
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологическое описание моделиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Реферат Выполнение курсовой работы ставит целью закрепление знаний, полученных по курсу «Оборудование швейного производства и основы проектирования оборудования», развитие у студентов творческой инициативы, навыков самостоятельного решения инженерных задач, критической оценки конструктивных решений. Объектом курсовой работы является разработка технологической документации и выбор оборудования на рубашку для мальчика с длинным рукавом из хлопчатобумажной ткани. Курсовая работа состоит из графической части и пояснительной записки. Графическая часть содержит 1 лист чертежа формата А1. Пояснительная записка содержит 36 страниц, 22 рисунка. Для работы использовались учебные, методические пособия, справочник, каталог указанные в списке литературы. Задание на курсовую работу кинематическая схема машины 97 класса, а именно узел подъема и узел продвижения зубчатой рейки. Введение Швейная промышленность – одна из самый значительных отраслей легкой промышленности как по объему выпускаемой продукции, так и по номенклатуре промышленного оборудования, используемого в производстве. Это оборудование чрезвычайно разнообразно. Оно различается по видам выполняемых технологических операций, а также по конструкции машин и принципам управления ими. Технологические процессы и операции, применяемые для изготовления одежды, во многом определяют конструкцию и устройство необходимого для их выполнения оборудования; с учетом назначения процесса, способа выполнения операций, а так же формы и размеров обрабатываемых изделий создаются целые виды и классы оборудования, обеспечивающие изготовление изделий с наименьшими затратами времени при достижении наилучшего качества. В мире более 100 фирм выпускают промышленные и бытовые швейные машины и различные сопутствующие им изделия и устройства (иглы, электроприводы, приспособления, узлы автоматизации и т.п.). Конечно, старейшей следует считать американскую машиностроительную фирму «Зингер», образованную еще в середине 19 века. С момента создания фирмы специализировались преобладающими в ее программе и до сих пор. За последние 35-40 лет невиданный скачок в развитии швейного машиностроения совершила Япония. Широко известны японские фирмы «Ямато», «Джуки», «Кансай Спешл», «Сейко», «Пегасус» и другие. Они выпускают машины полуавтоматического и автоматического действия, в которых наряду с механическими устройствами применяются средства пневматики и электроники.
Швейное машиностроение России представлено «Заводом Промшвеймаш», основанным в 1900 в городе Подольске Московской губернии - акционерным обществом «Зингер», Специализирующимся на изготовлении бытовых и промышленных машин челночного и цепного стежка для швейного, обувного, трикотажного и кожевенно – галантереинного производства. Основным изготовителем швейных машин промышленного назначения является АО «Орша» (Республика Беларусь, г. Орша), специализирующиеся в основном, на выпуске машин челночного стежка на базе машин 1022 – М и 1820 класса, а также машин конструктивно унифицированного ряда 131 класса. Ведущими иностранными фирмами изготавливающими оборудование для ВТО швейных изделий (утюги, утюжильные столы, гладильные прессы, дублирующие установки), являются «Макпи» (Италия), «Хоффман», «Файт», «Каннегиссер» (Германия). Современное состояние швейного производства характеризуется большим разнообразием таких его показателей, как мощность (от мелких мастерских до современных мощных швейных предприятий), ассортимент изготавливаемых изделий (от специализированных предприятий до предприятий, ориентированных на изготовление изделий широкого ассортимента) и др. При этом перед каждым предприятием стоит задача выпуска конкурентоспособной продукции, которая должна иметь приемлемые для потребителя цену и качество. Швейное оборудование, являющееся технологическим, имеет первостепенное значение в производстве конкурентоспособных швейных изделий. Обслуживание, наладка и ремонт швейного оборудования на предприятии должны выполняться не только своевременно, но и с учетом особенностей обрабатываемых изделий и материалов. В современных условиях к работе наладчика швейного оборудования предъявляются высокие требования. Механизация и автоматизация производства приводит к расширению перечня используемого оборудования. На предприятиях шире используются машины с элементами автоматики или полностью автоматизированные. Механические системы управления машинами заменяются электронно-механическими, электронно-пневмомеханическими или электронно-гидромеханическими и др. На предприятиях швейной промышленности применяется швейное оборудование зарубежных фирм. При производстве одежды широко используются не только швейные машины для ниточного соединения деталей одежды, но и работающие по другим принципам обработки изделий. Таким образом, объем знаний по эксплуатации и обслуживанию швейного оборудования необходимо расширять.
Все типы и классы швейного оборудования невозможно изучить в рамках начального профессионального обучения. Научно-технический прогресс, постоянно растущий объем новой информации также не позволяют это сделать. Поскольку на предприятиях эксплуатируется швейное оборудование давних сроков выпуска, то для изучения швейного оборудования важно знать принципиальные и наиболее важные положения о работе, условиях качественного его функционирования, его конструкции и способах обеспечения надежной и качественной работы.
