
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Контроль стыковых сварных швов в конструкциях железнодорожного транспортаСодержание книги
Поиск на нашем сайте
Метод ультразвуковой дефектоскопии стыко вых сварных соединений толщиной от 10 до 50 мм широко используется при изготовлении, ремонте и эксплуатации пролетных строений железнодорожных мостов локомотивов и вагонов. При обнаружении недопустимых пороков в шве произ водят ремонт дефектного участка с последующим повторным контролем. В случае обнаружения включений, расположение v размеры которых по данным ультразвуковой дефектоскопии не позволяют забраковать шов, сомнительный участок шва подвергают рентгенографированию с целью уточнения характера включений. Контроль стыковых соединений в паропроводах и котлах Сварные соединения труб паропроводов диаметром 130 мм и более с толщиной стенок 15—60 мм выполняют чаще всего на подкладных кольцах (рис. 19), хотя в последнее время используют способ сварки без подкладных колеи с проплавлением корня шва.
Рис. 19. Схема контроля сварного соединения паропровода. В настоящее время ультразвуковую дефектоскопию применяют как обязательный способ проверки качества этих соединений, а просвечивание проникающими излучениями - как дополнительный способ. Для контроля применяют дефектоскопы с рабочей частотой 1,8 МГц и призматические искатели с углом β=40°. При угле β=40° можно контролировать чувствительность по отражению от подкладного кольца и по положению на экране дефектоскопа легко отличать эти отражения от сигналов, связанных с дефектами. Верхнюю часть сварного шва с толщиной стенки до 40 мм контролируют однократно отраженным лучом (рис. 19, положение Б), а нижнюю часть — двукратно отраженным лучом (положение В). Контроль производится в один прием, т е. верхняя и нижняя часть шва проверяются за одно движение искателя. Сварные швы толщиной более 40 мм контролируют в два приема: сначала проверяют корневую часть шва прямым лучом (положение А), а затем — верхнюю часть однократно отраженным лучом. Настройка чувствительности производится по угловому отражателю площадью 5 мм2 в тест-образце. Если проверка ведется за один проход искателя, отражатель выполняется только на внутренней стороне тест-образца, а если за два прохода, - то на внутренней и на внешней поверхностях. При поиске дефектов чувствительность увеличивается в 1,5 - 2 раза, а при исследовании дефектов чувствительность восстанавливается. Сварные соединения, в которых не обнаружены дефекты с амплитудой эхо-сигнала больше, чем от отражателя площадью 5 мм2, считают годными и оценивают баллом 3. В дальнейшем учитывают дефекты только с сигналами большей амплитуды. Сварные соединения бракуют (оценивают баллом 1) в следующих случаях: · обнаружен хотя бы один дефект на расстоянии более 5 мм от поверхности сварного соединения Такие дефекты выявляются труднее дефектов, расположенных у поверхности; · обнаружен дефект в корне шва, от которого амплитуда импульса или пробег его по экрану больше, чем от отражателя площадью 7 мм2; · в корне шва обнаружен одиночный дефект, условная протяженность которого превышает 10%, или ряд дефектов, суммарная условная протяженность которых превышает 20% от периметра шва. Сварные соединения с дефектами в корне шва, амплитуда эxo-сигнала от которых больше чем от отражателя площадью 5 мм2, но допустимые с точки зрения изложенных выше требований, оцениваются баллом 2 и допускаются к эксплуатации, если характер отражения от них ее имеет типичных признаков отражений от трещин. Аналогично проверяют кольцевые сварные соединения донышек с камерами коллекторов паровых котлов. Многолетняя практика ультразвукового контроля сварных швов паропроводов и коллекторов показала надежное выявление опасных дефектов типа трещин и непроваров, поэтому контроль ведут без дублирования просвечиванием. Ультразвуковой контроль без дублирования просвечиванием также применяют при оценке качества швов котлов паровозов при их ремонте. Прозвучиванию подвергают всю длину швов, имеющих иногда протяженность до 15 м. Внутреннюю часть шва толщиной 18 мм прозвучивают прямым лучом, а наружную часть - однократно отраженным, излучаемым искателем с углом призмы β=50°. Участки швов, в которых по данным ультразвукового контроля обнаружены дефекты с условной протяженностью 5 мм и более, подлежат вырубке, последующей заварке и контролю. Угловые сварные соединения Угловые швы сварных соединений долгое время контролировали в основном внешним осмотром и промером. Более надежные методы контроля в промышленности почти не применяли. Вместе с тем, в угловых швах могут быть не обнаруживаемые внешним осмотром внутренние дефекты в виде пор, шлаковых включений, непроваров и трещин, которые снижают прочность соединений, особенно при воздействии вибрационных нагрузок. Разработанные в 1957 г. аппаратура и методика позволили применить для контроля качества угловых швов метод импульсной ультразвуковой дефектоскопии. В настоящее время ультразвуковая дефектоскопия является единственным методом, выявляющим в угловых швах тавровых и крестовых соединений трещины с раскрытием менее 0,2 мм и тонкие непровары в корне шва. На рис. 20 приведены схемы прозвучивания угловых швов тавровых соединений, которые могут быть использованы для выявления внутренних дефектов.
