Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Автоматизированная система контроля и учета электроэнергии на предприятииСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Доля потребленных энергоресурсов в себестоимости продукции любого производственного предприятия значительна. В связи с этим возрастает роль автоматизированных систем контроля и учета энергии (АСКУЭ), которые позволяют проанализировать потребление энергии и найти пути ее экономии. Автоматизированная система учета электроэнергии на предпри-ятии, как правило, является многоуровневой. Первый, или нижний уровень системы учета образуют цифровые многофункциональные электронные счетчики электроэнергии совме-стно с измерительными трансформаторами, их первичными цепями и соединительными линиями. Второй, или промежуточный уровень системы учета образуют специализированные устройства сбора и передачи данных (УСПД). УСПД обеспечивают круглосуточный, автоматический, с программи-руемой дискретностью опроса, дистанционный сбор данных со счет-чиков, подключенных к этим средствам через цифровые интерфейсы по проводным каналам связи. Третий, или верхний уровень системы для учета электроэнергии образуют персональный компьютер (ПК) и программное обеспечение. Для технической реализации таких систем учета используется УСПД сумматор СЭМ-2.01, обеспечивающий прием информации со счетчиков различных типов по цифровому интерфейсу RS485. Алгоритм работы УСПД СЭМ-2.01 основывается на опросе 30-минутных профилей энергии, сохраненных в памяти счетчиков ниж-него уровня системы, и позволяет восстанавливать информацию со счетчиков при нарушении питания или связи. Важнейшей характеристикой системы является поддержание точ-ного времени всех ее элементов: счетчиков, УСПД и ПК. Сумматор автоматически корректирует время и дату счетчиков, а при возникно-вении ситуации, когда это невозможно, сигнализирует в ПК об ава-рийной ситуации. Программное обеспечение верхнего уровня имеет возможность контроля синхронизации времени всей системы. На рис. 4.11 приведена типовая структурная схема автоматизированной системы учета, состоящая из трех уровней. Верхний уровень — это АРМ энергетика и прочие ПК, соединенные с помощью ком-пьютерной сети Ethernet. АРМ энергетика постоянно осуществляет сбор данных с двух УСПД СЭМ-2.01, которые каждые 3 минуты сни-мают информацию с 37 счетчиков «Меркурий-230» с профилями на-грузки
На всех ПК системы установлено программное обеспечение предназначенное для сбора на ПК информации о потреблении электроэнергии или других видов учитываемых энер-горесурсов, изучения динамики их потребления, анализа данных. На базе этих сведений формируется отчет о потреблении электроэнергии за месяц по подразделениям предприятия. Планирование производства и составление графика выпуска продукции. Долгосрочные, среднесрочные и краткосрочные планы создаются на различных организационных уровнях и охватывают различные временные периоды. Созданные на высшем уровне, долгосрочные планы отражают стратегические цели организации. Они становятся основой для средне- и краткосрочных планов. Среднесрочные планы подразделяются на планы занятости, укрупненные планы образования запасов или производства, планы загрузки, планы модернизации мощностей, контракты с поставщиками. Эти укрупненные планы являются основой для построения краткосрочных планов. Краткосрочные планы обычно распространяются от нескольких недель до нескольких месяцев и включают графики выпуска продукции, графики производства компонент, графики материального снабжения, оперативные производственные графики и графики использования мощностей. Графики производства — это краткосрочные планы производства товаров или конечной продукции. Планирование производства включает следующие шаги: 1. Прогноз продаж и фиксация фактического спроса для каждого вида продукции. Он показывает количества, которые должны быть проданы в каждый временной период (неделю, месяц, квартал) планового горизонта (обычно от 6 до 18 месяцев). 2. Сведение воедино в общий прогноз данных по всем отдельным видам продукции и услуг. 3. Преобразование суммарного спроса в каждом периоде в численность рабочих, оборудования и других составляющих производственных мощностей, требуемых для его удовлетворения. 4. Разработка альтернативных схем использования ресурсов, позволяющих обеспечить производственные возможности, удовлетворяющие суммарный спрос. 5. Отбор из альтернатив такого плана использования мощностей, который позволяет удовлетворить спрос и наилучшим образом отвечает целям организации. Шаг 5 предполагает, что производственная система обязана удовлетворять прогнозируемый спрос. Есть, однако, случаи, когда производственные мощности не могут быть увеличены или когда продукцию выгоднее производить в объеме, меньшем прогнозируемого или фактического спроса. В ERP-системах предполагается, что цель предприятия заключается в удовлетворении спроса. Центральное место в планировании производства занимают сле- дующие вопросы: — сколько производственных ресурсов каждого вида имеется в наличии? — какой уровень мощности обеспечивает ресурс каждого вида? — каким образом определяется мощность исходя из имеющихся ресурсов? — сколько стоит изменение мощностей в сторону увеличения или уменьшения? Основными источниками для определения возможностей