Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Восстановление деталей двигателяСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
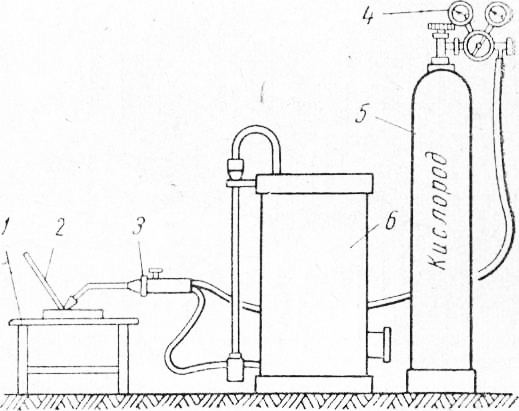
Для обеспечения нормальной работы двигателя необходимо периодически его ремонтировать. В современной технологии ремонта деталей двигателей применяют следующие основные способы: изменение размеров деталей, наращивание деталей сваркой, гальванопокрытиями или металлизацией, восстановление насадками, пластической деформацией и с помощью специальных клеев и замазок. Восстановление посадок изменением размеров изношенных деталей. Данный способ ремонта состоит в том, что одну из двух сопряженных деталей двигателя механически обрабатывают под ремонтный размер, а другую устанавливают ремонтного размера. Механическая обработка изношенных поверхностей необходима для восстановления правильной геометрической формы и начальной посадки деталей. В качестве примера рассмотрим способ восстановления сопряженных деталей цилиндр — поршень двигателя ГАЗ-МК. При износе цилиндра и поршня двигателя, когда зазор между ними достигнет более 0,3 мм, двигатель работает с повышенным расходом масла и бензина. В этом случае производят ремонт, т.е. растачивают и шлифуют цилиндры под ближайшие ремонтные размеры и заменяют изношенные поршни новыми — ремонтных размеров. Зная припуск на обработку диаметра цилиндра, можно легко подобрать поршень необходимого ремонтного размера. Машиностроительные заводы выпускают запасные части (поршни, поршневые кольца, тонкостенные вкладыши и др.) ремонтных размеров для различных типов двигателей передвижных электростанций. вается расход масла и снижается мощность. Поэтому необходимо заменить изношенный поршень поршнем ремонтного размера. Достоинства способа восстановления деталей под ремонтный размер заключаются в простоте и относительной дешевизне ремонтного процесса, а недостатки — в снижении износоустойчивости и прочности отремонтированных деталей. Восстановление деталей наращиванием сваркой. При ремонте деталей применяют электрическую или газовую сварку, наплавку под слоем флюса и в среде углекислого газа, а также виброконтактную наплавку. Сваркой восстанавливают более 50% деталей машин. Сварка обеспечивает прочные и надежные соединения. В большинстве случаев при ремонте деталей применяют сварку ацети-лено-кислородным пламенем, температура которого достигает 3100- 3200 °С. Сварочный шов при сварке таким пламенем получается качественным и хорошо поддается механической обработке, В зависимости от качества смеси ацетилена с кислородом сварочный шов может быть мягким или ломким. Ацетилен для сварки получают в специальном генераторе, который заряжают карбидом кальция. В генератор поступает вода, от воздействия которой на карбид кальция образуется горючий газ — ацетилен и выделяется гашеная известь. Из генератора ацетилен поступает к горелке. Сжатый кислород из баллона тоже поступает к горелке. При соединении кислорода с ацетиленом у наконечника горелки возникает пламя, которое, действуя на металл присадочной проволоки, расплавляет ее, в результате чего образуется сварочный шов. Для полного разложения 1 кг карбида необходимо затратить около 0,6 л воды. Стандартные генераторы вырабатывают 3000 л ацетилена в час под давлением 0,3 кГ/см2. Кислород, необходимый для горения ацетилена, получают с заводов в баллонах, окрашенных в голубой цвет. В баллон емкостью 40 л кислород нагнетают под давлением 150 кГ/см2, что соответствует 6000 л кислорода при атмосферном давлении. Давление кислорода, поступающего из баллона в горелку, снижается в редукторе 4 до 1-4 кГ/см2. На некоторых ремонтных предприятиях пользуются ацетиленом, который получают с заводов в баллонах, окрашенных в белый цвет. В баллоне емкостью 40 л три давлении 26 кГ/см2 помещается около 4000 л ацетилена. Давление ацетилена снижается в редукторе 4 до 0,01-1,5 кГ/см2.