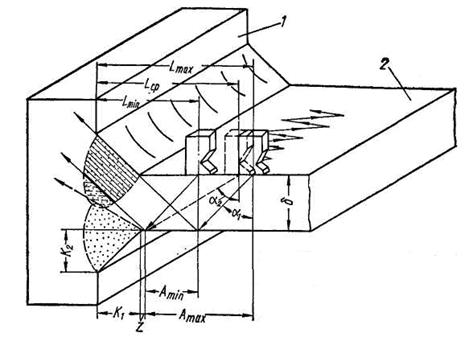
Рис. 20. Схемы прозвучивания угловых швов при выявлении: а - непровара в корне шва, б - продольных трещин; в - пор и шлака, г - поперечных трещин Наиболее эффективным является метод ввода ультразвукового луча в шов через основной металл привариваемого листа (схема 3), так как он позволяет выявить все виды внутренних дефектов в угловых швах тавровых и крестовых соединений и наиболее прост. При этом угол ввода колебаний должен быть таким, чтобы направление луча было приблизительно перпендикулярным к сечению, в котором площадь дефектов максимальна. Анализ геометрии распространения луча показывает, что прозвучивание наплавленного металла шва с катетами K1 и К2 при толщине привариваемого листа δ может быть осуществлено одним искателем с углом ввода луча α1 или последовательно двумя искателями с углами ввода луча α1 и α2 (рис. 2). Угол ввода луча α1 определяется равенством
Так как K1≈К2=K, то α1=45°. Искателем с углом ввода луча α1=45° полностью прозвучивается угловой шов, для которого справедливо соотношение
Это соотношение обычно имеет место при δ>30 мм. При толщинах δ≤30 мм искателем с углом ввода луча α1=45° прозвучивается лишь часть шва, заштрихованная на рис. 2 сплошными линиями.
Рис. 21. Схема перемещения искателя при контроле углового шва: 1 – полка; 2 – стенка (привариваемый лист) Остальная часть шва (заштрихована пунктирными линиями) может быть прозвучена искателем с углом вода луча α2> α1. Минимальная величина угла α2, обеспечивающая надежный контроль объема шва, заштрихованного пунктирными линиями, определяется из равенства
Следует отметить, что для повышения надежности выявления дефектов, расположенных у поверхности шва, целесообразно применять искатели с углом α1 несколько меньшим 45°. При контроле искатель перемещают в пределах, определяемых минимальным Lmin и максимальным Lmax расстояниями его от полки (рис. 21). Эти расстояния могут быть определены по следующим формулам:
Расстояние от искателя до полки, при котором прямой ультразвуковой луч проходит через ось симметрии таврового соединения, составляет
Очевидно, что корень шва может быть прозвучен прямым лучом, если
Расстояния Amin, Amax и Lcp определяют по шкалам глубиномера или координатной линейки так же, как при контроле стыковых швов. При перемещении искателя не рекомендуется приближать его к шву ближе, чем на расстояние Lmin, так как в противном случае могут появиться импульсы, отраженные от дефектов в противоположном шве. В процессе прозвучивания швов выбоины на поверхности металла иногда вызывают отражение ультразвука, что усложняет контроль и может привести к ложному представлению о наличии дефектов, в действительности отсутствующих в шве. Для того чтобы индикаторы не реагировали на ложные эхо-сигналы, прозвучивание углового шва следует вести дефектоскопом в режиме «Контроль по слоям». В этом случае на экране дефектоскопа «просматривается» участок пути ультразвукового луча через наплавленный металл шва и индикаторы реагируют на импульсы, отраженные от дефектов шва. Ложные эхо-сигналы достаточно легко можно отличить от импульсов, вызванных дефектом, путем измерения координат расположения отражающей поверхности. При этом прежде всего следует измерить расстояние L от искателя до отражающей поверхности. Для выявления поперечных трещин следует дополнительно прозвучивать каждый шов соединения наклонным искателем по схеме 1 или 3 (рис. 20, г). В некоторых тавровых соединениях допускается технологический непровар, не превышающий заданной величины.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 325; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.206.87 (0.007 с.) |








 . При невыполнении данного неравенства прозвучивание ведут однократно отраженным лучом, перемещая искатель на расстоянии
. При невыполнении данного неравенства прозвучивание ведут однократно отраженным лучом, перемещая искатель на расстоянии