предприятия при разработке среднесрочных планов являются: основное и сверхурочное рабочее время; запасы продукции, образованные в предшествующие периоды; субконтракты на поставку продукции или выполнение услуг внешними партнерами. Различают следующие виды среднесрочных планов: сбалансированный и план с фиксированным уровнем мощности. Сбалансированный план. В каждый момент времени располагаемые мощности равны потребностям, вытекающим из прогнозируемого спроса. План с фиксированным уровнем мощностей. Мощности являются постоянными на всем горизонте планирования. Отклонение меняющегося спроса от возможностей постоянных производственных мощностей компенсируется с помощью запасов, отложенного спроса, сверхурочных работ и субконтрактов. На практике целесообразно рассматривать несколько вариантов планов с различными подходами к компенсации колебания спроса. Для решения задач планирования производства разработаны и применяются в основном следующие подходы. Линейное программирование используется, как правило, для минимизации суммарных затрат в плановом периоде. В затраты включаются: основная зарплата, сверхурочные, на субконтракты, увольнение и найм работающих, хранение запасов. Ограничения модели обычно включают максимальные мощности и ограничения на степень удовлетворения спроса в плановом периоде. Линейные решающие правила базируются на применении квадратической функции затрат для конкретной производственной системы. Функция позволяет определять суммарные затраты, включающие: основную зарплату, сверхурочные, субконтракты, затраты на изменение численности работающих и хранение запасов. В качестве независимых переменных применяются объем выпуска продукции и численность работающих. Функция строится для каждого планируемого периода горизонта планирования. После численного дифференцирования получаются два независимых линейных уравнения, которые позволяют для очередного планируемого периода определять объемы выпуска продукции и необходимую численность работающих. Управляющие коэффициенты. В основе этого подхода лежит предположение, что лицо принимающее решение строит план на основе сложного критерия и собственного опыта. Этот метод использует данные о предыстории, связанные с решениями в прошлом, и позволяет построить регрессию, которая должна быть использована для построения плана. Моделирование на компьютере позволяет проверять путем перебора многочисленные сочетания производственных ресурсов с целью поиска наилучшего плана на период и на горизонт. Среднесрочные планы определяют количество продукции, которое экономически целесообразно производить на предприятии. По среднесрочным планам составляются графики выпуска продукции. В графике выпуска продукции устанавливается количество конечной продукции, которое должно быть выпущено в каждый период краткосрочного горизонта планирования. Длительность горизонта планирования — от нескольких недель до нескольких месяцев. При составлении графика определенные ранее объемы производства распределяются в виде заказов на выпуск продукции. Графики выпуска продукции в общем случае состоят из четырех участков, отделенных друг от друга тремя границами. Они носят следующие названия: закрепленный, фиксированный, заполненный, открытый. Изменения на закрепленном участке обычно запрещены, поскольку они влекут за собой изменения планов снабжения и производства предметов после их запуска, что приводит к росту затрат. Фиксированный участок представляет собой период времени, на котором изменения могут происходить, но только в исключительных ситуациях. Заполненный участок соответствует временному интервалу, на котором все производственные мощности распределены между заказами. Изменения на этом участке допускаются и могут привести к значительным изменениям сроков выполнения заказов. Открытый участок — это временной интервал, на котором не все производственные мощности распределены, и новые заказы обычно размещаются на этом участке. График выпуска продукции создается на основе информации о заказах, прогнозах спроса, состоянии запасов и производственных мощностях. В ходе построения графика выполняется проверка вариантов графика на недогрузку или перегрузку производственных мощностей. График является динамичным и периодически обновляется. При этом решается задача учета хода производства, начало и окончание горизонта планирования сдвигаются вправо на одну неделю, заново пересматривается оценка спроса. В связи с тем, что спросы, расположенные в дальних периодах, вероятнее всего, изменяются по мере приближения временного интервала к фиксированному виду, требования к точности оценки спроса для начальных периодов выше, чем для отдаленных. Планирование производства на уровне графика выпуска продукции имеет ряд отличительных особенностей в зависимости от того, работает предприятие на склад или по заказам. В наибольшей степени изменениям подвержены управление спросом, размер партий запуска и количество выпускаемой продукции. В производстве, выполняющем заказы, при оценке спроса доминируют поступившие изданный момент заказы. График составляется обычно на основе портфеля заказов. Размер партии и количество выпускаемой продукции обычно совпадают и определяются заказом. Процесс составления графика для таких предприятий наиболее сложен и трудоемок, особенно для многономенклатурного