Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Капранов Б.И., Коротков М.М., Короткова И.А.Содержание книги
Поиск на нашем сайте
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение высшего профессионального образования «ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
АКУСТИЧЕСКИЙ КОНТРОЛЬ Учебное пособие
Капранов Б.И., Коротков М.М., Короткова И.А.
Издательство Томского политехничекого университета Дефекты Дефекты металлов и сплавов В процессе изготовления металлические изделия проходят сложный технологический цикл. Он включает следующие основные операции: плавка, литье, обработка давлением, термическая обработка, механическая обработка, соединение с другими деталями. Отдельные операции могут выпадать из этой цепочки или повторяться несколько раз. Готовые изделия хранятся и эксплуатируются, при этом их параметры могут претерпевать изменения. В процессе технологических операций металл изделий изменяется. Чистые металлы в технике используют довольно редко. Как правило, применяют сплавы металлов. В наиболее простом случае это бинарные сплавы, т. е. сплавы двух компонентов. Сталь — ковкий сплав железа с углеродом, а иногда также с улучшающими определенные свойства (легирующими) элементами. Содержание углерода - не более 2,14%. Это наиболее распространенный конструкционный материал. Рассмотрим диаграмму состояния (рис. 5.1) сплава железа с углеродом [11]. Углерод в этот сплав входит, как правило, в виде химического соединения с железом — цементита (Fe3C). Содержание углерода 6,67% соответствует 100% цементита. Чугун - сплав железо-углерод с большим (3...4,5%) содержанием углерода. Чугун отличается от стали лучшими литейными качествами, малой пластичностью дешевизной, он хорошо гасит вибрацию, слабо корродирует, поэтому в некоторых областях применение его предпочтительно по сравнению со сталью. Изделия из чугуна получают путем литья. Для получения различных видов чугуна его подвергают термообработке. Чугун обычно не сваривают: для соединений изделий из него с другими объектами используют механические способы (резьбовые соединения, напрессовка). Титан подобно железу имеет две аллотропические модификации. В сплавах его с алюминием и такими металлами, как ванадий, молибден, ниобий, хром и др., происходят превращения, подобные описанным для стали, вплоть до превращения мартенситного типа.
Алюминий имеет одну кристаллическую структуру. В его сплавах с магнием, медью, марганцем, цинком и другими элементами упрочнение достигается путем быстрого охлаждения сплава. В результате избыточная фаза не успевает выделиться из эвтектического состава. В дальнейшем в связи с низкой температурой рекристаллизации алюминия в твердом состоянии происходит старение: выделяются элементы-добавки. При этом изменяются механические свойства сплава: происходит его упрочнение, увеличивается хрупкость. В табл. 1 перечислены основные технологические операции при производстве металлических заготовок (т.е. полуфабрикатов, подлежащих дальнейшей обработке) и изделий с точки зрения возникающих в них дефектов и способы обнаружения этих дефектов. Методы дефектоскопии, обеспечивающие обнаружение поверхностных и подповерхностных дефектов - визуальные, капиллярные, магнитные, электромагнитные - объединены термином поверхностные методы. В качестве ультразвукового метода используют методы отражения и прохождения, чаще всего это эхо- и амплитудно-теневой методы. Внутренние дефекты объемного типа (раковины, шлаки, поры, «скворечники» и др.) выявляются приблизительно одинаково независимо от направления радиационного или ультразвукового излучения. Слабораскрытые дефекты плоскостного типа (трещины, закаты, заливины и др.) лучше обнаруживаются при радиационном контроле, когда излучение направлено вдоль плоскости дефекта, а при ультразвуковом контроле - когда излучение направлено перпендикулярно плоскости дефекта. В отношении исправления дефектов следует иметь в виду, что многие дефекты при малых размерах допускаются в изделии и не требуют исправления (поры, шлаки, расслоения и т. д.). Решающее значение при этом имеют условия эксплуатации ОК. Дефекты сварки в трубах и заготовках Дефекты листа и полосы Т.к. объектами, подлежащими ультразвуковому контролю, являются различного вида трубопроводы, то рассмотрим типичные типы дефектов для данной области. Дефекты в основном металле труб большого диаметра, которые могут быть выявлены методами неразрушающего контроля, являются главным образом дефектами заготовок. Возможными дефектами являются: неметаллические включения: дефекты сердцевины; флокены; дефекты поверхности; отклонения от геометрии.
