Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технические параметры ультразвукового дефектоскопаСодержание книги
Поиск на нашем сайте Рассмотрим этот вопрос на примере ультразвукового дефектоскопа общего назначения 2-й группы УД2-12, который серийно выпускался заводом "Электроточприбор" (г. Кишинев, Молдавия), и получил наибольшее распространение на территории бывшего СССР в конце 80-х - начале 90-х годов. Данный дефектоскоп - переносной, предназначенный для выполнения УЗ контроля и измерения толщины изделий из сталей и других металлов разнообразных типоразмеров, полученных различными способами. Дефектоскоп позволяет:
Прибор имеет следующие сервисные устройства, облегчающие процессы настройки и контроля:
Прибор имеет ряд следующих технических параметров
от 1 до 99,99 мкс с дискретностью 0,1 мкс, от 1 до 2000 мкс с дискретностью 1 мкс. 6. Предел допускаемой основной абсолютной погрешности измерения временного интервала по цифровому индикатору не более ±(0,2+ 0,01Т) мкс, где Т - интервал времени.
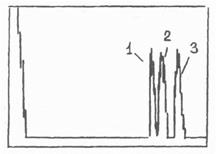
ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ Образцом называют средство УЗ контроля в виде твердого тела, предназначенное для хранения и воспроизведения значений физических величин (геометрических размеров, скорости звука, затухания), используемых для проверки или настройки параметров дефектоскопа и преобразователей Стандартные образцы К стандартным относят образцы СО-1, СО-2, СО-3, описанные в ГОСТ 14 782, а также образцы К1, К2, VW, CBU, широко применяемые в европейской международной практике. Стандартный образец СО-1, представленный на рисунке 5 изготавливается из органического стекла марки ТОСП по ГОСТ 17 622. Коэффициент затухания продольной ультразвуковой волны в образце при частоте (2,5±0,2) МГц и температуре (20±5)оС составляет (0,30±0,04) см-1. Скорость продольных волн в образце С1=(2670±133) м/с. Стандартный образец СО-1 предназначен для: · определения условной чувствительности в мм глубины залегания цилиндрического отверстия (ПЭП в положении А); · оценки точности работы глубиномера (прямой ПЭП в положении Б) для дефектоскопов, у которых глубиномер калиброван в единицах времени. Время прохождения ультразвуком расстояния от поверхности, на которую установлен ПЭП, до пропила составляет 20мкс; · оценки лучевой разрешающей способности прямого ПЭП (прямой ПЭП в положении В). При этом, если все три отражателя разрешаются, то на экране дефектоскопа наблюдаются три импульса – рисунок 6.32, расстояние между которыми соответствует по стали: 1-2 - 5,5 мм; 2-3 – 11 мм; · оценки лучевой разрешающей способности наклонного ПЭП (наклонный ПЭП в положении Г). При этом на экране дефектоскопа наблюдаются три импульса от поверхностей цилиндров, расстояние между которыми (импульсами) соответствует по стали: 1-2 - 5,5 мм; 2-3 – 11 мм.
Рис. 5
Рис. 6
Рис. 7 Стандартный образец СО-2, показанный на рисунке 3 изготавливают из стали марки 20 по ГОСТ 1050. Скорость продольной волны в образце при температуре (20±5)о равна Сl=(5900±59) м/с. Стандартный образец СО-2 используют для настройки и проверки параметров при УЗ контроле объектов из малоуглеродистой и низколегированной сталей и определения условной чувствительности при контроле любых материалов. Его применяют для: · определения погрешности глубиномера (прямой ПЭП в положении А). Время прохождения ультразвуком расстояния от поверхности до дна составляет 20 мкс; · измерения угла ввода луча (наклонный ПЭП в положении Б или Б”). Перемещая наклонный ПЭП около этих положений, получают максимальный эхо-сигнал. Величину угла ввода считывают по риске напротив точки выхода; · проверки мертвой зоны дефектоскопа с преобразователем (ПЭП в положении В или В’); · определения условной чувствительности в децибелах (ПЭП в положении Б или Б’); · определения предельной чувствительности (с использованием опорного отражателя Ф6, ПЭП в положении Б или Б’); · определения ширины основного лепестка диаграммы направленности (перемещение наклонного преобразователя около положения Б или Б”); · настройки глубиномера дефектоскопа с прямым ПЭП (ПЭП в положении А или Г); · настройки чувствительности дефектоскопа с использованием опорного сигнала от отверстия Ф6 (наклонный ПЭП в положении Б или Б’). При контроле соединений из металлов, отличающихся по акустическим характеристикам от малоуглеродистой и низколегированной сталей, для определения указанных параметров (исключая погрешность глубиномера) должен применяться стандартный образец СО-2А, изготовленный из соответствующего материала. Конструкции образцов СО-2А и СО-2 одинаковы, однако угловые деления и время пробега продольной волной пути 59 мм должны быть определены для данного материала. Стандартный образец СО-3, представленный на рисунке 8, изготавливают из стали марки 20 по ГОСТ 14 637. Скорость продольной волны в образце Сl=(5900±59) м/с. Этот образец предназначен для: · определения точки выхода УЗ луча. Для этого наклонный ПЭП устанавливают над центральной риской, небольшими перемещениями находят положение, соответствующее максимальному эхо-сигналу. Точка выхода расположена точно над центральной риской образца; · определения условной чувствительности для наклонного ПЭП; · определения предельной чувствительности для наклонного ПЭП; · настройки глубиномера для наклонного ПЭП; · настройки чувствительности для наклонного ПЭП.
Рис. 8 Все указанные операции выполняют в положении наклонного ПЭП, когда его точка выхода совпадает с центром «О» образца. Три последние операции могут выполняться только для объектов из малоуглеродистой и низколегированной сталей.
|
||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 516; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.006 с.) |