рейкой. Телескопическое соединение (рис.3) на самонарезающихся шурупах или комбинированных заклепках является разновидностью раструбного соединения, которое может выполняться насухо, на клею, на эпоксидных составах и на полимерных составах с добавлением пластификаторов.
Технологический процесс соединения двух деталей комбинированными заклепками выполняется следующим образом (рис.4). 1, 2 - склепываемые детали; 3 - корпус заклепки; 4 - головка стержня; 5 - концентратор напряжений; 6 - упор; 7 - цанга; 8 - стержень Склепываемые детали 1 и 2 плотно соединяют друг с другом, после чего в них просверливают отверстие нужного диаметра, в которое вставляют заклепку так, чтобы ее головка и выступающая часть стержня (сердечника или концентратора напряжения) оказались над наружной поверхностью воздуховода. С помощью заклепочника или пистолета 6 с ручным, электрическим или пневматическим приводом его цанга 7 начинает затягивать стержень 8 заклепки. Корпус 3 заклепки под давлением головки 4 стержня начинает развальцовываться. При достижении определенных усилий стержень 8 обрывается в ослабленном сечении 5. Обрыв стержня происходит в тот момент, когда детали достаточно плотно соединены между собой. Чтобы обеспечить жесткость, прочность и плотность указанных телескопических соединений, применяют различные клеи и мастики. При бандажном соединении (рис.5) на воздуховоды надевают бандаж, предварительно заполненный уплотнителем. Затем бандаж стягивают струбцинами и натяжные петли затягивают болтами. Для соединения требуется два-три болта.
Рис.5. Бандажное соединение звеньев воздуховодов:
Металлоемкость бандажных соединений по сравнению с фланцевыми сокращается в шесть раз. С помощью планочных (рис.6) или реечных (рис.7) соединений можно собирать отдельные звенья воздуховодов прямоугольного сечения в участки различной длины. Для прочности и герметичности шов соединения прокатывают на приводной или ручной зигмашине косыми гофрированными роликами. При соединении воздуховодов со сторонами более 400 мм используют Т-образные планки (рис.6, в), которые обеспечивают не только надежное соединение, но и создают дополнительную жесткость. Как видно из рисунка, планка типа даже усилена полосовой сталью размером 35x3 мм.
Рис.6. Планочное соединение стальных воздуховодов:
Рис.7. Воздуховод прямоугольного сечения, соединенный на рейках: При монтаже прямоугольных воздуховодов с бесфланцевым соединением с соединительной рейкой (рис.8) совмещают торцы воздуховодов, предварительно подготовив их к соединению. Затем, используя отверстия в уголках жесткости, надвигают соединительные рейки. Потом на углы соединения устанавливают декоративные уголки.
Рис.8. Бесфланцевое соединение воздуховодов прямоугольного сечения: а, б - последовательность подготовки воздуховодов; в - сечение соединения; г - соединение в сборе; 1 - профиль замка; 2 - резиновый уплотнитель; 3 - капроновый уголок; 4 - декоративный уголок; 5 - соединительная рейка; 6 - уголок
Виды фальцевых и сварных соединений: 1 - на простом лежачем фальце; 2 - фальце с двойной отсечкой; 3 - угловом фальце; 4 - поперечном фальце; 5 - фальце с защелкой; 6 - зигах; 7 - фальце с соединительной планкой; 8 - встык; 9 - с отбортовкой; 10 - внахлестку; 11 - угловые Фальцевые воздуховоды изготовляют из листовой стали толщиной до 1,5 мм. Спирально-замковые воздуховоды изготовляют из стальной ленты толщиной до 1 мм, кромки которой соединяют между собой в замок по спиральной образующей. Сварные воздуховоды изготовляют путем электрической сварки листового металла преимущественно толщиной 1,5....2 мм, а в спирально-сварных воздуховодах кромки стальной ленты толщиной 0,8...2,2 мм соединяют не в замок, а путем сварки внахлестку. 17. Соединение узлов воздуховодов фланцевым способом. Придание жѐсткости звеньям прямых участков воздуховодов с использованием зигов и других способов. Фланцы соединяются с трубами сваркой.Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр. Отклонение от перпендикулярности приваренного к трубе фланца по отношению к оси трубы допускается до 1 % наружного диаметра фланца, но не более 2 мм. Не допускается утопленность головок болтов и гаек в отверстия фланцев. Головки болтов следует располагать с одной стороны соединения. На вертикальных участках трубопроводов гайки необходимо располагать снизу. Концы болтов не должны выступать из гаек более чем на половину диаметра болта или три шага резьбы. Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Прокладки во фланцевых соединениях не должны перекрывать болтовых отверстий. Установка между фланцами нескольких или скошенных прокладок не допускается. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр. Для уплотнения резьбовых и фланцевых соединений допускается применение других уплотнительных материалов, обеспечивающих герметичность соединений. При сварке резьбовые поверхности и поверхности зеркала фланцев должны быть защищены от брызг и капель расплавленного металла. Оцинкованные стальные трубы, детали и узлы из них должны соединяться на резьбе Оцинкованные стальные трубы диаметром условного прохода 50 мм и более допускается соединять на сварке. Соединения стальных неоцинкованных труб, деталей и узлов из них следует выполнять на сварке, резьбе, накидных гайках и фланцах (с трубопроводной арматурой и оборудованием). При гибе сварных труб (гнутье трубных деталей) сварной шов следует располагать с наружной стороны трубной заготовки и под углом не менее 45° к плоскости гиба. Узлы трубопроводов инженерных систем должны быть испытаны на герметичность на месте их изготовления. Подварка сварного шва на изогнутых участках труб не допускается. Врезка трубопроводов в отвод не допускается. Офланцовка вентиляционной детали заключается в насадке фланцев и набортовке кромок воздуховодов на зеркало фланцев. Фланцы изготовляют из угловой полосовой и листовой стали. Их Фланцы устанавливают перпендикулярно оси воздуховода. С воздуховодами их закрепляют с торцевых сторон отбортовкой, на сварке или на заклепках. При установке штампованных фланцев из листовой стали и фланцев из полосовой и угловой стали отбортовку следует делать размером 8...12 мм так, чтобы отогнутый борт не закрывал отверстий для болтов. Способы придания воздуховодам жёсткости: В зависимости от сечения прямоугольных воздуховодов на прямых и фассонных частях наносятся дополнительные рёбра жёсткости в виде зигов или перегибов. Для прямоугольных воздуховодов со стороной от 400 до 800 мм рёбра жёсткости наносятся через 200-300 мм по длине, или по дигонале на каждой стороне. При большей стороне прямоугольного воздуховода от 800 до 2000 мм и длиной больше 1250 мм воздуховод делится пополам зигом и каждая половина диагонали перегибом. Для соединения тонких участков или звеньев используется шина и фланец из уголка 32х32х3 Для прямоугольных воздуховодов с большей стороной A>= На фасонных частях со стороной > 400 мм устанавливается рассекатель на клипсах.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 960; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.93.242 (0.015 с.) |

 , где PУ – условное избыточное давление, которое может выдержать соединение при нормальной температуре рабочей среды в условиях эксплуатации.
, где PУ – условное избыточное давление, которое может выдержать соединение при нормальной температуре рабочей среды в условиях эксплуатации.
 3200мм устанавливается внутри прямоугольного звено дополнительные стяжки в виде резьбовых шпилек с шайбой и гайкой.
3200мм устанавливается внутри прямоугольного звено дополнительные стяжки в виде резьбовых шпилек с шайбой и гайкой.