Описание и эскиз модели
Оборудование для хранения
Материал поступает на швейное предприятие в рулонах или кипах. После разгрузки с автомобилей материал направляется в складское помещение для хранения или в подготовительный цех для промера, разбраковки и в раскройный цех для раскроя. В складском помещении (или в подготовительном цехе) материал хранится в разбракованном или неразбракованном виде стационарно в штабелях, на стеллажах или другох, а также механизировано на элеваторах, барабанах и других. Хранение материала в штабелях является наиболее простым способом. При стеллажно-клеточном способе хранения рулоны (1), (рис. 4а) материала или контейнеры (2) с материалом располагаются в стеллажах с ячейками. Хранение материала в рулонах может быть выполнено в стеллажах в форме елочки (рис. 4б).
Индивидуально рулоны (1) материала (рис. 4г) могут храниться и механизировано подаваться в зону разгрузки при элеваторном способе хранения. Материал располагается в индивидуальных средствах хранения — люльках, установленных на звеньях цепи (6), расположенной на звездочках (7). С пульта управления включается привод одной из звездочек, и материал перемещается по цепи. Современные складские помещения оснащены средствами автоматизированного учета сохраняемого материала и подачи к оператору необходимого материала. Каждая из ячеек имеет свой код, который сохраняется в памяти машины. Для каждой ячейки (при наличии в ней материала) указываются необходимые сведения о материале (его количестве, наименовании, расцветке, дате поступления и др.). Одной из подготовительных операций в производстве швейных изделий является проведение разбраковки материалов: измерения ширины и длины, отметка недостатков и разнооттеночности. Для этого в подготовительном цехе используют браковочно-измерительные станки.
Утюги и гладильные столы Для выполнения влажно-тепловой обработки (получение складок, сборок, дублирования, отпаривания и др.) на труднодоступных участках швейных изделий применяют утюги: с электро и паровым обогревом; пароэлектрические и электропаровые.
Гладильная поверхность в утюгах с электрообогревом нагревается с помощью электронагревательных элементов, а увлажнение полуфабриката осуществляется распылением воды на поверхности обрабатываемой ткани или предварительным ее увлажнением. Недостатком такого утюга является необходимость дополнительного нагревания материала после его увлажнения для испарения воды. При использовании пароэлектрических утюгов увлажнение ткани осуществляется паром, который создается в парообразователе утюга. Недостаток такого утюга — необходимость периодического наполнения парообразователя водой, а также — периодической его очистки от накипи, образуемой при испарении воды в нем. Эти утюги (как и утюги с электрообогревом) наиболее распространены не только в промышленности, но и в быту. Л1,Электропаровых утюгах для увлажнения полуфабриката по специальному шлангу подводится пар, а для повышения температуры нагревания гладильной поверхности утюга устанавливаются электронагревательные элементы. Для таких утюгов требуется устанавливать централизованные или индивидуальные парообразователи. В утюгах с паровым обогревом нагревание материала и увлажнение полуфабриката осуществляются паром, подводимым по специальному шлангу к утюгу. Но при использовании таких утюгов ограничивается ассортимент обрабатываемых материалов. 4.3. Электропаровой утюг марки УПП-М. В таких утюгах пар может поступать от утюжильного стола или индивидуального парогенератора. Техническая характеристика промышленного электропарового утюга с терморегулятором марки УПП-М представлена ниже. Пресса Прессы по сравнению с утюгами обеспечивают более высокую производительность труда и хорошее качество влажно-тепловой обработки изделий. Использованием прессов достигается необходимая форма изделий. Прессы могут иметь приводы ручные, ножные, электромеханические, гидравлические и пневматические. Прессы различают по технологическому назначению (для дублирования, внутрипроцессной и окончательной обработки и др.), усилию прессования (легкие с усилием прессования до 103 Н, среднее – от 103 до 2,5 Х 103 Н и тяжелые – более 2,5 Х 103 Н) и др. 4.6. Электромеханический пресс марки Cs-311. Пресс марки Cs-311 фирмы «Паннония» (Венгрия) предназначен для внутрипроцессной и окончательной влажно-тепловой обработки изделий: верхней одежды, белья, трикотажных. В прессе можно применять сменные подушки. Общая характеристика электромеханического пресса представлена ниже.
ОБЩЕГО НАЗНАЧЕНИЯ 4.7. Машина 97- А класса, предназначена для стачивания тканей бельевой и костюмной групп из натуральных и искусственных волокон с двух ниточным челночным стежком. Создана на базе 97 класса, отличается измененной конструкцией механизма нитепритягивателя и двигателя ткани. Техническая характеристика машина 97- А класса: Ч астота вращения главного вала до, об/мин……………………………………. 5500 Длина стежка, мм……………………………………………………………………… 2- 4 Высота подъема лапки над игольной пластиной, мм…………………………..6 Максимальная толщина сшиваемых материалов, мм………………………….. 4 Мощность двигателя, кВт…………………………………………………………… 0,37 Напряжение питания, В……………………………………………………………… 380 Механизм иглы: Механизм иглы кривошипно- шатунный, аксиального типа. Кривошип(7) закреплен на переднем конце главного вала(13) стопорным винтом, кривошип имеет утолщенную часть- противовес необходимый для динамического уравновешивания масс, движущихся звеньев механизмов машины. В отверстии кривошипа топорным и упорным винтами закреплен палец (6), на палец(6) надета верхняя головка шатуна(8) с размещенным в ней игольчатым подшипником. В нижнюю головку этого шатуна вставлена соединительная шпилька с хомутиком(4), через отверстие которого пропущен игловодитель(2) и закреплен стягивающим винтом(3). На конец шпильки надет сухарь(9) движущийся по направляющей(10), закрепленной в головке машины. Игловодитель выполнен полым, он перемещается в двух перемещающих втулках. Нижняя втулка удлиненная, такая конструкция механизма исключает поворот игловодителя вокруг своей оси и уменьшает изгибающие усилия, передаваемые от шатуна игловодителю, что необходимо при работе машины при повышенных скоростях. Для обеспечения правильного взаимодействия иглы с челноком, механизм иглы имеет регулировку допускающую изменение положения игловодителя вверх или вниз в хомутике(4) при ослабленном винте(3).