Рис. 1. Ацетилено-кислородная установка для газовой сварки: 1 — сварочный стол, 2 — присадочная проволока, 3 — горелка, 4- редукторы, 5-кислородный баллон, 6 — генератор Ремонт деталей электродуговой сваркой тоже широко применяют при ремонте двигателей передвижных электростанций. При электродуговой сварке металл плавится от действия теплоты электрической дуги, температура которой достигает 4000-6000° С. Наиболее распространен предложенный Н. Г. Славяновым способ электросварки с металлическими электродами.: Для электросварки можно применять как переменный, так и постоянный ток; лучшие результаты дает сварка постоянным гоком. При сварке постоянным током теплота электрической дуги распределяется следующим образом: около 2/3 ее выделяется на положительном полюсе и 1/з — на отрицательном полюсе, поэтому массивные свариваемые детали соединяют с положительным полюсом. Детали толщиной до 2,5 мм из легированных сталей и чугуна сваривают стальными электродами, при которых нагрев нежелателен. В этом случае деталь соединяют с отрицательным полюсом, т.е. сварку ведут с обратной полярностью. Широко применяют способ ремонта при помощи сварочного трансформатора переменного тока (рис. 2). Силу тока регулируют изменением величины индукционного редуктора, соединенного последовательно с вторичной обмоткой трансформатора. Первичная обмотка трансформатора включается в электросеть. Для создания устойчивой электродуги при сварка параллельно трансформатору и редуктору 1 подсоединяют осциллятор (регулятор), питающий дугу при напряжении около 3000 в током высокой частоты (порядка 200 кгц), благодаря чему обеспечивается безопасность персонала.
Рис. 2. Электрическая схема электросварочного аппарата переменного тока: 1 — индукционный редуктор, 2 — трансформатор, 3 — рубильник, 4 — осциллятор (регулятор), 5 — выключатель, 6 — рабочий стол, 7 — электрододержатель При газовой сварке применяют присадочную проволоку, состав которой соответствует составу ремонтируемой детали. Стальные детали наплавляют высоколегированной стальной проволокой и твердыми сплавами типа сормайт № 1 и № 2, чугунные детали — чугуном и медью. Для электросварки применяют стальные и чугунные электроды, покрытые специальной обмазкой, позволяющей получить шов высокого качества. Выпускаются следующие марки электродов с обмазкой: УОНИ-13/45, ОЗН-300, 03H-350 и УОНЧ-13/15 для сварки мало-углеродистых сталей; ЦН-250 — для сварки всех конструкционных сталей.
Рис. 3. Схема электрометаллизационной установки: 1 — компрессор, 2 — ресивер, 3 — маслоотделитель, 4 — катушки с проволокой, 5 — металлизатор, 6 — трансформатор, 7 — металлизируемая деталь Восстановление деталей металлизацией. Процесс металлизации заключается в расплавлении и распыливании расплавленного металла и последующем нанесении его на поверхность ремонтируемой детали специальным аппаратом-металлизато-ром. Металл распыляется на частицы размером 0,01-0,015 мм сжатым воздухом со скоростью движения его 140-330 м/сек. Металлизацию применяют при ремонте изношенных шеек коленчатых и распределительных валов и для заделки трещин в блоках цилиндров двигателей. Существуют различные способы металлизации, при которых используется теплота, создаваемая токами высокой частоты, электрической дугой или горящим газокислородным пламенем. Наиболее распространена электродуговая металлизация. Устройство электродуговой стационарной металлизационной установки, схематически показано на рис. 152. Компрессор подает воздух под давлением 4,5-6 кГ/см2 в ресивер 2 емкостью 2,0-2,5 м3. Из ресивера воздух поступает в маслоотделитель, а из него по шлангу — в металлизатор. Ток напряжением 20-30 в подается в металлизатор от понижающего трансформатора. Две металлические проволоки, намотанные на катушки, автоматически протягиваются специальным механизмом через ролики и подаются в металлизатор. Электродуговой металлизационный аппарат (рис. 4) работает следующим образом. В точке касания концов движущихся проволок проходит ток, вследствие чего возникает электрическая дуга и проволоки плавятся. Капли расплавленного металла выдуваются через сопло 5 сжатым воздухом, поступающим от компрессора, и с большой скоростью ударяются о поверхность ремонтируемой детали, где, оседая и охлаждаясь, образуют слой металлического покрытия.