Степень чистоты стали зависит от содержания неметаллических включений. Типичными видами включений являются сульфиды и оксиды. Сульфиды возникают при затвердевании стали в результате реакции ликвирующей серы с сероподобными легирующими и сопровождающими элементами. Как правило образуются легко деформируемые сульфиды марганца, которые при прокатке листа и полосы растягиваются в длинные строки (рис. 1, а). Оксиды могут образовываться в стали как эндогенные продукты восстановления или захватываться извне. В связи с этим экзогенные включения имеют в зависимости от их величины, свойств и деформируемости в стали и полосе самые разнообразные формы. На рис. 1, б показано включение, содержащее главным образом Аl2О3, которое из-за своей незначительной деформируемости было раскатано в цепочку мелких частиц, напоминающих нить бус.
Рис. 1. Неметаллические включения: а - сульфиды марганца; б – оксиды (увеличение в 100 раз)
Количество экзогенных оксидных включений может быть уменьшено в результате использования высокопрочных огнеупорных материалов, воздушного затвора и применением различных технологических операций в процессе литья, которые способствуют сепарации включений. Такие благоприятные условия создает непрерывная разливка, так как ее осуществляют при строгом контроле температуры и режима литья стали. Разливка слитков сифонным способом требует особо тщательного соблюдения технологии во избежание загрязнения металла из системы литниковых каналов, что ведет к появлению неметаллических включений в листе и полосе в виде расслоений. Дефектом, который в основном встречается только в разлитых в изложницы слитках, являются большие расслоения из-за скоплений оксидных включений, которые располагаются по сердцевине листа и полосы в продольном направлении. Они связаны с остаточными усадочными раковинами головной части отдельных слитков.
На конце листов из непрерывнолитой заготовки в середине листа могут возникать ограниченные несплошности материала из-за окалины, когда пористая сердцевина слябов разрывается на торцевой стороне и при нагревании в печах прокатного стана локально окисляется (рис. 2). Их можно избежать путем контроля состояния оборудования и регулирования режима литья.
Рис. 2. Дефекты сердцевины: а - в натуральную величину; б - при увеличении в 200 раз
Рис. 3. Флокены: а - на протравленных HNO3 образцах; б - на непротравленных образцах (увеличение в 200 раз) Флокены (рис. 3) - это небольшие разрывы материала, которые возникают при охлаждении листа после прокатки в результате выделения водорода в уязвимых местах, например, на включениях и в местах негомогенной структуры. Существенными факторами, которые необходимо учитывать для избежания флокенов, являются содержание водорода в стали, а также структура, толщина и скорость охлаждения листов после прокатки. Если с помощью различных мер в процессе производства невозможно полностью избежать образования флокенов, то необходимо после охлаждения листа до комнатной температуры провести его ультразвуковой контроль. Дефектами поверхности являются в первую очередь плены на листе и полосе, которые образовались из плен или трещин на поверхности слябов.
К причинам возникновения плен при разливке в изложницы причисляются завороты затвердевшей корки в результате колебаний скорости разливки и продольные трещины кромок слитков при слишком высокой скорости или температуре разливки (рис. 4).
