Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Условные обозначения сварных соединений.Содержание книги
Поиск на нашем сайте
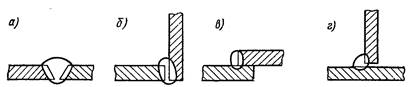
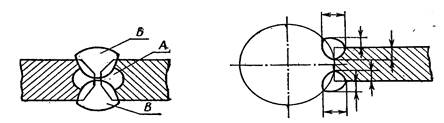
Основные типы и конструктивные элементы сварных швов и соединений для различных видов сварки установлены государственными стандартами. Сварные швы классифицируются по следующим признакам: - по виду соединения (стыковые, угловые, нахлесточные и тавровые), - по способу и методу сварки (ручная, полуавтоматическая, автоматическая под флюсом, в среде защитных газов, электрошлаковая и т.д.) Ручная – способ сварки, при котором подача присадочного металла к месту соединения и управление дугой или горелкой осуществляется вручную. Полуавтоматическая – способ сварки, при которомподача присадочного металла к месту соединения производится автоматически, а управление дугой или горелкой – вручную. Автоматическая – способ сварки, при котором подача присадочного металла к месту соединения и управление дугой или горелкой производятся автоматически. Автоматическая сварка, при которой вольтова дуга горит под слоем флюса называется автоматической сваркой под флюсом. Сварка в защитном газе -дуговая сварка, при которой вокруг вольтовой дуги и сварочной ванны создается искусственная защитная атмосфера, т.е. сварка при которой защитный газ используется для предохранения расплавленного металла от воздей ствия атмосферного воздуха. Электрошлаковая сварка – способ соединения металла больших толщин, когда между свариваемыми деталями подается пучок проволоки и флюс. ГОСТ 2601- дает основные понятия, термины и определения в области сварки металлов. Термины, установленные этим стандартом, обязательны для применения в документации всех видов. Некоторые из них приводятся ниже. Стыковое соединение – сварное соединение двух элементов, расположенных в одной плоскости или на одной поверхности (рис.4.1.б). Угловое соединение – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания краев (рис.4.1.а). Нахлесточное соединение – сварное соединение в котором свариваемые элементы расположены параллельно иперекрывают друг друга (рис.4.1.в).
Рис. 4.1. Сварные соединения листовых конструкций: а – стыковые, б – угловые, в – нахлёсточные, г – тавровые.
Тавровое соединение – сварное соединение в котором к боковой поверхности одного Стыковой шов – сварной шов стыкового соединения. Угловой шов – сварной шов углового, нахлесточного или таврового соединений. Точечный шов – сварной шов нахлесточного или таврового соединения в котором связь между сварными частями осуществляется в отдельных точках. Прерывистый шов – сварной шов с промежутками по длине.
Рис. 4.2. Прерывистые сварные швы: а – цепной, б – шахматный.
Цепной прерывистый шов – двусторонний прерывистый шов таврового соединения у которого промежутки расположены по обеим сторонам стенки один против другого (рис.4.2.а). Шахматный прерывистый шов – двусторонний прерывистый шов таврового соединения у которого промежутки по одной стороне стенки расположены против сваренных участков по другой стороне стенки (рис. 4.2.б). Подварочный шов – предварительный шов, выполняемый для предотвращения прожогов при последующей сварке или накладываемый в последнюю очередь в корень шва для улучшения качества шва.
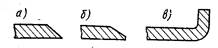
Рис. 4.3. Подготовка кромок листов под сварку: а – скос кромки, б – притупление, в - отбортовка Прихватка – короткий сварной шов, применяемый для фиксации взаимного расположения, размеров и формы собираемых под сварку элементов. Монтажный шов – сварной шов осуществляемый на месте монтажа конструкции. Разделка кромок – придание необходимой формы кромкам, подлежащим сварке. Скос кромки – прямолинейный срез кромки, подлежащей сварке (рис.4.3.а). Притупление кромки – нескошенная часть торца кромки (рис. 4.3.б). Отбортовка кромки – Изгиб кромки листа под прямым углом (рис.4.3.в)
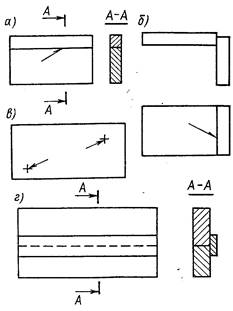
Рис.4.4. Угол скоса кромки. Угол скоса кромки – острый угол между плоскостью скоса кромки и торцом (рис. 4.4.) Условные обозначения швов сварных соединений устанавлвает ГОСТ 2.312- Независимо от способа сварки швы сварных соединений условно изображают: видимый – сплошной основной линией (рис. 4.5. а,б), невидимый – штриховой линией (рис.4.5.г).
Рис.4.5. Условное обозначение швов сварных соединений: а,б – видимый шов, в – одиночная сварная точка, г – невидимый шов. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов и обозначать их прописными буквами русского алфавита (рис.4.6.)
Рис. 4.6. Обозначение многопроход- Рис. 4.7. Обозначение нестандартного ного сварного шва. сварного шва.
