
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Прилад для виміру жорсткості .Содержание книги
Поиск на нашем сайте
Для створення навантаження при вимірі жорсткостіметалорізальних верстатів застосовують прилади різних конструкцій. На рис 6.6 наведена схема приладу конструкції ЕНІМС, що використовується в даній роботі. Сила, що навантажує, створюється за рахунок осьового переміщення гвинта при повороті гайки, виконаної в черв'ячному колесі. Навантаження на оправку 3, встановлену в шпинделі верстата, прикладається у напрямку дії сили різання
1 - індикатор для виміру відтискання; 2 – маховичок для регулювання сили, що навантажує; 3 - оправка; 4 – індикатор для виміру сили, що навантажує; 5 - пружина; 6 - черв'ячна передача; 7-суппорт Рисунок 6.6 - Схема приладу для виміру жорсткості Порядок виконання роботи 9.1 Виконати тарування пружини динамометра. Схема тарувального пристосування наведена на рис.6.2. Сила Р, прикладена до пружини, підраховується за формулою, Н
де G - маса вантажу, Н; G0 = 250 Н - приведена маса важеля і підвіски. При таруванні фіксують деформацію пружини при значенні сили 9.2 Побудувати тарувальний графік 9.3 Установити динамометр у різцетримач верстата. Вставити оправку в отвори шпинделя і пінолі задньої бабки. Для усунення впливу зазорів перед початком виміру жорсткості, поперечний супорт встановлюють у положення перевірки, переміщенням його до лінії центрів верстата зі створенням невеликого натягу пружини індикатора 1 (рис.6.6). Допускається подовжнє (уздовж лінії центрів верстата) зміщення верхнього супорта в межах 0,2 довжини його ходу. 9.4 Для вибору зазорів у вузлах супорта і шпинделя до початку випробування двічі навантажити вузли повним навантаженням за допомогоюдинамометра та зняти навантаження, після чого всі індикатори установити на нуль. 9.5. За табл.6.4 для даного типорозміру верстата визначити максимальне значення сили, що навантажує, і навантажити вузли верстата, зафіксувавши їхню деформацію при навантаженні Р = 0; 500; 1000; 1500; 2000; 3000; 4000; 5000; 5600 Н. Розвантажити вузли верстата, записавши показання індикаторів за тих же значень сили Р. Ці випробування виконати двічі (вдруге - після повороту шпинделя на один оберт). За відносні переміщення вузлів прийняти середнє арифметичне результатів двох вимірів. 9.6 Аналогічно вимірити відносні переміщення супорта та оправки, встановленої в пінолі задньої бабки верстата. 9.7 Побудувати характеристики відтискання у координатах Ру - y окремо для деформації супорта щодо шпинделя і щодо пінолі задньої бабки. 9.8 Порівняти отримані результати з нормами жорсткості за ГОСТ 18097-88 (табл.6.4) і дати висновок щодо можливості подальшої експлуатації верстата. 9.9 Визначити сумарну жорсткості вузлів супорт-шпиндель і супорт-задня бабка за формулою 6.3, Н/мм:
де При Зміст звіту Звіт за лабораторною роботою повинен включати: 1. Тарувальний графік. 2. Схему вимірювання відтискань вузлів верстата. 3. Таблицю результатів вимірювання. 4. Характеристику відтискань вузлів. 5. Відносну величину піддатливості вузлів, %. 6. Висновки за результатами роботи і рекомендації щодо збільшенню жорсткості системи супорт - шпиндель. 11 Контрольні питання 1. Що називається жорсткістю? Як її вимірюють, яка її розмірність? 2. Способи підвищення жорсткості. 3. Для чого і як будується тарувальний графік? 4. Що таке піддатливість системи? Як визначити сумарну піддатливість вузлів, що сприймають навантаження? 5. Який вплив найбільш слабкої ланки в системі? Рекомендована література 1.Металлорежущие станки. Учебник для машиностроительных втузов./ Под ред. В.Э. Пуша.- М.: Машиностроение, 1986. - 586 с. 2. ГОСТ 18100-80. Автомати токарно-револьверные одношпиндельные прутковые. Нормы точности и жесткости. - М-.: Изд-во стандартов, 1981. - 15 с. 3. ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности и жосткости. ЛАБОРАТОРНА РОБОТА № 12 ДОСЛІДЖЕННЯ ТОЧНОСТІ ТОКАРНОГО ВЕРСТАТА З ЧПК Мета роботи Метою роботи є ознайомлення з методикою і засобами дослідження точності позиціювання токарного верстата з ЧПК шляхом експрес-перевірки. Зміст роботи 1. Ознайомитися з причинами появи похибок обробки на верстатах з ЧПК. 2. Вивчити методику дослідження точності токарного верстата з ЧПК. 3. Виконати виміри та розрахунки. 4. Зробити висновок про можливу точність обробки конусів на верстаті мод. 16К20Ф3. Обладнання та інструмент 1. Токарний верстат моделі 16К20ФЗ з ЧПК. 2. Тензорезистор. 3. Осцилограф. 4. Міні ЕОМ.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 301; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.244.92 (0.006 с.) |

 - під кутом 60° до напрямку поперечної подачі. Навантаження визначається за деформацією пружини 5, що вимірюється індикатором 4. Сумарне переміщення супорта 7 і оправки 3 зі шпинделем виміряється індикатором 1.
- під кутом 60° до напрямку поперечної подачі. Навантаження визначається за деформацією пружини 5, що вимірюється індикатором 4. Сумарне переміщення супорта 7 і оправки 3 зі шпинделем виміряється індикатором 1.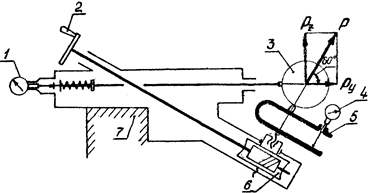
 (6.2)
(6.2) , визначити ціну 0,1 мм деформації пружини динамометра в Н.
, визначити ціну 0,1 мм деформації пружини динамометра в Н. , (6.3)
, (6.3) ∙ cos α
∙ cos α ˚,
˚,  .
.