Рис. 4. Плены на поверхности трубы: а - вид сверху; б - поперечные шлифы, травление HNO3
Дефекты на непрерывнолитых слябах, приводящие к пленам на трубах - это продольные трещины, возникающие в результате усадочных напряжений во время кристаллизации в зоне кристаллизатора, а также мелкие трещины, вызванные напряжениями в результате охлаждения, кото рые в основном могут возникнуть в следах качания кристаллизатора поперек к направлению разливки на поверхности и кромках слябов. Эти дефекты можно предотвращать с помощью контроля за механическим состоянием установки и параметров разливки, а также благодаря выбору подходящих литейных порошков. Ввиду своей незначительной глубины они большей частью могут быть устранены с помощью огневой зачистки поверхности слябов. Во время прокатки листов и полосы возможно появление подкатов и закатов. Кроме того, на поверхности могут образовываться риски. Дефекты поверхности как правило выявляются с помощью визуального контроля, эффективность которого значительно усиливается благодаря магнитно-порошковой дефектоскопии. Геометрические отклонения по ширине и толщине листов и полос сказываются непосредственно на диаметре и толщине стенки труб. Требуемую ширину листов и полос можно точно выдерживать путем обрезки кромок. Однако при этом может возникнуть дефект называемый серповидностью, т.е. кривизна полосы по ее длине, которая приводит к смещению кромок полос на сварных швах труб. Серповидность можно замерять при размотке полосы или с помощью измерительных устройств на входе полосы в трубосварочный стан. Контроль толщины стенки осуществляется как инструментальным способом с помощью измерительного щупа, так и неразрушающим методом с применением ультразвука для листа и изотопов для полосы. Дефекты формы шва В результате расплавления сварочных проволочных электродов сварной шов получает усиление как на внутреннем, так и на наружном слое. Чтобы избежать неблагоприятного влияния сварного шва особенно при переменных нагрузках в нефтепроводах высокого давления, геометрия шва должна быть выполнена по возможности оптимально. Чтобы выполнить эти требования, необходимо соблюдать незначительное усиление шва, плоский угол скоса усиления шва и небольшое смещение шва и кромок.
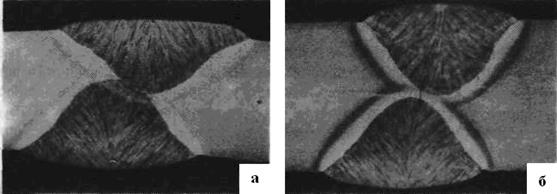
Для прямошовных труб на усиление шва и угол скоса усиления оказывает влияние форма разделки, параметры режима сварки и состав флюса
а б Рис. 10. Нормальная (а) и неблагоприятная (б) форма сварного шва
Флюс в зависимости от степени основности может привести к различному формированию скоса усиления. На рис. 10, а показан нормальный контур шва, который образуется при использовании обычного флюса при сварке одного слоя и подварке второго слоя изнутри. На рис. 10, б представлена неблагоприятная форма шва, которая в данном случае связана с применением при многоэлектродной сварке неподходящего флюса с высокой основностью. С увеличением ширины шва допустимо большее его усиление, чтобы получить плоский угол скоса усиления. Следовательно, влияние параметров сварки и флюса на внешнюю форму шва оказывается многообразным. Слишком большое смещение шва и (или) кромок может оказать отрицательное влияние на усталостную прочность при пульсирующем цикле нагрузки. Кроме того, при слишком больших геометрических отклонениях усложняется проведение неразрушающего контроля сварного шва. Смещение шва возникает вследствие неточного наведения сварочных головок при наложении внутреннего, наружного или обоих слоев. Надлежащая сварка одного слоя снаружи и подварка второго слоя изнутри требует выполнения достаточного проплавления слоев. Если глубина провара небольшая и налицо смещение шва, то часть притупления может быть не расплавленной (рис. 11, а). Этот дефект проявляется еще яснее, когда глубина провара при сварке под флюсом является недостаточной для провара (рис. 11, б).Непровар объясняется слишком малой степенью теп-ловложения для данной толщины стенки.
Рис. 11. Недостаточный провар; травление HNO3 (увеличение в 3 раза): а - смещение шва при узкой нахлестке; б - отсутствие нахлестки
Для многослойных труб глубина проплавления нахлесточных швов составляет 8 - 12 мм и захватывает 2 - 3 слоя. Специфическим дефектом является отсутствие проплавления второго слоя. При смещении кромок смещаются обе соединяемые сварным швом кромки листа по высоте по отношению друг к другу, так что создается скачкообразный переход от одной стороны сварного шва к другой. У нрямошовных труб при прихватке создается смещение кромок, если не обеспечивается в машине для сварки технологического шва точность ведения обеих продольных кромок шлицевой трубы. Причиной этого может быть также неправильная форма шлицевой трубы после прессования. В большинстве случаев несмотря на это смещение кромок удается выполнить сварной шов без дефектов. На рис. 12 дано схематическое изображение смещения кромок. В настоящее время при использовании на трубных заводах мощных О-формующих прессов и роликовых машин для сварки технологического шва смещение кромок почти не возникает.