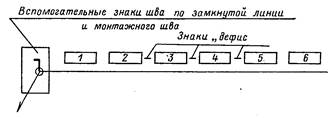
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис.4.7.). Границы шва выполняют сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями. Вспомогательные знаки для обозначения сварных швов приведены в таблице
Вспомогательные знаки выполняются сплошными тонкими линиями одинаково высоты с цифрами, входящими в обозначение шва. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рис.4.8.
Рис. 4.8. Схема условного обозначения сварного шва
Пояснения к рис.4.8. 1- обозначение по стандарту на типы и конструктивные элементы швов сварных соединений. 2 – буквенно-цифровое обозначение шва по стандарту. 3 – условное обозначение способа сварки по стандарту на типы и конструктивные швов сварных соединений. 4 – знак Δ и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений. 5 – Знаки и размеры: - для прерывистого шва – длина провариваемого участка, знак или и шаг. - для одиночной сварной точки – расчетный диметр точки. - для шва контактной точечной электросварки или электрозаклепки – расчетный диаметр точки или электрозаклепки знак или и шаг. - для шва контактной роликовой электросварки – расчетная ширина шва. - для прерывистого шва контактной роликовой электросварки – расчетная ширина шва, знак умножения, длина провариваемого участка, знак и шаг. 6 – вспомогательные знаки. Структура условного обозначения нестандартного шва или одиночной сварной точки Приведены на рис.4.9.
Рис.4.9. Схема условного обозначения нестандартного сварного шва. Пояснения к рис. 4.9. 1 – знаки и размеры: - для прерывистого шва – длина провариваемого участка, знак или и шаг, - для одиночной сварной точки – расчетный диаметр точки,
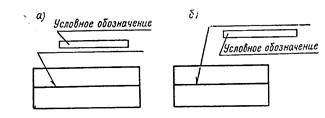
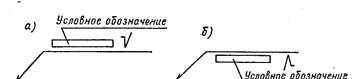
Рис. 4.10. Расположение условного обозначения сварного шва на полке-выноске: а – видимого шва, б – невидимого шва. - для шва контактной точечной электросварки или электрозаклепочного шва – расчетный диаметр точки или электрозаклепки знак или и шаг, - для шва контактной роликовой электросварки – расчетная ширина шва, - для прерывистого шва контактной роликовой электросварки – расчетная ширина шва, знак умножения, длина провариваемого участка, знак и шаг. 2 – вспомогательные знаки. Условное обозначение шва ставят: - на полке линии –выноски, проведенной от изображения шва с лицевой стороны (рис. 4.10.а), - под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 4.10.б). Обозначение шероховатости механически обработанной поверхности шва выносят на полке или под полкой линии-выноски после условного обозначения шва (рис. 4.11. а,б)
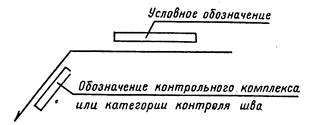
Рис. 4.11. Обозначение шероховатости поверхности сварного шва: а – видимого, б – невидимого. или указывают в таблице швов. Содержание и размеры граф таблицы швов стандартом не регламентированы. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается под линией-выноской (рис.4.12.). В технических требованиях или таблице швов на чертеже приводят ссылку па соответствующие нормативно-технические документы.
Рис. 4.12. Условное обозначение контрольного комплекса или категории контроля шва.
Сварочные материалы указывают на чертеже в технических требованиях или в таблице швов. Допускается сварочные материалы не указывать.
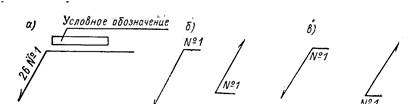
Рис. 4.13. Варианты обозначения одинаковых сварных швов: а – на линии-выноске, в – на полке линии-выноски, в – под полкой линии-выноски.
При наличии на чертеже одинаковых швов, обозначение наносят у одного изображения, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который ставят: а – на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 4.13,а), б – на полке линии-выноски, проведенной от изображения шва, не имеющего изображения, с лицевой стороны (рис. 4.13,б), в – под полкой линии-выноски, проведенной от изображения шва, не имеющего изображения, с оборотной стороны (рис. 4.13.,в). Число одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным изображением (рис. 4.13. а). Швы считают одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении, если к ним предъявляют одни и те же технические требования и если они имеют одинаковые условные обозначения. При наличии на чертеже швов,выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа или в таблице. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одного типа и изображены с одной стороны (лицевой или оборотной). Швы, не имеющие обозначения, отмечают линиями – выносками без полок. На чертеже симметричного изделия с нанесенной осью симметрии допускается отмечать линиям – выносками и обозначать швы только на одной из симметричных частей изображения изделия. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями – выносками и обозначение их наносить только у одного изображения одинаковых частей (предпочтительно у изображения, от которого проведена линия – выноска с номером позиции). Разрешается не отмечать на чертеже швы линиями – выносками, а записывать указания по сварке в технических требованиях чертежа.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-06-23; просмотров: 519; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.115 (0.011 с.) |