Механизм нитепритягивателя: Применен равномерно вращающийся рычажный нитепритягиватель(5), который кинематически связан с механизмом иглы и получает вращение от главного вала(13). Палец(6), имеющий сложную форму, закреплен в кривошипе(7) двумя винтами. Первый винт по ходу вращения вала - установочный, второй - упорный. На отросток наружного плеча (В) пальца(6) устанавливают нитепритягиватель(5), а в его прорезь вставляют накладку(12) и закрепляют ее двумя винтами(11). Нитепритягиватель имеет сложную конфигурацию. Рабочая поверхность его должна быть хорошо отполирована. Наличие даже небольшой шероховатости ее краев приводит к ослаблению прочности игольнойнитки или к ее обрыву. Конструкция нитепритягивателя не требует смазки и позволяет регулировать своевременность подачи нитки и затяжку стежка поворотом нитепритягивателя(5) после ослабления винтов(11). Если нитепритягиватель повернуть в сторону вращения главного вала при неподвижных других рабочих органах, то затяжка стежка нитепритягивателем будет происходить раньше, и наоборот. Для обеспечения безопасности работы на машине нитепритягиватель закрыт откидной решеткой, основание которой закреплено на головке машины.
Узел горизонтальных перемещений: горизонтальные движения рейка(1) получает также от того же двойного эксцентрика(25). На левую часть этого эксцентрика надета верхняя головка шатуна(21). Вторая головка этого шатуна выполненная в виде вилки, с помощью шпильки(8) соединена с вильчатым шатуном(7). Второй конец вильчатого шатуна(7) шарнирно соединен с коромыслом(6), закрепленным стягивающим винтов(5) на валу продвижения(4). Вал расположен в двух центровых шпильках, закрепленных винтами в приливах машины. Передний конец этого вала имеет рамку(3), который шарнирно закреплен рычаг(2) двигателя ткани, с закрепленной на ней рейкой(1). Смазка механизмов машины 97-А класса. Смазка основных механизмов осуществляется принудительно, для этого под платформой машины установлен сдвоенный шиберный насос (Н). Одна часть, которого предназначена для всасывания масла из поддона картера и нагнетание его к трущимся поверхностям деталей машин, а другая для всасывания накапливающегося масла из передней части головки машины и возвращение его обратно в поддон картер, расположенный под платформой машины. 4.8. Машина 297 класс, Машина для стачивания деталей из пальтовых и костюмных тканей с посадкой нижнего слоя одновременно обрезая край шва параллельно линии стачивания деталей. Для обтачивания бортов и лацканов, воротников и других изделий где посаживается нижний слой материала. ШВЕЙНЫЕ ПОЛУАВТОМАТЫ
Полуавтомат 827 класс. Предназначен для пришивания плоских пуговиц с двумя и четырьмя отверстиями к сорочкам, костюмам, плащам, спецодежде двухниточным стежком челночного переплетения. Материал вместе с пуговицей может перемещаться только вдоль платформы. Машина имеет основной обрезатель ниток и механизм обрезки игольной нитки в начале работы для устранения пропуска стежков в начальной стадии пришивания пуговицы и образования минимального (до 5 мм) конца обрезанной нитки над пуговицей. Техническая характеристика полуавтомата 827 класса: Максимальная частота вращения главного вала, мин-1…………………….. 1500 Максимальная толщина стачиваемых материалов, мм …………………… 6 Высота подъема пуговицедержателя, мм…………………………………….. 12 Диаметр пуговицы, мм……………………………………………………………… 11-32 Число проколов для пришивания……………………20(3 последних закрепляющие)
Если пуговица имеет два отверстия, то при проколах с 1-го по 14-й пуговицедержатель не смещается, а пуговица пришивается благодаря поперечным отклонениям иглы. Последние три прокола являются закрепочными. Образование челночного стежка осуществляется иглой (1)(рис. 18), вращающимся челноком (29) и нитепритягивателем (8). Особыми являются механизмы иглы, двигателя ткани (рабочие органы — пуговицедержатель (30) и пластина (28)) и автоматического останова машины (рабочие органы — холостой (17) и рабочий (16) шкивы, кулачок (18) и стержень (19)). Узел вертикальных перемещений иглы кривошипно-шатунного типа аналогичен машине класса (27). Узел поперечных отклонений усовершенствован. Игловодитель (7) проходит в рамке (6), прокачивающейся на оси (5) и получающей поперечные отклонения от копирного диска (12) через угловой рычаг (11), звено (9), рычаг (25), вал (26) и рычаг (27) с ползуном, проходящим в направляющих рамки (6). После ослабления винта (3) игловодитель (7) с иглой (1) регулируется по высоте. Поперечные отклонения иглы устанавливаются смещением шарнира 10 после ослабления его крепления в угловом рычаге 17. Установка иглы по центру отверстия в пуговице регулируется смещением игловодителя (7) с рамкой (6) после ослабления винта (23) крепления рычага (25) на валу (26).