Рис. 12. Смещение обеих соединяемых кромок листа
Для спиральношовных труб смещение кромок возникает тогда, когда полоса имеет серповидность. Вследствие этого изменяется заданный угол ввода полосы при условии сохранения постоянной величины зазора при сварке. Эти условия приводят к тому, что более длинная кромка полосы сваривается с более короткой. В результате возникают различные диаметры и, следовательно, смещение кромок.
Акустические свойства сред КОЭФФИЦИЕНТ ЗАТУХАНИЯ Ослабление амплитуды плоской гармонической волны в результате взаимодействия ее со средой происходит по закону Величина, обратная коэффициенту затухания, показывает, на каком пути амплитуда волны уменьшается в е раз, где е - число Непера, поэтому размерность коэффициента затухания м-1 В литературе иногда эту единицу записывают непер/м (Нп/м), однако ГОСТом такая единица не предусмотрена. Часто коэффициент затухания выражают числом N отрицательных децибел, на которое уменьшается амплитуда волны на единичном участке пути Коэффициент затухания складывается из коэффициентов поглощения
При поглощении звуковая энергия переходит в тепловую, а при рассеянии энергия остается звуковой, но уходит из направленно распространяющейся волны. Поглощение обусловлено вязкостью, упругим гистерезисом (т. е. различной упругой зависимостью при расширении и сжатии) и теплопроводностью. Последний механизм поглощения связан с тем, что процесс распространения акустической волны считают адиабатическим. Расширение или сжатие элементарного объема сопровождается изменением температуры, но они настолько кратковременны, что процесс выравнивания температуры можно не учитывать. В действительности теплопроводность существует и способствует потере энергии колебаний. Существуют также другие механизмы поглощения, проявляющиеся при более высоких частотах, чем применяют в акустическом контроле. Рассеяние происходит из-за наличия в среде неоднородностей (с отличным от среды волновым сопротивлением), размеры которых соизмеримы с длиной волны. Различие в волновых сопротивлениях приводит к отражению волн. Малые размеры и большое число неоднородностей обусловливают статистический характер процесса рассеяния. Такими неоднородностями могут быть, например, капли воды в газе, взвешенные частицы или пузырьки воздуха в воде. В газах и жидкостях, не засоренных инородными частицами, рассеяние отсутствует и затухание определяется поглощением. Коэффициент поглощения пропорционален квадрату частоты. В связи с этим в качестве характеристики поглощения звука в жидкостях и газах вводят величину В случаях, когда в жидкости наблюдается дисперсия скорости ультразвука, квадратичная зависимость d от частоты нарушается. Коэффициент поглощения в твердых телах пропорционален f (стекло, биологические ткани, металлы, некоторые пластмассы) или f2 (резина, многие пластмассы). Для одной и той же среды поглощение поперечных волн при f= const меньше, чем продольных. Это обусловлено тем, что поперечные колебания не связаны с изменением объема и потери на теплопроводность отсутствуют. Рассеяние отсутствует в однородных аморфных твердых материалах типа стекла, пластмассы. Слабое рассеяние в них может возникать под влиянием внутренних напряжений, вызывающих изменение скорости звука и преломление (отклонение) упругих волн. В гетерогенных материалах (чугун, гранит, бетон) рассеяние весьма велико. Большое рассеяние наблюдают также в большинстве металлов даже при высокой степени их однородности. Металлы, применяемые на практике, имеют поликристаллическую структуру, они состоят из большого количества кристаллитов (зерен) - монокристаллов, не имеющих явно выраженной огранки. Чаще всего кристаллиты ориентированы случайным образом; при переходе ультразвука из одного кристаллита в другой скорость звука из-за анизотропии может измениться в большей или меньшей степени. В результате возникает частичное отражение, преломление ультразвука и трансформация типов волн, что определяет механизм рассеяния. Чем больше упругая анизотропия кристаллов, тем больше рассеяние. Анизотропию характеризуют параметром упругой анизотропии. В кубическом кристалле он представляет собой меру относительного сопротивления кристаллов, двум типам сдвиговой деформации. Велика анизотропия в меди, цинке, аустенитной (нержавеющей) стали. Мала упругая анизотропия в вольфраме, алюминии. Альфа-железо и углеродистую сталь относят к промежуточным материалампо величине упругой анизотропии и рассеяния. Большое влияние на величину коэффициента рассеяния в средах оказывает соотношение среднего размера неоднородностей и, среднего расстояния между неоднородностями с длиной волны ультразвука. В металлах параметр среды, влияющий на рассеяние, - средний размер кристаллитов D. При
где А и В – постоянные; f - частота колебаний.