производства. В производстве, работающем на склад, заказы поступают со склада готовой продукции. Заказы формируются на основе прогнозируемого спроса со стороны потенциальных заказчиков. В этих условиях возрастает роль прогнозирования. В начальных периодах горизонта планирования возможно наличие портфеля заказов, однако их удельный вес, как правило, невелик. Размер партии здесь очень важен и определяется исходя из соображений экономической эффективности. Уменьшение размера партии приводит к росту доли постоянных расходов на единицу продукции, а увеличение размеров партии — к росту запасов и затрат на их хранение. Оптимальным является размер партии, при котором минимизируются суммарные затраты. Плановый горизонт может изменяться в широких пределах — от нескольких недель до года и более. На выбор планового горизонта влияют многие факторы, но один фактор является решающим. В ERP-системах используется правило, согласно которому плановый горизонт должен быть не менее наибольшего производственного цикла среди всех изделий, рассматриваемых при составлении графика. Широко применяется подход к созданию графика, при котором в ходе планирования определенная часть заказов или планово-учетных единиц из предыдущего графика фиксируется, и новый график состоит в итоге из двух частей: фиксированной составляющей прежнего графика и изменений к нему. Все современные прикладные системы содержат модули для построения графика выпуска продукции. Планирование производства на уровне графика выпуска продукции является одной из наиболее важных функций в ERP-системах. При ее неудовлетворительной реализации возникают перегрузки и недогрузки мощностей, чрезмерный рост запасов на одни изделия и дефицит других изделий. Напротив, при удовлетворительной реализации улучшается обслуживание заказчиков, снижается уровень запасов, более эффективно используются производственные мощности. В результате решения задачи составления графика становятся известными времена и объемы выпуска продукции. Управление снабжением, производством деталей и сборочных единиц и другими составляющими производственного процесса зависят от того, какие системы организации и управления используются. В практике управления и в литературе принята следующая классификация: системы с расходом запасов, системы с «проталкиванием», системы с «протягиванием» и системы, сконцентрированные на «узких местах». Системы с расходом запасов сконцентрированы на поддержании резервов материальных ресурсов, необходимых для производства. Так как производители не знают заранее сроков и количества потребных заказчику ресурсов, многие виды продукции в таких системах производятся заранее и складируются в виде запасов готовой продукции или деталей и сборочных единиц. По мере уменьшения запасов продукция или ее компоненты производятся для их пополнения. В системах с «проталкиванием» центр тяжести смещается на использование информации о заказчиках, поставщиках и продукции, чтобы управлять материальными потоками. Поставка партий материалов и полуфабрикатов на предприятие планируется как можно ближе к срокам изготовления деталей и сборочных единиц. Детали и сборочные единицы производятся как можно ближе к срокам подачи на сборку, готовая продукция собирается и отправляется как можно ближе к требуемому времени выполнения заказа. Материальные потоки «проталкиваются» сквозь все фазы производства. Системы с «протягиванием» ориентированы прежде всего на сокращение уровня запасов на каждой производственной фазе. Если в предыдущей системе роль графика состояла в определении того, что делать дальше, то в данной системе просматривается только следующая стадия, выясняется, что необходимо делать для ее выполнения, и производятся необходимые действия. Партии в производстве перемещаются от ранних стадий к поздним без промежуточного складирования. Существует немало разновидностей и наименований для подобных систем: «точно-в-срок» (Just-in-Time), производство с коротким циклом, системы с визуальным управлением, производство без промежуточных складов, поточное производство, синхронизированное производство, система фирмы «Тойота». Как правило, в литературе применяется аббревиатура первого наименования — JТ. Системы типа JТ ввиду сокращения незавершенного производства чувствительны к возмущениям производственного процесса. Вне- дрение подобных систем требует большой подготовительной работы. Управление в системах четвертого типа сконцентрировано на так называемых «узких местах» — операциях, станках или стадиях производственного процесса, которые тормозят производство, поскольку их производительность меньше, чем в других участках производственной системы. 16-2. Оперативно-календарное (детальное) планирование MES-система получает объем работ, который либо представлен ERP на этапе объемно-календарного планирования, либо выдается APS-системой в виде допустимого для предприятия план-графика работы цеха, и в дальнейшем сама не только строит более точные расписания для оборудования, но и в оперативном режиме отслеживает их выполнение. Различия в функциях планирования ERP, APS и MES-систем представлены на рис. 3.1. Цель планирования MES-системы – не только выполнить заданный объем с указанными сроками выполнения тех или иных заказов, но выполнить как можно лучше с точки зрения экономических показателей цеха.