Подъем пуговицедержателя (2),(рис. 19), осуществляется от стержня (9) механизма автоматического останова машины. Стержень (9) в нижней своей части имеет паз, в который при останове машины попадает упор рычага (10), и при перемещении стержня (9) рычаг (10) совершает поворот на валу (11), на котором он закреплен. Рычаг (10) через вал (11), рычаг (12), звено (13), рычаг (14), разъемную тягу (7) поворачивает рычаг (6), который правым концом воздействует на поводок (3), закрепленный на стержне (5). На нижнем конце стержня (5) закреплен упор (4), который контактирует с изогнутым стержнем пуговицедержателя (2). При включении полуавтомата в работу рамка останова совместно со стержнем (9) поворачивается против часовой стрелки, и упор рычага (10) выходит из зацепления со стержнем (9). Под действием пружины (8) вся система рычагов и звеньев возвращается в исходное положение, и пуговицедержатель (2) опускается на материал, прижимая его к пластине (1). Положение пуговицедержателя по высоте при отключении полуавтомата определяется перемещением стержня (5) после ослабления винта крепления поводка (3). Рассмотрим механизм автоматического останова машины (рис. 18). Для привода главного вала (14) машины существует рабочий шкив (16), который через ременную передачу осуществляет передачу вращения от вала электропривода. В отличие от шкива (16) рабочего хода шкив (17) может свободно вращаться на главном валу (14) и предназначен для перевода ременной передачи при выполнении приводом холостого хода при останове машины. В отличие от механизма автоматического останова базовой машины кулачок (18) останова располагается на дополнительном валу (15), который получает привод от главного вала (14) через шестерни с передаточным отношением 2:1.
Положение ремня на шкиве регулируется смещением отводчика (8) после ослабления винтов 9 его крепления в рамке (10). Своевременность отключения машины регулируется смещением упора (5) на копирном диске (4) после ослабления винтов его крепления. Положение стержня (12) на кулачке (7) (по высоте) регулируется его смещением при ослаблении винта (3). В машине для обрезки ниток используется два ножа (рис.21): подвижный (15) и неподвижный (3). Неподвижный нож закреплен прижимом (2) на игольной пластине. Подвижный нож крепится к зубчатому колесу (16), входящему в зацепление с зубчатой рейкой (1). Последняя закреплена на конце тяги (14), связанной шарнирно с рычагом (13). Рычаг (13) через соединительное звено (11) и планку (10) связан с рычагом (8) подъема пуговицедержателя. При повороте кулачка (5), закрепленного на копирном диске (9), рычаг (13) поворачивается и перемещает тягу (14) с рейкой (1) влево. При этом зубчатое колесо (16) с ножом (15) поворачивается, и подвижный нож (15) входит в игольную петлю, не позволяя нитепритягивателю полностью ее сократить. Далее при подъеме пуговицедержателя задний конец рычага (8) смещается вниз и через планку (10) и звено (11) дополнительно поворачивает рычаг (13), который вращает нож (15). Нож (15) касается неподвижного ножа (3), происходит обрезка ниток иглы и челнока.
Ход рейки (1), а значит, и угол поворота подвижного ножа (15), регулируется положением планки (10) на рычаге (8) подъема. При смещении планки (10) к центру поворота рычага 8 перемещение рейки (1) уменьшается.
Момент захода подвижного ножа (15) в игольную петлю регулируется положением кулачка (12), закрепленного на копирном диске (9). Для предотвращения пропуска стежков в начале шитья и выхода конца нитки на лицевую сторону изделия в полуавтомате установлен механизм обрезки игольной нитки в начале шитья (рис. 22). При работе полуавтомата копирный диск (6) начинает вращаться. До подхода иглы к игольной пластине (1) паз в торцевой части диска (6) поворачивает двуплечий рычаг (4), который через звено 7 и двуплечий рычаг (8) поворачивает на оси подвижный нож-рамку (3) так, чтобы игла, опускаясь вниз, смогла пройти в паз (2) ножа-рамки (3).
После выполнения второго прокола иглой материала кулачок (5) перестает отжимать шайбы регулятора (6) натяжения. При последнем уколе иглы после выхода иглы над игольной пластиной нож-рамка поворачивается и освобождает зажатый конец игольной нитки. Своевременность выхода паза (2),(рис. 22) ножа-рамки (3) под иглу устанавливается смещением пальца (5) в двуплечем рычаге (4) после ослабления его крепления.Для нормальной работы полуавтомата класса 827 необходимо 2... 3 раза за смену очищать внутреннюю часть платформы от скопившейся там обрези ниток. Для обеспечения легкого хода полуавтомата и уменьшения износа пар все места трения в машине должны подвергаться регулярному смазыванию масленкой. Необходимо заливать масло в емкость рукава для последующей разводки фитилями к местам трения 1 раз в пять дней в количестве 25...30 см3.