Рис. 5 Схематическая зависимость коэффициента затухания от соотношения среднего диаметра зерна и длины волны Член Af обусловлен поглощением, он имеет превалирующее значение при малых f. В области В углеродистой стали зерна состоят из очень большого числа мелких пластинок железа и цемента (Fe3C). Размеры их значительно меньше среднего размера зерна Преобразователи Прямые преобразователи Контактного типа для работы по совмещенной схеме. В отечественных преобразователях пьезопластина обычно изготавливается из ЦТС. В преобразователях фирмы «Крауткремер» пьезоплпстину изготавливают из кварца, хотя в последнее время часто применяют пьезокерамику. Применение кварца, обладающего низкой чувствительностью, объясняется его высокой стабильностью и равномерностью излучения всех элементов пластины. Толщину пьезопластины делают равной половине длины волны. Примеры практических конструкций приведены на рис. 2.
Рис. 2 Пластина 1 соединяется с кабелем и дефектоскопом проводниками 5, 7. Обычно один электрод соединяется с корпусом, который заземляеется. В преобразователе «Снежинка» в демпфере размещают катушку индуктивности контура пьезопластины. Иногда даже внутри преобразователя помещают предусилитель. В преобразователе «Крауткремер» катушку индуктивности монтируют в разъеме кабеля, подсоединяемого к преобразователю. Преобразователь ИЦ – 1 предназначен для работы с дефектоскопом, в котором катушки индуктивности размещены в приборе. Пьезопластину приклеивают к демпферу 2. В преобразователе ИЦ – 1 демпфер изготовлен из эпоксидной смолы. В его часть, прилегающую к пластине, вводят порошок вольфрама или свинца в пропорции 1:12 (по массе). Это повышает характеристический импеданс демпфера и увеличивает широкополосность преобразователя. Протектор 3 преобразователя должен обладать высокой износоустойчивостью, обеспечивает высокую чувствительность преобразователя и стабильность акустического контакта с изделием. В преобразователе «Снежинка» используют металлокерамический протектор. Он удовлетворяет лишь первым двум условиям. Протектор преобразователя ИЦ-1 изготавливают из материала с повышенным затуханием ультразвука – эпоксидной смолы с металлическим (обычно бериллиевым) наполнителем или из лигнофоля – прессованной древесины. Это повышает стабильность акустического тракта, однако износостойкость такого протектора значительно хуже, чем металлокерамического. В преобразователе «Крауткремер» протектор выполнен из эластичного материала типа полиуретана. Он обладает большим поглощением звука, может деформироваться и до некоторой степени облегать неровности поверхности изделия, что повышает стабильность акустического контакта. Такой преобразователь позволяет контролировать изделия с неровностями поверхности до 0,2 мм без смазки жидкостью. Однако он не может скользить по поверхности изделия. Для сканирования его нужно отрывать и вновь плотно прижимать к поверхности, что сильно замедляет процесс контроля. Большое затухание в протекторе снижает чувствительность примерно на 20 дБ. Размеры пьезопластины выбирают с учетом поля излучения – приема. Увеличение ее диаметра сужает диаграмму направленности в дальней зоне, но в то же время увеличивает протяженность ближней зоны, где выявление дефектов затруднено из-за наличия максимального и минимального сигнала. Целесообразно применять маленькие преобразователи для контроля тонких изделий и большие – для контроля изделий больших толщин. В серийных преобразователях отечественных дефектоскопов отношение диаметра пьезопластины к длине волны в стали
В других странах обычно применяют пьезопластины большего диаметра
Максимальный диаметр пластин может достигать 50 – 100 мм.
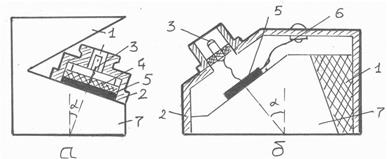
Наклонные преобразователи Отличаются от прямого наличием наклонной призмы (рис. 3).
