
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологическая последовательность изготовления изделияСодержание книги
Поиск на нашем сайте
3. ОБОРУДОВАНИЕ ПОДГОТОВИТЕЛЬНЫХ ЦЕХОВ 3.1. Транспортные средства Для передачи сырья, полуфабрикатов и готовых изделий на швейных предприятиях существуют внутри и межцеховые транс портные средства.
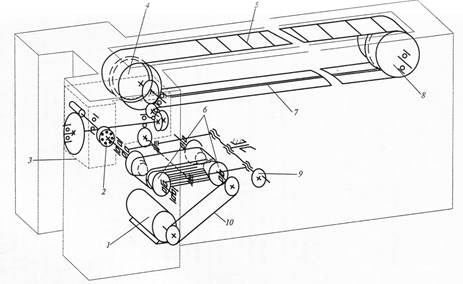
В швейных цехах используют конвейеры различного конструктивного исполнения и назначения. Ленточные конвейеры (рис. 1), используемые в массовом и серийном производстве, имеют брезентовую ленту (5), прикрепленную к цепи (7) и перемещаемую от звездочки ведущего барабана (4). Цепь (7) с лентой (5) расположена на звездочке ведомого барабана (8). Смещение одного из барабанов со звездочкой создает натяжение ленте (5). На ленте (5) имеются секции для укладки деталей. Ведущий барабан (4) со звездочкой приводится в действие от электродвигателя через клиноременную передачу (10), вариатор (6) скорости и редуктор (3). Вариатор (6) соединяется с редуктором (3) через муфту (2), которая в случае перегрузки конвейера выходит из строя, предохраняя от поломки электродвигатель (1). Валы передач и шкивов проходят в подшипниках, закрепленных в каркасе конвейера. Вариатор (6) обеспечивает регулирование скорости перемещения ленты, которая зависит от такта выпуска изделий (средняя затрата времени на операцию, выполняемую на одном рабочем месте). Регулирование скорости движения ленты (5) выполняется вращением маховика (9), расположенного сбоку корпуса вариатора (6). Подвесные конвейеры могут быть цепными и винтовыми (рис. 2). Основным элементом конструкции в цепном подвесном конвейере является цепь (3), на которой располагаются крючки (4) для перемещения полуфабрикатов. Для привода конвейера в движение служит электродвигатель (7), редуктор (8) и вертикальный вал (1), на верхнем конце которого закреплена приводная звездочка (2). Цепь (3) расположена на приводной (2) и ведомой (5) звездочках. Натяжение цепи регулируется смещением ведомой звездочки (5) вращением винта (6).
Оборудование для хранения
Материал поступает на швейное предприятие в рулонах или кипах. После разгрузки с автомобилей материал направляется в складское помещение для хранения или в подготовительный цех для промера, разбраковки и в раскройный цех для раскроя. В складском помещении (или в подготовительном цехе) материал хранится в разбракованном или неразбракованном виде стационарно в штабелях, на стеллажах или другох, а также механизировано на элеваторах, барабанах и других. Хранение материала в штабелях является наиболее простым способом. При стеллажно-клеточном способе хранения рулоны (1), (рис. 4а) материала или контейнеры (2) с материалом располагаются в стеллажах с ячейками. Хранение материала в рулонах может быть выполнено в стеллажах в форме елочки (рис. 4б).
Индивидуально рулоны (1) материала (рис. 4г) могут храниться и механизировано подаваться в зону разгрузки при элеваторном способе хранения. Материал располагается в индивидуальных средствах хранения — люльках, установленных на звеньях цепи (6), расположенной на звездочках (7). С пульта управления включается привод одной из звездочек, и материал перемещается по цепи. Современные складские помещения оснащены средствами автоматизированного учета сохраняемого материала и подачи к оператору необходимого материала. Каждая из ячеек имеет свой код, который сохраняется в памяти машины. Для каждой ячейки (при наличии в ней материала) указываются необходимые сведения о материале (его количестве, наименовании, расцветке, дате поступления и др.). Одной из подготовительных операций в производстве швейных изделий является проведение разбраковки материалов: измерения ширины и длины, отметка недостатков и разнооттеночности. Для этого в подготовительном цехе используют браковочно-измерительные станки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 339; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.236.144 (0.011 с.) |

 Межцеховые транспортные средства обеспечивают передачу сырья, полуфабриката или готовых изделий между цехами. К таким средствам относятся конвейеры, скаты, тележки, грузовые лифты, электрокары и др.
Межцеховые транспортные средства обеспечивают передачу сырья, полуфабриката или готовых изделий между цехами. К таким средствам относятся конвейеры, скаты, тележки, грузовые лифты, электрокары и др. Внутрицеховые транспортные средства служат для передачи сырья или полуфабрикатов между рабочими местами в цехе. Из внутрицеховых транспортных средств (швейного цеха) наиболее распространены конвейеры и тележки.
Внутрицеховые транспортные средства служат для передачи сырья или полуфабрикатов между рабочими местами в цехе. Из внутрицеховых транспортных средств (швейного цеха) наиболее распространены конвейеры и тележки. Тележки различаются по конструктивному исполнению, которое определяется размерами, видом и способом транспортирования полуфабрикатов или изделий. Так, тележка (рис. 3а), состоящая из сварного каркаса (1), кронштейна (2), фиксатора (3) маршрутных листов и колес (4), предназначена для перемещения готовых пиджаков на вешалках и на кронштейне (2).
Тележки различаются по конструктивному исполнению, которое определяется размерами, видом и способом транспортирования полуфабрикатов или изделий. Так, тележка (рис. 3а), состоящая из сварного каркаса (1), кронштейна (2), фиксатора (3) маршрутных листов и колес (4), предназначена для перемещения готовых пиджаков на вешалках и на кронштейне (2). Тележка (рис. 3б) предназначена для транспортирования полуфабрикатов, которые укладываются на полочки (5). Тележка (рис. 3в) используется для транспортирования и хранения пачек деталей, укладываемых на трубу (6).
Тележка (рис. 3б) предназначена для транспортирования полуфабрикатов, которые укладываются на полочки (5). Тележка (рис. 3в) используется для транспортирования и хранения пачек деталей, укладываемых на трубу (6). Существуют другие разновидности транспортных средств, которые выбираются конкретно для каждого предприятия с учетом вида пошиваемых изделий, расположения цехов, рабочих мест и организации производственных связей.
Существуют другие разновидности транспортных средств, которые выбираются конкретно для каждого предприятия с учетом вида пошиваемых изделий, расположения цехов, рабочих мест и организации производственных связей.
 Барабанный способ хранения материала (рис. 4в) позволяет подавать нужный рулон (1) ткани, уложенный в отведенную для него ячейку (3), механизировано с использованием электропривода (5), который поворачивает барабан на его оси (4).
Барабанный способ хранения материала (рис. 4в) позволяет подавать нужный рулон (1) ткани, уложенный в отведенную для него ячейку (3), механизировано с использованием электропривода (5), который поворачивает барабан на его оси (4).