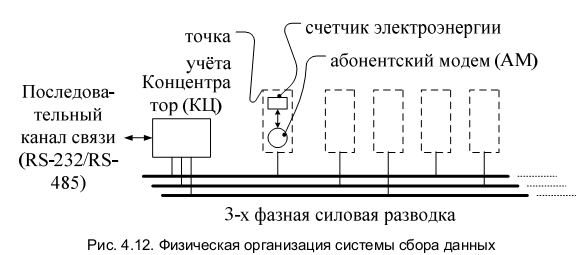
APS-системы формируют некие исходные расписания работы первой степени приближения еще до начала реализации производственных планов. При этом, ввиду большой размерности задачи, не учитываются многие технологические и организационные факторы. MES-система уже на этапе выполнения, получая такой предварительный план, оптимизирует его по ряду критериев. При этом, после оптимизации и построения нового план-графика работы цеха, очень часто за счет уплотнения работы оборудования, отыскиваются дополнительные резервы, появляется возможность в рамках планируемого периода выполнить дополнительные заказы. Тем самым достигается эффект увеличения пропускной способности производственных структур. В отличие от APS-систем, MES-системы оперируют меньшими размерностями назначения – до 200 станков и 10000 операций на горизонте планирования, который обычно составляет не более трех-десяти смен. Уменьшение размерности связано с тем, что в MES учи- тывается гораздо большее количество ограничений технологического характера. Еще одним отличием является то, что MES-системы обычно оперируют не одним или двумя критериями построения расписания, а, зачастую, несколькими десятками, что дает возможность диспетчеру цеха строить расписание с учетом различных производственных ситуаций. И только MES-системы оперируют так называемыми векторными, интегральными критериями построения расписаний, когда в один критерий собираются несколько частных критериев. При этом диспетчер, составляя расписание, может указать, что он хочет видеть в конкретном расписании: уменьшение календарной длительности выполнения всего задания, уменьшение длительности операций переналадок, высвобождение станков, имеющих небольшую загрузку и т.п. Оперативность составления и пересчета расписания является также прерогативой MES, поскольку пересчет может вестись с дискретой в одну минуту. Это не означает, конечно же, что каждую минуту рабочему будут выдаваться новые задания, но это означает, что все процессы в цеху контролируются в режиме реального времени и это позволяет заранее предвидеть все возможные нарушения расписаний и вовремя принимать соответствующие меры. Алгоритмы MES-систем, хотя и базируются, в большинстве случаев, на эвристике, но, как правило, значительно сложнее и «умнее» алгоритмов APS. Вначале алгоритм MES находит допустимое решение с учетом всех ограничений и выбранного критерия (частного или интегрального). В дальнейшем на этапе оптимизации происходит поиск лучшего расписания. Конечно, полученное расписание также не является оптимальным в полном смысле слова, поскольку поиск оптимума в таких задачах всегда сопровождается со значительными временными затратами (MES-системы строят расписания за 0,1–5 мин.), но полученные при этом расписания, как правило, уже намного ближе к оптимуму, нежели расписания, построенные APS-системами. В ряде случаев MES-системы могут составлять расписания не только для станков, но также для транспортных средств и обслуживающих устройств, а также бригад наладчиков. Важным свойством MES-систем является выполнимость расписаний. Встроенные в планирующий контур ERP, APS-системы составляют производственные расписания только в случае внесения в портфель заказов новых изделий или работ; корректировать их в режиме реального времени крайне сложно, что приводит к серьезным проблемам использования APS-систем в мелкосерийном производстве. MES-системы в таких случаях работают более гибко и оперативно, пересчитывая и корректируя расписания при любых отклонениях производственных процессов, что повышает гибкость и динамичность производства. Если расписания APS-системы больше подходят для производств с крупносерийным характером выпуска продукции, где резких отклонений от производственной программы, как правило, не бывает (устойчивый характер производства), то MES-системы являются незаменимыми в мелкосерийном и позаказном производстве. При этом если для APS-систем цех с большим объемом технологической и оперативной информации является в какой-то мере «черным ящиком», то MES-системы при выполнении заданий опираются на принцип расчета и коррекции производственных расписаний по фактическому состоянию производства. Эти системы достаточно чутко реагируют на отклонения во времени выполнения технологических операций, на непредвиденный выход из строя оборудования, на появление брака в процессе обработки изделий и другие возмущения внутреннего характера. В отличие от систем классов ERP и APS, MES-системы являются предметно-ориентированными: для химической технологии, дерево- обработки, полиграфии и т.