Рис. 3 Пьезоэлемент излучает в призму продольные волны, которые на гарнице призмы с изделием преломляются и трансформируются в поперечные. Не вошедшая в изделие часть ультразвуковой энергии попадает в ловушку и гасится в ней. Демпфер в наклонных преобразователях либо отсутствует, либо его делают из материала с малым акустическим сопротивлением (т.к. здесь нет идущей в направлении к пластине отраженной волны). Пьезопластину прижимают к призме через слой масла или приклеивают к ней. Призму чаще всего делают из оргстекла. Угол падения луча или преломляющий угол a выбирают таким, чтобы в изделии возникали только поперечные волны. Это условие выполняется в интервале между первым и вторым критическими углами. Особенное внимание уделяют на то, чтобы не возбуждалась поверхностная волна, т.к. она вызовет появление интенсивных ложных сигналов от неровностей поверхности изделия. Для этого необходимо выполнить условие
где 2а – диаметр пластины;
Для пары оргстекло – сталь при Если возникает задача возбуждения волны в изделии под меньшими углами преломления, угол падения выбирают меньше первого критического и используют продольную преломленную волну. Чтобы поперечная волна на мешала контролю, следует отступить от первого критического угла на 4 и более градусов в меньшую сторону. Например, для пары оргстекло – сталь при Выбирая соответствующие углы наклона, с помощью наклонных преобразователей возбуждают поверхностные, поверхностно-продольные волны и различные моды волн в пластинах и стержнях. При конструировании призмы обращают внимание на то, чтобы отраженные от поверхности призма-изделие волны попадали в ловушку, а не на пьезопластину. Для улучшения гашения ультразвуковых волн в ловушке ее грани иногда делают ребристыми или в ловушке сверлят много мелких отверстий. Общие сведения Акустическими методами называют методы контроля, основанные на изменении упругих колебаний и волн в контролируемом объекте. Согласно ГОСТ 23829-79 акустические методы делят на две большие группы: Активные - использующие излучение и прием акустических колебаний Пассивные – основанные только на приеме колебаний. К активным методам относят методы, основанные на прохождении и отражении УЗК. АКТИВНЫЕ МЕТОДЫ Теневой метод. Основан на ослаблении проходящих ультразвуковых волн при наличии внутри детали дефектов, создающих ультразвуковую тень (рис. 1).
Рис. 1 При теневом методе используется два преобразователя. Один из них излучает УЗК, а другой принимает их. Уменьшение интенсивности колебаний зависит от величины дефекта. Чем больше дефект, тем больше ослабляется звуковой поток. Теневой метод малочувствителен. Дефект можно обнаружить, если вызываемое им изменение сигнала составляет 15-20%. Более мелкие дефекты не обнаруживаются. Существенный недостаток теневого метода – невозможность определить глубину залегания дефекта. Кроме того, при контроле трудно определить изменения сигнала за счет дефекта от изменения сигнала за счет изменения толщины детали. Так как теневой метод не зависит от разрешающей способности излучателя, он нашел широкое применение при дефектоскопии тонких деталей (стальных листов, автомобильных покрышек и др.). Временной теневой метод. Метод основан на измерении временного запаздывания УЗ импульса при огибании дефекта. Имеет те же преимущества и недостатки что и теневой метод. Велосиметрический метод. Основан на изменении скорости упругих волн при наличии дефекта. Например, если в тонком изделии распространяется изгибная волна, то появление расслоения вызовет уменьшение ее скорости, которая обычно измеряется по сдвигу фазы прошедшей волны. В методах отражения используют как один, так и два преобразователя; применяется как правило импульсное излучение. Выделяют следующие методы: Эхо-метод. Высококачественный генератор вырабатывает кратковременные импульсы (либо с высокочастотным заполнением – радиоимпульсы, либо просто короткие импульсы). Посланный излучателем импульс, отразившись, возвращается обратно к преобразователю, который работает в это время на прием (рис. 2)
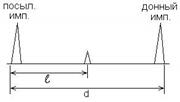
Рис. 2 С преобразователя сигнал поступает на усилитель, а затем, на отклоняющие пластины элт (рис. 3).