5. Список литературы:
1. Проталинский С.Е., Сысоева Е.К. Методическое пособие для выполнения курсовой работы по дисциплине «Оборудование швейного производства и основы проектирования» для студентов специальности 2808, Костр., КГТУ 2001. 2. Вальщиков Н.М., Оборудование швейного производства для техникумов. 3. Рубцов Б.А. Лабораторный практикум по машинам и аппаратам швейного производства. Учеб. пособие для вузов.- М.-: ЛегПромиздат, 1995.-256с. 4. Каталог гладильного оборудования. 5. Кузьмичев В.Е. Справочник «Оборудование для влажно-тепловой обработки одежды».М.: «В зеркале»,2004г. 6. Ермакова А.С., Оборудование швейных предприятий: Учебник для нач.проф. образования. -М.: ИРПО; ПрофОбрИздат, 2002.- 432с. 7. Франц В.Я. Швейные машины: Учеб.пособие для студ. учрежд. сред. проф.образования / Владимир Яковлевич Франц.-М.: Издательский центр «Академия»,2004. – 160с.:ил. 8. Франц В.Я. Оборудование швейного производства: Учебник для спец. Проф. Образования. – 2-е изд., стер. - М.: Издательский центр «Академия», 2005. -48с.
Реферат Выполнение курсовой работы ставит целью закрепление знаний, полученных по курсу «Оборудование швейного производства и основы проектирования оборудования», развитие у студентов творческой инициативы, навыков самостоятельного решения инженерных задач, критической оценки конструктивных решений. Объектом курсовой работы является разработка технологической документации и выбор оборудования на рубашку для мальчика с длинным рукавом из хлопчатобумажной ткани. Курсовая работа состоит из графической части и пояснительной записки. Графическая часть содержит 1 лист чертежа формата А1. Пояснительная записка содержит 36 страниц, 22 рисунка. Для работы использовались учебные, методические пособия, справочник, каталог указанные в списке литературы. Задание на курсовую работу кинематическая схема машины 97 класса, а именно узел подъема и узел продвижения зубчатой рейки. Введение Швейная промышленность – одна из самый значительных отраслей легкой промышленности как по объему выпускаемой продукции, так и по номенклатуре промышленного оборудования, используемого в производстве. Это оборудование чрезвычайно разнообразно. Оно различается по видам выполняемых технологических операций, а также по конструкции машин и принципам управления ими. Технологические процессы и операции, применяемые для изготовления одежды, во многом определяют конструкцию и устройство необходимого для их выполнения оборудования; с учетом назначения процесса, способа выполнения операций, а так же формы и размеров обрабатываемых изделий создаются целые виды и классы оборудования, обеспечивающие изготовление изделий с наименьшими затратами времени при достижении наилучшего качества. В мире более 100 фирм выпускают промышленные и бытовые швейные машины и различные сопутствующие им изделия и устройства (иглы, электроприводы, приспособления, узлы автоматизации и т.п.). Конечно, старейшей следует считать американскую машиностроительную фирму «Зингер», образованную еще в середине 19 века. С момента создания фирмы специализировались преобладающими в ее программе и до сих пор. За последние 35-40 лет невиданный скачок в развитии швейного машиностроения совершила Япония. Широко известны японские фирмы «Ямато», «Джуки», «Кансай Спешл», «Сейко», «Пегасус» и другие. Они выпускают машины полуавтоматического и автоматического действия, в которых наряду с механическими устройствами применяются средства пневматики и электроники. Швейное машиностроение России представлено «Заводом Промшвеймаш», основанным в 1900 в городе Подольске Московской губернии - акционерным обществом «Зингер», Специализирующимся на изготовлении бытовых и промышленных машин челночного и цепного стежка для швейного, обувного, трикотажного и кожевенно – галантереинного производства. Основным изготовителем швейных машин промышленного назначения является АО «Орша» (Республика Беларусь, г. Орша), специализирующиеся в основном, на выпуске машин челночного стежка на базе машин 1022 – М и 1820 класса, а также машин конструктивно унифицированного ряда 131 класса. Ведущими иностранными фирмами изготавливающими оборудование для ВТО швейных изделий (утюги, утюжильные столы, гладильные прессы, дублирующие установки), являются «Макпи» (Италия), «Хоффман», «Файт», «Каннегиссер» (Германия). Современное состояние швейного производства характеризуется большим разнообразием таких его показателей, как мощность (от мелких мастерских до современных мощных швейных предприятий), ассортимент изготавливаемых изделий (от специализированных предприятий до предприятий, ориентированных на изготовление изделий широкого ассортимента) и др. При этом перед каждым предприятием стоит задача выпуска конкурентоспособной продукции, которая должна иметь приемлемые для потребителя цену и качество. Швейное оборудование, являющееся технологическим, имеет первостепенное значение в производстве конкурентоспособных швейных изделий. Обслуживание, наладка и ремонт швейного оборудования на предприятии должны выполняться не только своевременно, но и с учетом особенностей обрабатываемых изделий и материалов. В современных условиях к работе наладчика швейного оборудования предъявляются высокие требования. Механизация и автоматизация производства приводит к расширению перечня используемого оборудования. На предприятиях шире используются машины с элементами автоматики или полностью автоматизированные. Механические системы управления машинами заменяются электронно-механическими, электронно-пневмомеханическими или электронно-гидромеханическими и др. На предприятиях швейной промышленности примен
|
||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 925; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.62.10 (0.02 с.) |

 1.1. Эскиз модели
1.1. Эскиз модели

 Барабанный способ хранения материала (рис. 4в) позволяет подавать нужный рулон (1) ткани, уложенный в отведенную для него ячейку (3), механизировано с использованием электропривода (5), который поворачивает барабан на его оси (4).