Рис. 4. Схема металлизационного аппарата (металлизатора): 1- проволоки, 2 — токоподводящие провода, 3 — ролики, 4 — наконечники, 5 — сопло, 6 — поверхность обрабатываемой детали, 7 — дуга Производительность металлизатора 12-14 кг/ч расплавленного металла. Наименьшая допустимая толщина покрытия после механической обработки должна составлять 1,0-0,6 мм в зависимости от размера детали. Технология ремонта методом электрометаллизации заключается в подготовке детали (создании на поверхности шероховатости и удалении с нее грязи), нанесении слоя металла требуемой толщины и механической обработке этого слоя. Восстановление деталей гальванопокрытиями. Для восстановления некоторых деталей применяется гальванический способ покрытия: хромирование, железнение и др. Хромирование применяется для повышения поверхностной твердости и восстановления изношенных поверхностей. Сущность хромирования заключается в нанесении слоя хрома на поверхности деталей. Хромирование производится посредством электролиза. Для этого применяют ванну с электролитом, состоящим из хромовой и серной кислот. В ванне установлены электроды — анод и катод. Анодом служит металл, которым покрывается деталь, а катодом-деталь, подлежащая покрытию металлом. Хром под действием постоянного тока электричес-ким путем переносится на поверхности деталей. Перед хромированием детали обезжиривают и шлифуют, затем опускают в ванну с электролитом и укрепляют в подвешенном положении. Хромирование деталей производят на толщину нескольких микронов. Железнением ремонтируют изношенные поверхности деталей. Железнение — это гальванический способ нанесения железа, содержащегося в растворах его хлористых или сернокислых солей. Процесс железнения протекает в 10 раз быстрее, чем процесс хромирования. Для железнения наиболее часто применяют состав из 450 г/л хлористого железа, 300 г/л поваренной соли и 3,5 г/л соляной кислоты. Плотность тока при железнении должна быть 2000 а/м2, а температура раствора 100 °С. Восстановление деталей насадками. Восстановление деталей насадками имеет преимущества перед методом обработки деталей под ремонтный размер, которые заключаются в его простоте, доступности и дешевизне. Недостатком данного способа является невозможность применения насадков или втулок для восстановления трущихся поверхностей большинства деталей двигателя. Технологический процесс восстановления деталей насадками состоит в подготовке изношенной поверхности детали, называемой поднасадком, в изготовлении самого насадка, соединении детали и насадка в одно целое и механической обработке рабочей поверхности, восстановленной насадком. Для резьбовых насадков применяют сталь 10 и 20, а для прессуемых соединений — сталь 35 и 45. Чугун используют для насадков, работающих на трение. Ремонт деталей методом пластической деформации. Восстановление деталей методом пластической деформации (раздачи, обжимки, правки, осадки) основано на использовании пластических свойств металла. Вследствие пластичности металла у деталей под действием давления может изменяться форма. Методом пластической деформации детали ремонтируют как в холодном, так и в горячем состоянии. Выбор режима обработки зависит от степени износа, материала и объема металла детали. Правкой восстанавливают изогнутые коленчатые валы, раздачей-поршневые пальцы и другие пустотелые детали, осадкой ремонтируют, например, головки клапанов. Ремонт деталей клеями и замазками. В последнее время в ремонтной практике при заделке трещин, пробоин и соединении дефектных деталей применяют клеи и замазки. Склеенные изделия имеют высокую механическую прочность и обеспечивают надежное соединение, в ряде случаев не уступающее по прочности сварке и клепке. Широко используются универсальный клей БФ, карбиноль-ный клей, клей ВС-10Т, специальные составы с эпоксидными смолами (ЭД-5, ЭД-6 и ЭД-40) и различные замазки, например глетоглицериновая и др. Клей БФ — спиртовой раствор синтетических смол. Металлы Для очистки масляного картера нужно слить из него старое масло, заполнить его свежим маслом4и поставить двигатель на холостую (без нагрузки) работу в течение 10-15 мин, затем еще раз слить масло. При сдаче двигателя для ремонта в ремонтные мастерские или на завод вместе с заказом на ремонт ремонтному предприятию представляют паспорт двигателя электростанции и акт о его техническом состоянии. На ремонтном предприятии двигатель поступает сначала в разборочно-моечное отделение. Там его направляют на стенд для разборки. Большую часть агрегатов и узлов двигателя подвергают дополнительной мойке, после чего возвращают на рабочее место для разборки, дефектации узлов, агрегатов и деталей и последующего их ремонта. К агрегатам и узлам двигателя, направляемым на разборку, относятся: топливная аппаратура, радиаторы и электрооборудование. Детали, входящие в отдельные узлы и агрегаты, признанные годными для работы (например, шестерни газораспределения, шатуны с крышками и др.), необходимо