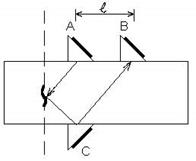
Рис. 3 Эхо-метод обладает рядом преимуществ перед теневым. Он позволяет использовать изделия при одностороннем доступе к ним. Это особенно ценно при проверке изделий, в которых отсутствует двусторонний доступ. Кроме того, чувствительность эхо-метода значительно выше теневого. При теневом методе ослабление УЗК на 5% трудно зарегистрировать, а при эхо-методе отражение даже 1% энергии очень хорошо не только обнаруживается, но и измеряется. Кроме того, эхо-метод позволяет определить, на какой глубине находится дефект. Если временное расстояние между зондирующим и отраженным от противоположной поверхности детали (донный импульс) принять за размер детали, то время между посылаемым импульсом и моментом прихода отраженного от дефекта импульса дает глубину залегания дефекта. Кроме того, по амплитуде отраженного сигнала можно судить о размерах дефекта, а изучая спектральный состав отраженного импульса, можно получить информацию о типе и форме дефекта. Главный недостаток эхо-метода – наличие мертвой зоны под датчиком, что не дает возможности применять его для тонких изделий. Наличие мертвой зоны связано с тем, что при близко расположенном дефекте в момент прихода эхо-сигнала от него еще продолжается излучение зондирующего импульса. Для уменьшения мертвой зоны повышают частоту УЗК, что позволяет уменьшить длительность зондирующего импульса. Длительность импульса определяет и разрешающую способность метода, т.е. минимальное расстояние между дефектами по глубине, при котором их эхо=сигналы воспринимаются раздельно. Очевидно разрешающая способность эхо-метода по глубине равна длительности зондирующего импульса. Повышение частоты с целью увеличения разрешения ограниченно сверху тем, что короткие волны начинают отражаться от границ кристаллических зерен металла, что вызывает появление помех. Кроме того, с увеличением частоты возрастает затухание УЗК. Эхо-зеркальный метод. Является разновидностью эхо-метода, и используется для обнаружения дефектов, ориентированных вертикально к поверхности изделия (рис. 4)
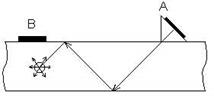
Рис. 4 Обычным эхо-методом такой дефект не обнаруживается из-за очень малой площади его сечения в плоскости поверхности. Для обнаружения таких дефектов наклонные искатели А и В располагаются на некотором расстоянии L с одной стороны изделия, либо второй тоже наклонных искатель С располагается с противоположной стороны. Расстояние L определяется толщиной изделия и углом ввода УЗК в изделие. Т.к. площадь дефекта в сечении, перпендикулярном вводимому наклонному лучу значительно превышает площадь нормального к поверхности сечения дефекта, то повышается вероятность обнаружения и чувствительность контроля. Дельта-метод. Использует рассеяние УЗК на дефектах. Для этого УЗК с помощью наклонного искателя А вводиться в изделие и распространяется в нем вдоль изделия (рис. 5).
Рис. 5 Искатель В (приемник) сканирует поверхность изделия. В месте расположения дефекта УЗК будут отражаться в различных направлениях. Часть из них отразиться в направлении к поверхности и будет зарегистрирована искателем В. Этот метод позволяет получить визуальное распределение дефектов в плане. Реверберационный метод. Метод предназначен для контроля слоистых конструкций, например, металл-пластик и основан на анализе длительности реверберации УЗК (рис. 6)
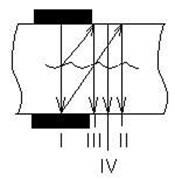
Рис. 6. Когда преобразователь расположен в точке А с плотным контактом между слоями, то УЗК проходят из металла в пластик и там гасятся. В результате потери энергии УЗК оказываются достаточно большими, что приводит к быстрому гашению реверберации. А области неплотного контакта между слоями большая часть энергии УЗК отражается назад в металл. Т.к. поглощение энергии УЗК в металле мало, то УЗК будет затухать достаточно медленно, т.е. длительность реверберации будет увеличиваться. Существует ряд методов, использующих комбинацию проходящих и отраженных УЗК. Выделяют такие методы: Зеркально-теневой метод. Измеряется амплитуда УЗК, отраженного от противоположной поверхности изделия (донный импульс), т.е. дважды прошедшего через изделие. Величина ослабления зависит от размеров дефекта. Эхо-теневой метод. В этом методе анализируются как пришедшие, так и отраженные сигналы. Эхо-сквозной метод. В этом методе фиксируется сквозной сигнал I и сигнал II, испытавший двукратное отражение (рис. 7).