д. Поэтому они максимально полно отражают особенности технологии конкретных производственных процессов и зачастую включают в себя развитые средства поддержки технологической подготовки того или иного типа производства. АСКУЭ «Меркурий-Энергоучет» ««Меркурий PLC» — это АСКУЭ(автоматизированная система контроля и учета энергии)) ориентированная на применение в промышленных и офисных зданиях предприятия. Эта система сбора данных с абонентских устройств учёта потреблённой электроэнергии предназначена для организации автоматизированного сбора данных о потреблении электроэнергии одно- и трёхфазными абонентами рас-пределительной электросети переменного тока 220/380В 50Гц. Отличительной особенностью системы от множества других яв-ляется то, что контроль за потреблением электроэнергии осуществля-ется по силовой сети 220 В. Обеспечивая функциональность АСКУЭ, построенных на базе счётчиков с проводными цифровыми интерфей-сами RS-485 или подобными, система «Меркурий PLC», за счёт от-сутствия объединяющего интерфейсного кабеля резко удешевляет стоимость монтажных работ и последующую эксплуатацию системы, увеличивает надежность функционирования. Оборудование системы состоит из концентратора данных «Мер-курий 225», который является основным узлом системы и множество (в любых сочетаниях) одно- и трёхфазных счётчиков типов «Мерку-рий-200, 201, 201, 230, 231» со встроенными PLC-модемами (рис. 4.12).
Концентратор устанавливается в любом подходящем месте трёх-фазной сети, например, в электрощитовой промышленного и/или офисного здания, а чаще на трансформаторной подстанции и подклю-чаются ко всем трём фазам. Основные его функции — обеспечить синхронизацию передачи данных счётчиками и собрать информацию об энергопотреблении с её последующем сохранением в собственной энергонезависимой памяти. Кроме этого он осуществляет раздачу сигналов точного времени и изменяет режимы работы счётчиков. Концентратор оснащён последовательными интерфейсами RS-485 и RS-232 через которые подключаются дополнительные контроллеры и устройства передачи информации на компьютер центрального дис-петчерского пункта. Это могут быть GSM-шлюзы, радиомодемы, адаптеры сети Ethernet. Возможен съём накопленной информации на переносной компьютер оператора непосредственно на месте установ-ки концентратора. В основу обмена информацией в системе положен принцип пере-дачи данных с использованием всех известных видов разделения сиг-налов — временного, частотного и кодового. Обмен данными между счётчиками и концентратором происходит с помощью широкополос-ных сигналов с различной модуляцией. Все данные в системе переда-ются строго периодическими пакетами по 64 бита, и в случае сильных помех концентратор может накапливать сигнал для повышения рабо-чего соотношения сигнал/шум. Система сбора данных работает следующим образом. Концентра-тор периодически (раз в несколько секунд) излучает синхросигнал длительностью 2,5 сек, принимаемый всеми подчинёнными узлами системы, которые интерпретируют факт приёма синхросигнала как команду на передачу одного бита своих данных. При этом узел № 1 передаёт свой бит сразу после окончания сигнала синхронизации, узел №2- с задержкой на 10 мс. Узел №3 с задержкой на 20 мс и т.д. Сегмент сети обслуживаемый одним концентратором может включать до 1008 точек учёта. Периодичность передачи данных об энергопотреблении зависит от количества подчинённых узлов и со-ставляет от 3 минут (при 16-ти счётчиках) и до 14 минут (при 1000). Расстояние устойчивого приема от крайнего счетчика до концентра-тора не менее 500 метров при любом состоянии силовой сети и не за-висит от времени суток. При хорошем состоянии связь обеспечивает-ся на расстоянии в 1000 и более метров.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-14; просмотров: 498; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.254.103 (0.01 с.) |