Барабанный способ хранения материала (рис. 4в) позволяет подавать нужный рулон (1) ткани, уложенный в отведенную для него ячейку (3), механизировано с использованием электропривода (5), который поворачивает барабан на его оси (4).
 Механизм челнока: Челнок равномерно вращающийся, централь- шпульный. Он получает вращение от главного вала(13) через гибкий зубчатый ремень(15), охватывающий барабан(14), закрепленный на главном валу винтами, и барабан(16), закрепленный винтами(17) на конце распредилительного вала(19). Внутри ремень армирован рядом тросов, предохраняющих его от растягивания. Во избежание соскальзывания ремня с барабанов в кольцевые расточки их вставлены пружинные кольца. Передаточный вал(19) вращается в двух подшипниках(18 и 28). Левый подшипник скольжения(28) закреплен винтом(20) в платформе машины. Правый подшипник качения(18) запрессован в приливе платформы машины. На переднем конце передаточного вала(19) закреплено зубчатое колесо(21) с внутренними зубцами. С этим зубчатым колесом находится в зацеплении шестерня(27), изготовленная как одна деталь с челночным валом(33). Зубчатое колесо(21) и шестерня(27) образуют внутреннее зацепление с передаточным отношением i= 1:2. Поэтому за один оборот распределительного вала(19) челночный вал(33) делает два оборота, что необходимо для процесса образования стежка. Челночный вал(33) вращается в двух бронзовых втулках(32 и 34), запрессованных во втулку (26). Втулка вставлена в прилив платформы машины и закреплена стопорным винтом (22). В процессе работы челночный вал не должен иметь осевых смещений, поэтому шестерню (27) челночного вала размещают между торцом втулки (26) и сегментным упором (29), прикрепленным тремя винтами к втулке. На передний конец челночного вала двумя винтами (35) закрепляют челночный комплект. Челнок(25) имеет удлиненную ступицу. Масса его аналогичен челноку машины 1022 класса. Внутри челнока выфрезована кольцевая выточка, в которую входит обод шпуледержателя (24). Шпуледержатель в центре имеет ось для защелки шпульного колпочка (23). Шпуледержатель свободно вставлен внутрь челнока и удерживается полукольцом, прикрепленным к челноку винтами. Сверху в шпуледержателе имеется паз (В), в который вставляют установочный палец(24а), прикрепленный к платформе машины. Палец удерживает шпуледержатель(24) от вращения. Между пальцем и пазом шпуледержателя должен быть зазор 0,3- 0,5 мм, через который проходит нитка при обводе ее вокруг шпуледержателя. Своевременность подхода носика челнока к игле регулируют поворотом челнока(25) при неподвижных других механизмах после ослабления винтов(35) челнока. При регулировке положения носика челнока относительно иглы следует добиться того, чтобы при подъеме иглы из крайнего нижнего положения на 2 мм носик челнока был бы выше ушка иглы на 1,5 мм. Одновременно должен быть обеспечен зазор между носиком челнока и иглой, равный 0,1 мм, который регулируют перемещением втулки(26) после ослабления винта(22)
Механизм челнока: Челнок равномерно вращающийся, централь- шпульный. Он получает вращение от главного вала(13) через гибкий зубчатый ремень(15), охватывающий барабан(14), закрепленный на главном валу винтами, и барабан(16), закрепленный винтами(17) на конце распредилительного вала(19). Внутри ремень армирован рядом тросов, предохраняющих его от растягивания. Во избежание соскальзывания ремня с барабанов в кольцевые расточки их вставлены пружинные кольца. Передаточный вал(19) вращается в двух подшипниках(18 и 28). Левый подшипник скольжения(28) закреплен винтом(20) в платформе машины. Правый подшипник качения(18) запрессован в приливе платформы машины. На переднем конце передаточного вала(19) закреплено зубчатое колесо(21) с внутренними зубцами. С этим зубчатым колесом находится в зацеплении шестерня(27), изготовленная как одна деталь с челночным валом(33). Зубчатое колесо(21) и шестерня(27) образуют внутреннее зацепление с передаточным отношением i= 1:2. Поэтому за один оборот распределительного вала(19) челночный вал(33) делает два оборота, что необходимо для процесса образования стежка. Челночный вал(33) вращается в двух бронзовых втулках(32 и 34), запрессованных во втулку (26). Втулка вставлена в прилив платформы машины и закреплена стопорным винтом (22). В процессе работы челночный вал не должен иметь осевых смещений, поэтому шестерню (27) челночного вала размещают между торцом втулки (26) и сегментным упором (29), прикрепленным тремя винтами к втулке. На передний конец челночного вала двумя винтами (35) закрепляют