маркировать. Маркировку наносят на самих деталях или на специальных бирках, присоединяемых к ним проволокой. При этом указывают номер двигателя, с которого детали сняты. Такая маркировка делается для того, чтобы можно было повторно использовать годные детали на ремонтируемых агрегатах двигателя. При разборке и сборке двигателя полезно пользоваться альбомами технологических карт. Разборка двигателя. Разборка двигателя производится для того, чтобы обеспечить доступ к отдельным деталям для их осмотра. Двигатель разбирают в такой последовательности: Разборку двигателя производят с соблюдением правил техники безопасности. Мойка и дефектация узлов и деталей. Детали и узлы двигателя, поступившие в ремонт, подвергают мойке сначала специальным горячим раствором, а затем чистой горячей водой. Мойка деталей должна быть организована так, чтобы не смешивались узлы и детали разных двигателей, иначе будет трудно производить дефектацию. Моечные машины и установки бывают различных конструкций. Для мойки небольших деталей применяют специальные передвижные ванны. Рекомендуемый состав моечного раствора: 25 г. едкого натра (каустической соды), 35 г. кальцинированной соды, 25 г. жидкого мыла и 1,5 г. жидкого стекла. Можно применять также раствор, состоящий из 2,3 г. каустической соды, 6,5 г. кальцинированной соды и 3 г. зеленого мыла. Температура раствора и воды при мойке деталей должна быть 80-90 °С. При пользовании горячими растворами необходимо соблюдать осторожность, во избежание ожогов и попадания раствора на незащищенные части лица и рук. Для удаления нагара с деталей рекомендуется применять раствор, состоящий из 3,5% эмульсии, 0,15% кальцинированной соды, 0,15% жидкого стекла и 96,2% воды; температура раствора должна быть 60-80 °С. Детали, очищенные от нагара, промывают в холодной, а затем в горячей воде. Из выпускных труб двигателей нагар удаляют путем нагрева труб в термической печи до 600-700 °С в течение 2-3 ч с последующим медленным охлаждением их в печи или сухом песке. Нагар в выпускных трубах можно выжигать и с помощью газовой горелки. После осмотра детали сортируют. После мойки и разборки определяют степень износа и состояние деталей (дефектация) с целью выявления их пригодности для дальнейшей работы. Дефектация состоит из внешнего осмотра, замера величин зазоров, проверки на специальных приспособлениях и стендах. При де-фектации применяют универсальные стенды для гидравлического испытания блоков цилиндров, головок блоков, впускных и выпускных коллекторов. Степень износа цилиндро-поршневой группы двигателя определяют по внешним признакам в процессе его работы. Если расход масла достигает 4-4,6% количества использованного топлива и его не удается снизить даже путем замены поршневых колец, в этом случае необходимо произвести расточку и шлифовку цилиндров (или замену гильз цилиндров) и заменить поршни новыми — ремонтных размеров. С увеличением зазоров в подшипниках коленчатых валов резко снижается давление масла. Установлено, что для дизельного двигателя Д-54 предельные зазоры в коренных и шатунных подшипниках соответственно равны 0,4 и 0,5 мм. Величины износов, обеспечивающие эксплуатацию детали или сопряжения в течение межремонтного срока, называются, допустимым и. Наименее долговечной деталью является гильза цилиндра (цилиндр) двигателя, срок работы которой в среднем составляет 2000 ч. Поэтому в практике эксплуатации дизелей очередной их ремонт обычно приурочивают к этому сроку. После разборки ремонтируемого двигателя составляют ведомость дефектов и карту дефектации деталей. Непригодные для использования и ремонта детали откладывают в специальный ящик. Основные узлы двигателя (масляный насос, форсунки, радиаторы и др.) испытывают на специальных стендах и лишь при неудовлетворительных результатах испытаний дается заключение о необходимости их разборки и подетальной дефектации. В зависимости от величины износа, вида и характера повреждений детали при дефектации сортируют на пять групп, а затем маркируют краской различного цвета: пригодные — зеленой; пригодные только при сопряжении с новыми или восстановленными до нормальных размеров деталями — желтой; подлежащие ремонту на ремонтном предприятии — белой; подлежащие восстановлению только на специализированных ремонтных предприятиях- синей; полностью непригодные — красной. К группе пригодных относятся детали, имеющие допустимые износы. Износ деталей определяют, руководствуясь техническими условиями на контроль и сортировку. К группе подлежащих ремонту или восстановлению относятся детали, имеющие износы и другие дефекты, которые можно устранить путем ремонта. Ремонтируемые узлы двигателей комплектуют деталями в соответствии с ведомостью дефектов и техническими условиям]! на ремонт деталей (приведенными в альбомах технологических карт на разборку и сборку двигателей).
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 4972; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.119.34 (0.01 с.) |