
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Условные обозначения швов сварных соединенийСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Корпус современного судна собран из листового и профильного материала и небольшого числа литых деталей. Составные части корпуса соединяется между собой чаще всего с помощьюразличных видов сварки. Сочетание отдельных деталей в конструкции бывают весьма сложными и на основных её проекциях могут изображаться недостаточно ясно. Поэтому в ряде случаев для пояснения конструкции недостаточно ясные сочетания деталей вычерчивают в виде отдельныхузлов. Узлом называется соединение между собой отдельных связей корпуса с помощью соединительных элементов - книц, бракет, коротышей и т. д. (соединение флора со шпангоутом с помощью скуловой кницы, соединение шпангоута с бимсом, бортового стрингера сошпангоутом, стоек переборки с продольными подпалубными связями, карлингса с бимсам и т.д.)
Условные изображения и обозначения швов сварных соединений Согласно ГОСТ 2.312—72 «Условные изображения и обозначения швов сварных соединений» сварные швы на чертежах имеют условные обозначения. Согласно этому стандарту, сварной шов, независимо от способа сварки изображают: - видимый – сплошной основной линией (рис.3, а); - невидимый – штриховой линией (рис.3, б). Видимые одиночные сварные точки независимо от способа сварки условно изображают знаком, выполненным сплошными тонкими линиями (рис.3, в). Невидимые одиночные точки не изображают.
а) б) в) Рис. 3
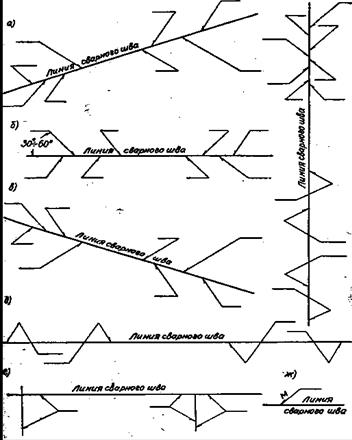
От изображения шва проводят выносную линию под углом 30-60о к горизонтали, заканчивающуюся односторонней стрелкой. Горизонтальный участок выносной линии - полку - следует располагать параллельно основной надписи чертежа, выносную линию предпочтительно проводить от изображения видимого шва. Стандарт допускает двойной излом наклонного участка выносной линии,а при обозначении одинаковых швов - сведение нескольких наклонных участков к общей полке (рис. 4, б ). Варианты расположения выносных линий, указывающих на изображениях место расположения шва сварного соединения, представлены на рис. 5
Рис. 4
Рис. 5
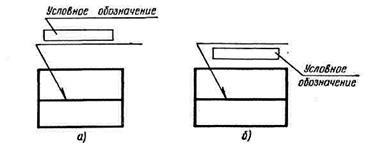
Над полкой линии - выноски указывают обозначение видимого шва (рис.6, а), а под полкой - невидимого (рис.6, б).
Рис. 6 За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону одностороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двустороннего шва сварочного соединения с симметрично подготовленными кромками может быть принята любая сторона. Обозначения шероховатости поверхности шва наносят на полке или под полкой линии- выноски после условного обозначения шва, или указывают в таблице швов, или приводят в технических требованиях, например: «Шероховатость поверхности сварных швов Rа 1,25». Так как условное обозначение стандартного шва даёт полную его характеристику, то поперечных сечений сварных швов, подготовку кромок под сварку, зазор между ними и контур шва не изображают. Структура обозначения сварных швов и вспомогательные знаки представлены в (приложении 2).
1.
Шов стыкового соединения, без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутой линии, усиление снято.
Шов соединения внахлестку, без скоса кромок, односторонний, прерывистый, выполняемый электродуговой полуавтоматической сваркой в защитных газах плавящимся электродом при монтаже изделия, шов по незамкнутой линии, катет шва 7.
Шов таврового соединения, без скоса кромок, двусторонний, прерывистый, выполненный электродуговой ручной сваркой в защитных газах неплавящимся металлическим электродом, длина провариваемого участка 60, шаг 100, усиление снято с обеих сторон. В курсе черчения рассматривается сварка соединений из углеродистой стали с применением швов, выполняемых ручной сваркой. Типы швов этой сварки определяет ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения под острыми углами».
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 801; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.226.158 (0.005 с.) |





 Примеры обозначений стандартных швов сварных соединений:
Примеры обозначений стандартных швов сварных соединений: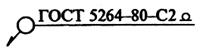 2.
2. 3.
3.