челночный комплект. Челнок(25) имеет удлиненную ступицу. Масса его аналогичен челноку машины 1022 класса. Внутри челнока выфрезована кольцевая выточка, в которую входит обод шпуледержателя (24). Шпуледержатель в центре имеет ось для защелки шпульного колпочка (23). Шпуледержатель свободно вставлен внутрь челнока и удерживается полукольцом, прикрепленным к челноку винтами. Сверху в шпуледержателе имеется паз (В), в который вставляют установочный палец(24а), прикрепленный к платформе машины. Палец удерживает шпуледержатель(24) от вращения. Между пальцем и пазом шпуледержателя должен быть зазор 0,3- 0,5 мм, через который проходит нитка при обводе ее вокруг шпуледержателя. Своевременность подхода носика челнока к игле регулируют поворотом челнока(25) при неподвижных других механизмах после ослабления винтов(35) челнока. При регулировке положения носика челнока относительно иглы следует добиться того, чтобы при подъеме иглы из крайнего нижнего положения на 2 мм носик челнока был бы выше ушка иглы на 1,5 мм. Одновременно должен быть обеспечен зазор между носиком челнока и иглой, равный 0,1 мм, который регулируют перемещением втулки(26) после ослабления винта(22)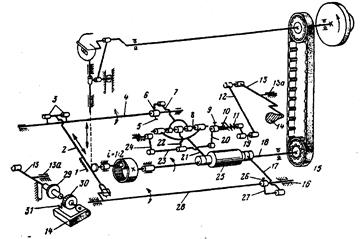 Механизм двигателя ткани: реечного типа. Движение рейка получает от двух узлов подъема и продвижения. Механизм двигателя получает движение от главного вала, через распределительный вал(18) на котором закреплен двумя винтами двойной эксцентрик(25).
Механизм двигателя ткани: реечного типа. Движение рейка получает от двух узлов подъема и продвижения. Механизм двигателя получает движение от главного вала, через распределительный вал(18) на котором закреплен двумя винтами двойной эксцентрик(25). Узел вертикальных перемещений: на правую часть эксцентрика(25) надет игольчатый подшипник, вставленный в головку шатуна(17). Вторая головка этого шатуна шарнирно соединена с коромыслом(27), которое стягивающим винтом(26) закреплено на валу подъема(28). Вал подъма расположен в двух центровых шпильках, закрепленных винтами в приливах платформы машины. В отверстие переднего коромысла вала(28) запрессован палец на который надет камень.
Узел вертикальных перемещений: на правую часть эксцентрика(25) надет игольчатый подшипник, вставленный в головку шатуна(17). Вторая головка этого шатуна шарнирно соединена с коромыслом(27), которое стягивающим винтом(26) закреплено на валу подъема(28). Вал подъма расположен в двух центровых шпильках, закрепленных винтами в приливах платформы машины. В отверстие переднего коромысла вала(28) запрессован палец на который надет камень.
 Пуговица с четырьмя отверстиями пришивается за 20 проколов иглы. Сначала игла делает 10 проколов в первую пару отверстий, совершая поперечные отклонения на расстояние, равное расстоянию между отверстиями в пуговице. После 10-го прокола прокола игла отклоняется вправо, а материал вместе с пуговицедержателем смещается в сторону работающего на расстояние, равное расстоянию между двумя парами отверстий. Игла, попадая в третье отверстие и совершая 11-й прокол, снова получает поперечные отклонения на расстояние между отверстиями и пришивает пуговицу, делая проколы во вторую пару отверстий. Три последних прокола являются закрепочными.
Пуговица с четырьмя отверстиями пришивается за 20 проколов иглы. Сначала игла делает 10 проколов в первую пару отверстий, совершая поперечные отклонения на расстояние, равное расстоянию между отверстиями в пуговице. После 10-го прокола прокола игла отклоняется вправо, а материал вместе с пуговицедержателем смещается в сторону работающего на расстояние, равное расстоянию между двумя парами отверстий. Игла, попадая в третье отверстие и совершая 11-й прокол, снова получает поперечные отклонения на расстояние между отверстиями и пришивает пуговицу, делая проколы во вторую пару отверстий. Три последних прокола являются закрепочными. Механизм двигателя ткани включает в себя узел продольных перемещений пуговицедержателя (30) с пластиной (28) вдоль платформы и узел подъема пуговицедержателя (30). Продольные перемещения пуговицедержателя с пластиной аналогичны полуавтомату класса 27.
Механизм двигателя ткани включает в себя узел продольных перемещений пуговицедержателя (30) с пластиной (28) вдоль платформы и узел подъема пуговицедержателя (30). Продольные перемещения пуговицедержателя с пластиной аналогичны полуавтомату класса 27. Продольные отклонения пуговицедержателя определяются смещением ползуна (21) в рычаге (22) после ослабления винта его крепления на стержне (20).