Рис. 7 При появлении дефекта эти сигналы уменьшаются как в теневом и зеркально-теневом методах. Кроме того, появляются эхо-сигналы III и IV, соответствующие отражениям дефектов лучей I и II. По сравнению с теневым методом эхо-сквозной метод обладает повышенной чувствительностью. Преимуществом по сравнению с обычным эхо-методом является уменьшение размеров мертвой зоны из-за увеличения пути отраженного сигнала. Недостаток – трудность точной оценки местоположения дефекта и его размеров. От рассмотренных методов существенно отличается Импедансный метод. Он основан на использовании зависимости полного механического импеданса (сопротивления) контролируемого изделия от качества соединения его элементов между собой (рис. 8). Изменение входного импеданса изделия может быть обнаружено по изменению амплитуды или фазы силы реакции, оказываемой на датчик или по изменению частоты датчика. Чаще всего используется для контроля клеевых, паяных, клепаных соединений.
Рис. 8 В приборах импедансного типа датчик представляет собой стержень, на разных концах которого расположены излучатель и приемник. Излучатель возбуждает в стержне колебания, а приемник фиксирует их.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 431; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.93.61 (0.037 с.) |





 , где х - путь в среде, а d - коэффициент затухания. В дальнейшем термин «затухание» будем относить только к ослаблению, учитываемому экспоненциальным множителем, в отличие от уменьшения амплитуды, связанного с расширением волнового фронта, например, в сферической волне.
, где х - путь в среде, а d - коэффициент затухания. В дальнейшем термин «затухание» будем относить только к ослаблению, учитываемому экспоненциальным множителем, в отличие от уменьшения амплитуды, связанного с расширением волнового фронта, например, в сферической волне. , поэтому
, поэтому  .
. и рассеяния
и рассеяния 

 .
. коэффициент
коэффициент 

 коэффициент
коэффициент  . В разнозернистых металлах показатель степени при f меняется от 2 до 4. Максимальное затухание наблюдается при
. В разнозернистых металлах показатель степени при f меняется от 2 до 4. Максимальное затухание наблюдается при  .
. . С этим, по-видимому, связан тот факт, что в широком диапазоне частот в мелкозернистых углеродистых сталях (вплоть до значений f=4...5 МГц) затухание определяется поглощением, т. е. пропорционально частоте. В сварных швахиз аустенитной стали происходит упорядочение ориентации кристаллов.
. С этим, по-видимому, связан тот факт, что в широком диапазоне частот в мелкозернистых углеродистых сталях (вплоть до значений f=4...5 МГц) затухание определяется поглощением, т. е. пропорционально частоте. В сварных швахиз аустенитной стали происходит упорядочение ориентации кристаллов.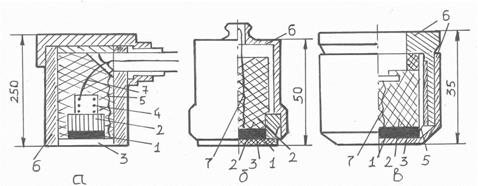



 - длина волны в материале призмы;
- длина волны в материале призмы; - угол падения, при котором возбуждается поверхностная волна.
- угол падения, при котором возбуждается поверхностная волна. угол a выбирают в пределах 28,5 – 550. При этом, согласно закону синусов, в стали будут возбуждаться поперечные волны под углами
угол a выбирают в пределах 28,5 – 550. При этом, согласно закону синусов, в стали будут возбуждаться поперечные волны под углами  .
. угол преломления продольной волны будет 450, а поток энергии продольной волны в два раза больше потока энергии поперечной волны. Наклонные преобразователи с возбуждением продольных волн используют часто для контроля сварных швов.
угол преломления продольной волны будет 450, а поток энергии продольной волны в два раза больше потока энергии поперечной волны. Наклонные преобразователи с возбуждением продольных волн используют часто для контроля сварных швов.