Продольные отклонения пуговицедержателя определяются смещением ползуна (21) в рычаге (22) после ослабления винта его крепления на стержне (20). За два оборота главного вала машины до окончания цикла пришивания пуговицы упор (5),(рис. 20), закрепленный на копирном диске (4), поворачивает защелку (6), освобождая рамку останова (10). Рамка (10) под действием пружины (1) поворачивается на центровых винтах по часовой стрелке и через отводку (8) переводит ремень со шкива рабочего хода на шкив холостого хода. Стержень (12), перемещающийся в рамке (10) под действием пружины (2), попадает на профиль кулачка (7) и притормаживает вращение главного вала машины. При попадании стержня (12) в паз кулачка (7) машина останавливается при крайнем верхнем положении иглы.
За два оборота главного вала машины до окончания цикла пришивания пуговицы упор (5),(рис. 20), закрепленный на копирном диске (4), поворачивает защелку (6), освобождая рамку останова (10). Рамка (10) под действием пружины (1) поворачивается на центровых винтах по часовой стрелке и через отводку (8) переводит ремень со шкива рабочего хода на шкив холостого хода. Стержень (12), перемещающийся в рамке (10) под действием пружины (2), попадает на профиль кулачка (7) и притормаживает вращение главного вала машины. При попадании стержня (12) в паз кулачка (7) машина останавливается при крайнем верхнем положении иглы. Включение машины в работу осуществляется нажатием на педаль, которая через тягу поворачивает угловой рычаг (11), шарнирно закрепленный в корпусе машины. Одно плечо рычага (11) упирается в рамку (10) останова, и при его повороте против часовой стрелки стержень выходит из паза кулачка (7),а ремень перебрасывается отводчиком (8)со шкива холостого хода на шкив рабочего хода машины. Машина начнет работу.
Включение машины в работу осуществляется нажатием на педаль, которая через тягу поворачивает угловой рычаг (11), шарнирно закрепленный в корпусе машины. Одно плечо рычага (11) упирается в рамку (10) останова, и при его повороте против часовой стрелки стержень выходит из паза кулачка (7),а ремень перебрасывается отводчиком (8)со шкива холостого хода на шкив рабочего хода машины. Машина начнет работу. При расширении петли ножом (15) нитка освобождается в регуляторе (6) натяжения. Для этого на стержне (4) закреплен кулачок (5), который при подъеме пуговицедержателя воздействует на шпильку (7) регулятора 6. Шпилька (7) разжимает шайбы регулятора натяжения и освобождает игольную нитку.
При расширении петли ножом (15) нитка освобождается в регуляторе (6) натяжения. Для этого на стержне (4) закреплен кулачок (5), который при подъеме пуговицедержателя воздействует на шпильку (7) регулятора 6. Шпилька (7) разжимает шайбы регулятора натяжения и освобождает игольную нитку. Своевременность освобождения нитки в регуляторе (6) достигается правильной установкой кулачка (5) на стержне (4). Количество оставшихся после обрезки концов ниток на изделии регулируется смещением неподвижного ножа 3 по отношению к пазу игольной пластины.
Своевременность освобождения нитки в регуляторе (6) достигается правильной установкой кулачка (5) на стержне (4). Количество оставшихся после обрезки концов ниток на изделии регулируется смещением неподвижного ножа 3 по отношению к пазу игольной пластины. Нитка, проведенная иглой в отверстие игольной пластины (1) и ножа-рамки (3), захватывается челноком и протягивается под игольную пластину (1). При выходе иглы над игольной пластиной и нитепритягивателя в крайнее верхнее положение паз в торце копирного диска (6) поворачивает рычаг (4) и через детали механизма нож-рамку (3). В результате этого игольная нитка защемляется ножом-рамкой (3) и игольной пластиной (1), а оставшийся конец нитки под игольной пластиной отрезается неподвижным ножом (9), который прижат к плоскости ножа-рамки (3).
Нитка, проведенная иглой в отверстие игольной пластины (1) и ножа-рамки (3), захватывается челноком и протягивается под игольную пластину (1). При выходе иглы над игольной пластиной и нитепритягивателя в крайнее верхнее положение паз в торце копирного диска (6) поворачивает рычаг (4) и через детали механизма нож-рамку (3). В результате этого игольная нитка защемляется ножом-рамкой (3) и игольной пластиной (1), а оставшийся конец нитки под игольной пластиной отрезается неподвижным ножом (9), который прижат к плоскости ножа-рамки (3). Чтобы зажатая игольная нитка не вытягивалась нитепритягивателем во время второго укола иглой, регулятор (6) натяжения (рис. 21) остается с отжатыми шайбами до образования первого стежка, что обеспечивается положением кулачка (5) на стержне (4).
Чтобы зажатая игольная нитка не вытягивалась нитепритягивателем во время второго укола иглой, регулятор (6) натяжения (рис. 21) остается с отжатыми шайбами до образования первого стежка, что обеспечивается положением кулачка (5) на стержне (4).


